THERMOFORMING Over 50 Years of Thermoforming Experience
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Low Cost Vacuum-Forming System1
A LOW COST VACUUM-FORMING SYSTEM1 James P. O'Leary, M.S.2, Edward A. Bianchi, B.S.2, and Richard A. Foulds, M.S.2 Vacuum-forming is an excellent method for molding sheets of plastic into complicated shapes. It is just beginning to be used in the field of re habilitation medicine where the need to make devices that fit the human form is great. This article describes a new, inexpensive apparatus which enables orthotists and prosthetists to use the vacuum-forming process in their work with a very small outlay of capital. Very little training is required to use the apparatus, and it is now being made available in limited quantities. In the vacuum-forming process a sheet of hot, pliable plastic is drawn either into or around a mold with the use of suction provided by a vac uum pump. When the plastic cools and hardens, it retains the shape caused by the mold. An example of the usefulness of a molded orthosis is Fig. 1. A molded ankle-foot orthosis (left) is contrasted shown in Figure 1. to the conventional metal and leather orthosis that it The process, though simple, when adapted to replaces. Besides being lighter in weight, the plastic the needs of mass-production, requires very ex orthosis requires no modification to the shoe. This pensive machinery. Until recently only industrial feature makes it possible for the patient to interchange shoes easily. vacuum-forming equipment was available, with prices ranging from $4,000 to over $125,000. Because of the large investment in money and space required to obtain and use the machines With these thoughts in mind we designed and designed for mass production, very few medical built a vacuum-forming apparatus called the facilities have made use of the vacuum-forming "Bracemaker" (Fig. -

Thermoforming
APPLICATION GUIDE: Thermoforming TIME REQUIRED COST SKILL LEVEL By Brian Sabart, Stratasys Inc. and Jeff Gangel, Formech International, Ltd. OVERVIEW Vacuum Forming Materials: Thermoforming is a relatively simple manufacturing process that is inexpensive when compared to other - ABS plastic molding and forming methods. Although thermoforming is often associated with manufacturing - Polyvinylchloride (PVC) of packaging items such as blister packs and disposable coffee cup lids, the cost and time advantages - Polycarbonate (PC) are realized in a broad spectrum of products in an equally broad range of industries. When using a Fortus - Polyethylene (PE) 3D Production System with FDM technology to construct thermoforming tooling, the process becomes - Low Density Polyethylene (LDPE) simpler, more efficient and increasingly cost-effective. - High Density Polyethylene (HDPE) - Polypropylene (PP) - Polystyrene (PS) PROCESS DESCRIPTION - Polyphenylene Oxide (PPO) Thermoforming is a collection of manufacturing methods that heat and form sheets of extruded plastic. - Polyphenylene Ether (PPE) Thermoforming processes include drape, vacuum and pressure forming. - Polymethyl-Methacrylate (PMMA) - Acrylic Drape forming relies on gravity to pull the sheet against the tool. Vacuum forming, as the name implies, - Closed Cell Foam Polyester (PBT, PET) draws the heated sheet against the tool with the assistance of a vacuum. Pressure forming combines - Polyester Copelymer (PETG) vacuum and pressure to simultaneously pull and push the plastic sheet to the contours of the tool. - Thermoplastic Olefin (TPO) - Thermoplastic Elastomer (TPE) This process guide documents the steps for vacuum forming since it is the most common thermoforming - Thermoplastic Rubber (TPR) method. However, many of the details presented may also be applied to drape and pressure forming. -

Radel® PPSU, Udel® PSU, Veradel® PESU & Acudel® Modified PPSU
Radel ® | Udel ® | Veradel ® | Acudel ® Radel® PPSU, Udel® PSU, Veradel® PESU & Acudel® modified PPSU Processing Guide SPECIALT Y POLYMERS 2 \ Sulfone Polymers Processing Guide Table of Contents Introduction ............................. 5 Part Ejection . 14 Draft . 14 Ejector pins and/or stripper plates . 14 Sulfone Polymers........................ 5 Udel® Polysulfone (PPSU) . 5 Injection Molding Equipment ............. 15 ® Veradel Polyethersulfone (PESU) . 5 Controls . 15 ® Radel Polyphenylsulfone (PPSU) . 5 Clamp . 15 ® Acudel modified PPSU . 5 Barrel Capacity . 15 Press Maintenance . 15 Resin Drying . .6 Screw Design . 15 Rheology................................ 8 Screw Tips and Check Valves . 15 Viscosity-Shear Rate ..................... 8 Nozzles . 16 Molding Process . 16 Resin Flow Characteristics . 9 Melt flow index . 9 Polymer Injection or Mold Filling . 16 Spiral flow . 9 Packing and Holding . 17 Injection Molding . .10 Cooling . 17 Molds and Mold Design .................. 10 Machine Settings ....................... 17 Tool Steels . 10 Barrel Temperatures . 17 Mold Dimensions . 10 Mold Temperature . 18 Mold Polishing . 10 Residence Time in the Barrel . 18 Mold Plating and Surface Treatments . 10 Injection Rate . 18 Tool Wear . 10 Back Pressure . 18 Mold Temperature Control . 10 Screw Speed . 18 Mold Types . 11 Shrinkage . 18 Two-plate molds . 11 Three-plate molds . 11 Regrind ............................... 19 Hot runner molds . 11 Cavity Layout . 12 Measuring Residual Stress ............... 19 Runner Systems . 12 Extrusion............................... 22 Gating . 12 Sprue gating . 12 Edge gates . 13 Predrying ............................. 22 Diaphragm gates . 13 Tunnel or submarine gates . 13 Extrusion Temperatures ................. 22 Pin gates . 13 Screw Design Recommendations . 22 Gate location . 13 Venting . 14 Sulfone Polymers Processing Guide / 3 Die Design ............................. 22 Extruded Product Types . 23 Wire . 23 Film . 23 Sheet . 23 Piping and tubing . 23 Start-Up, Shut-Down, and Purging ....... -
Module V – Blow and Transfer Molding
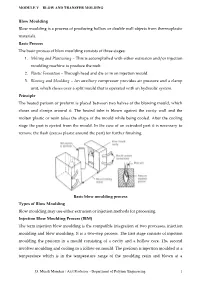
MODULE V – BLOW AND TRANSFER MOLDING Blow Moulding Blow moulding is a process of producing hollow or double wall objects from thermoplastic materials. Basic Process The basic process of blow moulding consists of three stages: 1. Melting and Plasticising – This is accomplished with either extrusion and/or injection moulding machine to produce the melt. 2. Plastic Formation – Through head and die or in an injection mould. 3. Blowing and Moulding – An auxiliary compressor provides air pressure and a clamp unit, which closes over a split mould that is operated with an hydraulic system. Principle The heated parison or preform is placed between two halves of the blowing mould, which closes and clamps around it. The heated tube is blown against the cavity wall and the molten plastic or resin takes the shape of the mould while being cooled. After the cooling stage the part is ejected from the mould. In the case of an extruded part it is necessary to remove the flash (excess plastic around the part) for further finishing. Basic blow moulding process Types of Blow Moulding Blow moulding may use either extrusion or injection methods for processing. Injection Blow Moulding Process (IBM) The term injection blow moulding is the compatible integration of two processes, injection moulding and blow moulding. It is a two-step process. The first stage consists of injection moulding the preform in a mould consisting of a cavity and a hollow core. The second involves moulding and cooling in a follow-on mould. The preform is injection moulded at a temperature which is in the temperature range of the moulding resin and blown at a D. -

Sample Pages Plastics Technology
Sample Pages Plastics Technology Christian Bonten ISBN (Book): 978-1-56990-767-2 ISBN (E-Book): 978-1-56990-768-9 For further information and order see www.hanserpublications.com (in the Americas) www.hanser-fachbuch.de (outside the Americas) © Carl Hanser Verlag, München Preface Immediately after I started working at the University of Stuttgart in late summer 2010, I revised the course “Fundamentals of Plastics Technology” with the help of my scientific staff. Since then, this important course has been held unchanged in Stuttgart for a long time. During the revision we not only updated figures and contents, but also gave the course a new structure, which I – inspired by didactic seminars of the German University Association – consider more contemporary. Numerous film sequences used in the lectures enable the students to understand the contents more quickly and deeply. I am convinced that the students in my course become well equipped with a comprehensive, fundamental knowledge of plastics and plastics technology for their upcoming professional life. If students want to deepen their knowledge of the subject, they can do so in the three main areas of “Materials Engineering”, “Processing Technology”, and “Product Engi- neering” in other courses later on. This introductory and fundamental lecture series in Stuttgart is an elective course with four lessons per week for master students of process engineering, mechanical engineering (e. g. production engineering, automotive engineering), materials sci- ence, as well as of technology management. The course is actually aimed at techni- cally educated students, but in the meantime non-technical students (economics, environmental issues) choose the course as well. -

Food Packaging Technology
FOOD PACKAGING TECHNOLOGY Edited by RICHARD COLES Consultant in Food Packaging, London DEREK MCDOWELL Head of Supply and Packaging Division Loughry College, Northern Ireland and MARK J. KIRWAN Consultant in Packaging Technology London Blackwell Publishing © 2003 by Blackwell Publishing Ltd Trademark Notice: Product or corporate names may be trademarks or registered Editorial Offices: trademarks, and are used only for identification 9600 Garsington Road, Oxford OX4 2DQ and explanation, without intent to infringe. Tel: +44 (0) 1865 776868 108 Cowley Road, Oxford OX4 1JF, UK First published 2003 Tel: +44 (0) 1865 791100 Blackwell Munksgaard, 1 Rosenørns Allè, Library of Congress Cataloging in P.O. Box 227, DK-1502 Copenhagen V, Publication Data Denmark A catalog record for this title is available Tel: +45 77 33 33 33 from the Library of Congress Blackwell Publishing Asia Pty Ltd, 550 Swanston Street, Carlton South, British Library Cataloguing in Victoria 3053, Australia Publication Data Tel: +61 (0)3 9347 0300 A catalogue record for this title is available Blackwell Publishing, 10 rue Casimir from the British Library Delavigne, 75006 Paris, France ISBN 1–84127–221–3 Tel: +33 1 53 10 33 10 Originated as Sheffield Academic Press Published in the USA and Canada (only) by Set in 10.5/12pt Times CRC Press LLC by Integra Software Services Pvt Ltd, 2000 Corporate Blvd., N.W. Pondicherry, India Boca Raton, FL 33431, USA Printed and bound in Great Britain, Orders from the USA and Canada (only) to using acid-free paper by CRC Press LLC MPG Books Ltd, Bodmin, Cornwall USA and Canada only: For further information on ISBN 0–8493–9788–X Blackwell Publishing, visit our website: The right of the Author to be identified as the www.blackwellpublishing.com Author of this Work has been asserted in accordance with the Copyright, Designs and Patents Act 1988. -

Transfer Molding
3518 LAKESHORE ROAD PLASTICS ENGINEERING COMPANY POST OFFICE BOX 758 SHEBOYGAN, WISCONSIN 53082-0758 U.S.A PHONE 920 - 458 - 2121 F A X 920 - 458 - 1923 Transfer Molding To improve on the compression molding process and mold parts with geometries that compression molding is unable to produce, a second method of processing thermoset molding materials was developed - Transfer Molding. The mold consists of a chamber called a transfer pot (also known as a transfer or shooting cylinder). It is separated from, but connected to the cavities by way of runners and gates. There are two methods of transfer molding; top transfer and bottom transfer. In “Top Transfer Molding” the mold is closed and fully clamped; then the material shot placed into the transfer pot. In “Bottom Transfer Molding” the mold is fully open and the shot of material is placed into the transfer pot. The material is usually in the form of preheated compacted pills called preforms. In the case of BMC products, the material will be loaded into the transfer pot as a log. Lastly, the transfer cylinder pushes the material out of the transfer pot through the runners and gates and into the cavities. The cylinder is held in under pressure and the mold is kept closed long enough to cure the parts. Typical pressure on the transfer cylinder is about 800 - 1,000 psi (5.5 - 6.9 MPa) and the transfer time should be from 3 - 8 seconds. This means that the parts are held in the mold until they can be removed without blistering subsequent to removal. -

Packaging Technology
PACKAGING TECHNOLOGY KAZAKH NATIONAL AGRARIAN UNIVERSITY ALMATY, KAZAKHSTAN 19 - 30 OCT. 2015 by ROSNITA A. TALIB BSc (Food Sc & Tech), MSc. (Packaging Engineering) UPM PhD (Materials Engineering) Sheffield, UK. Department of Process and Food Engineering Faculty of Engineering 43400 UPM Serdang, Selangor Universiti Putra Malaysia Email: [email protected] Course Outcomes Students are able to : 1. To describe the functions, basic packaging design elements and concepts 2. To analyse various types of packaging materials for use on appropriate food 3. To differentiate standard test methods for packaging quality control 4. Describe various types of packaging equipment in food industry References/Textbooks 1. Soroka, W. (2009) Fundamentals of Packaging Technology. Naperville. Instituue of Packaging Professionals. 2. Klimchuk, M.R. and Krasovec, S.A. (2006) Packaging Design Successful Product Branding from Concept to Shelf. Hoboken. John Wileys & Sons 3. Morris, S.A. (2010). Food Packaging Engineering. Iowa: Blackwell Publishing Professional. 4. Robertson, G.L. (2006). Food Packaging - Principles and Practice (2nd Edition). Boca Raton: CRC Press. 5. Kelsey, R.J. (2004). Handbook of Package Engineering (4th Edition). Boca Raton: CRC Press. Package vs Packaging - Simple examples of package: boxes on the grocer's shelf and wrapper on a candy bar. - The crate around a machine or a bulk container for chemicals. - Generically, package is any containment form. - Package (noun) is an object. A physical form that is intended to contain, protect/preserve; aid in safe, efficient transport and distribution; and finally act to inform and motivate a purchase decision on the part of a consumer. Package vs Packaging Packaging is Packaging also - Packaging is a verb, reflecting the ever-changing nature of the The development and production of medium. -

Optimizing Thermoforming of High Impact Polystyrene (HIPS) Trays by Design of Experiments (DOE) Methodologies
Optimizing Thermoforming of High Impact Polystyrene (HIPS) Trays by Design of Experiments (DOE) Methodologies Vishal M. Dhagat Department of Electrical & Computer Engineering, UConn Storrs, CT 06269-4157 [email protected] Ravindra Thamma Manufacturing & Construction Management, CCSU 1615 Stanley Street, New Britain, CT 06050 [email protected] Abstract The process of heating and reshaping plastics sheet and film materials has been in use since the beginning of the plastics industry better known as thermoforming. Today this process is very ubiquitous for industrial products including signage, housings, and hot tubs. It also produces much of the packaging in use today including blister packs, cartons, and food storage containers. The process of thermoforming has many advantages over other methods for producing high quality plastic products, with some limitations, which can be resolved by implementing stringent quality control using scientific methods to improve process performance. Two areas of interest in today’s industry of great concerns are lean manufacturing operations and environment. Thermoforming of high impact polystyrene sheets using vacuum forming technique requires technical knowledge on material behavior, mold type, mold material, and process variables. Research on these various subjects is well documented but very limited research is done in process optimization of HIPS (High Impact Polystyrene). Design of Experiments (DOE) approaches like the face-centered cubic central composite design can be used to refine the process and to minimize rejects. In this paper, we present a case study on thermoforming of HIPS single use trays made on a semi automatic machine using three criteria solely based on the FCC Design method. The optimization of tray forming and wall thickness distribution is explored. -
Design Guidelines for the Thermoforming Process 1
Design guidelines for the thermoforming process 1 Design guidelines for product engineers on the thermoforming process U aangeboden door: Batelaan Kunststoffen BV ● Veerpolder 8 ● 2361KV Warmond T: 071-5613301 ● F: 071-5616701 ● www.batelaan.nl Zonder schriftelijke toestemming van de ProducentenVereniging Thermoplasten (PVT) mag niets uit deze informatiemap worden verveelvoudigd en/of openbaar gemaakt door middel van druk, fotokopie, microfilm of anderszins, hetgeen ook van toepassing is op de gehele of gedeeltelijke bewerking. Deze informatiemap is gebaseerd op de trainingmodules, gerealiseerd in het kader van T-ForM. Voor de eventuele aanwezigheid van (zet)fouten en onvolledigheden kan de PVT geen aansprakelijkheid aanvaarden. PVT, Postbus 420, 2260 AK Leidschendam, [email protected] www.t-form.eu July 2008 1 Design guidelines for the thermoforming process 2 Contents Contents ................................................................................................................................ 1 1. Executive Summary ........................................................................................................... 5 2. Introduction ........................................................................................................................ 9 2.1 Thin Sheet Thermoforming ........................................................................................... 9 2.2 Thick Sheet Thermoforming ....................................................................................... 10 2.3 Tooling ...................................................................................................................... -

110 6.1 Plastics Processing Techniques
110 6.1 PLASTICS PROCESSING TECHNIQUES - III L T P 4 - 4 RATIONALE After fabrication of the product post processing operations are necessary to make the product commercially presentable. Finishing and other decorating and printing operations are instrumental in enhancing the aesthetics and visual appeal of the product. The emphasis is given especially on printing, lamination, coating techniques, compression and transfer moulding and rotational moulding. DETAILED CONTENTS 1. Compression Molding (12 hrs) General principles and working of compression molding machine. Types of compression molding machine – hand operated, automatic, single and multi daylight machines, bulk factor, preheating of molds, cycle time ,process variables and their control. Effect of process variables on product properties, compression molding of Semiconductor and DMC compound and composites, common faults and their remedies. 2. Transfer Molding (10 hrs) Principles of transfer molding. Types of transfer molding machines, molding cycle, theoretical calculation of line pressure, injection ram pressure, clamping pressure, pot capacity, heating requirements, faults: causes and remedies, spray up technique, resin transfer molding, filament winding. 3. Introduction to Pultrusion, hand lay up technique, Importance of (04 hrs) Pultrusion 4. Forming (08 hrs) Basic principles, method of forming – straight forming, free forming, plug assist forming, drape forming, matched mold forming, slip forming, snap back forming, reverse draw forming, thermo forming and vacuum forming, limitations and advantages of forming, materials for forming, types of heating systems, faults: causes and their remedies 5. Casting (06 hrs) Introduction, casting of PMMA, unsaturated polyesters and phenolic resins, casting of Biopolymers 111 6. Calendering (06 hrs) Introduction to calendering, types of calenders, advantages, limitations of calendering over other techniques and major applications of calendaring, coating of calendaring, surface finishing. -

2005 Injection Molded & Micro Fabrication Electronic Packaging
2005 INJECTION MOLDED & MICRO FABRICATION ELECTRONIC PACKAGING Dr. Ken Gilleo ET-Trends LLC Warwick, RI Dennis Jones Matrix, Inc. Providence, RI Abstract Thermoset epoxies, discovered nearly 80 years ago, remain the workhorse plastic for electronic packaging and printed circuit boards, but this could change with increasing technical, economic and regulatory demands. Modern halogen-free thermoplastics now boast superior properties and highly automated high-efficiency high-volume processes. Injection molding can readily produce intricate 3D structures suitable for electronic component packaging and 3D molded circuits. Although there is a well-established packaging infrastructure tied to thermoset epoxies there is a much larger world-wide manufacturing base that excels in thermoplastics. Nearly 16-billion pounds of thermoplastics are molded into various parts each year in the USA alone; 30 times higher than for epoxies. We believe that the time is right for adding thermoplastic packages, interconnects and circuitry to 21st century electronics. This paper will discuss concepts, novel designs, new processes and the advancements for injection molded packaging and highlight their impressive attributes; the lowest moisture uptake, the fastest processing and the highest stability in the world of polymers. While MEMS (Micro-Electro-Mechanical Systems) packaging will be a central theme, general component packaging will also be discussed including power packages and digital camera modules. The discussion will include the development of new BGA concepts that utilize automatic insert-molding of tiny metal balls to create the 1st (to chip) and 2nd level (to circuit board) interconnect system. Assembly topics will cover package sealing methods that include laser welding. New Multi-Chip Package (MCP) ideas based on insert-molded flexible circuitry will be described that could find use in stackable designs.