Packaging Technology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Diseño De Un Envase Dosificador De Desodorante Femenino Y Masculino, Para La Empresa Interplast S.A
DISEÑO DE UN ENVASE DOSIFICADOR DE DESODORANTE FEMENINO Y MASCULINO, PARA LA EMPRESA INTERPLAST S.A. ALEJANDRO CARVAJAL MONSALVE Trabajo de grado presentado como requisito parcial para optar al título de Ingeniero de Diseño de Producto Asesor: CAROLINA ALZATE ALVAREZ Ingeniera de Diseño de Producto MEDELLÍN UNIVERSIDAD EAFIT DEPARTAMENTO DE INGENIERÍA DE DISEÑO DE PRODUCTO 2009 Nota de Aceptación _________________________________________________ _________________________________________________ _________________________________________________ _________________________________________________ Presidente de Jurado ________________________________________________ Jurado ________________________________________________ Jurado ________________________________________________ Medellín, 13 de Octubre de 2009 2 A mi madre, familiares y amigos que me apoyaron en toda la elaboración del proyecto. Y por amor a la memoria llevo sobre mi cara la cara de mi padre. YEHUDA AMIJAI 3 AGRADECIMIENTOS Internacional de Plásticos S.A. por el apoyo brindado durante todo el proyecto. Carolina Álzate Álvarez, asesora del proyecto de grado, por su acompañamiento, dedicación y asesoría. Jorge Hernán Gómez, Jefe Departamento Técnico de Interplast S.A., por su cooperación para realizar el proyecto. Ana Cecilia Restrepo, Jefe Aseguramiento de la Calidad de Interplast S.A., por su asesoría y ayuda brindada. Luz Mery Rámirez, tecnóloga de producción Interplast S.A, por su ayuda en el análisis de los envases de la compañía. Familiares, compañeros de trabajo y amigos que de alguna forma ofrecieron su colaboración para llevar a cabo este proyecto con éxito. 4 CONTENIDO Pág. LISTA DE TABLAS 8 LISTA DE FIGURAS 10 LISTA DE ANEXOS 15 GLOSARIO 16 RESUMEN 18 INTRODUCCIÓN 19 ANTECEDENTES 21 JUSTIFICACIÓN 24 OBJETIVOS 26 OBJETIVO GENERAL 26 OBJETIVOS ESPECIFICOS 26 ALCANCE 27 METODOLOGÍA 28 MARCO TEORICO 29 2.1 INVESTIGACIÓN CONTEXTO INTERNO 30 2.1.1 INVESTIGACIÓN DE LA COMPAÑÍA 30 2.1.2 PRODUCTOS DE INTERPLAST S.A. -

BD Novdec2013 Safirhs.Indd
www.bulk-distributor.com BULKEst. 1990 DISTRIBUTORNovember/December 2013 Your single information source for bulk and semi-bulk logistics 5BOL$POUBJOFSTt'MFYJUBOLTt*#$Tt%SVNTt'*#$Tt#VML-JOFSTt3PBE5BOLFSTt-PBEJOH#BHHJOHt#VML-PHJTUJDTt$MFBOJOH3FQBJS%FQPUTt$PNQPOFOUT IN THIS ISSUE French government forced to Container Packing 2 Shipper 3 suspend écotaxe FIBCs 4 he French government has been forced Tonce again to postpone the IBCs 8 implementation of a tax on heavy good vehicles (HGVs), known as the ‘écotaxe’. Depot Services 10 After previous delays due to ‘technical issues’ the écotaxe was scheduled to be introduced on 1 Tank Containers 13 January 2014. However, violent protests by hauliers, especially ANNUAL REVIEW: 17 in the Brittany region, provoked Prime Minister Flexitanks & Bulk Liners Jean-Marc Ayrault to delay its introduction for an indefinite period. He emphasised the scheme was Dry Bulk Handling 23 not being abandoned but “time was required to make adjustments to it”. Logistics 24 Ecotaxe is supposed to apply to all goods transport vehicles over 3.5 tonnes using the Terminals & Storage 26 15,000km of the French national road network (N roads). Motorway users – lorries and cars - already Managing Editor pay tolls through the péage system. Neil Madden The tax is calculated on a kilometric rate that France’s main road haulage federations have been saying for months that the implementation date was unrealistic [email protected] varies according to the vehicle category and can be modulated according to the vehicle’s pollution record the information needed to define the France’s main road haulage federations have Tel: +33 (0)3 88 60 30 68 level (EURO class). -

Plastic & Synthetic Film Recycling Guide
Plastic & Synthetic Film Recycling Guide The resin identification coding system was introduced in 1988 to meet the need for a nationwide, uniform system of identifying plastics for both manufacturers and recyclers. This guide identifies the seven types of recyclable plastics to help you distinguish among the different plastics in their various forms. Marked with the appropriate symbol, plastic and film products can be properly recycled and used again. GPA strives to bring you a variety of printable films and synthetics that offer you sustainable choices for every application. Code GPA Products Name Properties Applications/Uses • Ultra Film® Clear Polyester Polyethylene Clarity, strength, toughness, barrier Menu boards, water and soft drink bottles, • InCycle™ White Expanded PET Terephthalate to gas and moisture, resistance to membrane switches, overlays, inserts, and • Ultra Digital® Clear Polyester Transparency heat. The easiest and most common many injection molded consumer product Film Common Name: plastic that is recycled. containers. Polyester PETE • Ultra Film® 100% Recycled White High-Density Stiffness, strength, toughness, Semi-permanent signage, interior/exterior Polyethylene (35% post-consumer waste Polyethylene resistance to chemicals and signage, tags, labels, cosmetic packaging, from milk jugs) moisture, permeability to gas, ease yogurt containers and margarine tubs, of processing and ease of forming. grocery and retail bags. HDPE Like #1, widely accepted. • Ultra Film® White & Clear Rigid Vinyl Polyvinyl Chloride Versatility, clarity, ease of blending, Indoor and retail P.O.P signage, shelf talkers, • Ultra Digital® White Rigid Vinyl strength, toughness, resistance to aisle violators, packaging, book covers, Common Name: grease, oil and chemicals. decals, loose-leaf binders, counter mats, Vinyl mouse pads, packaging, floor tiles and mats, cassette trays, clear food and PVC or V non-food packaging. -

Thermoforming
APPLICATION GUIDE: Thermoforming TIME REQUIRED COST SKILL LEVEL By Brian Sabart, Stratasys Inc. and Jeff Gangel, Formech International, Ltd. OVERVIEW Vacuum Forming Materials: Thermoforming is a relatively simple manufacturing process that is inexpensive when compared to other - ABS plastic molding and forming methods. Although thermoforming is often associated with manufacturing - Polyvinylchloride (PVC) of packaging items such as blister packs and disposable coffee cup lids, the cost and time advantages - Polycarbonate (PC) are realized in a broad spectrum of products in an equally broad range of industries. When using a Fortus - Polyethylene (PE) 3D Production System with FDM technology to construct thermoforming tooling, the process becomes - Low Density Polyethylene (LDPE) simpler, more efficient and increasingly cost-effective. - High Density Polyethylene (HDPE) - Polypropylene (PP) - Polystyrene (PS) PROCESS DESCRIPTION - Polyphenylene Oxide (PPO) Thermoforming is a collection of manufacturing methods that heat and form sheets of extruded plastic. - Polyphenylene Ether (PPE) Thermoforming processes include drape, vacuum and pressure forming. - Polymethyl-Methacrylate (PMMA) - Acrylic Drape forming relies on gravity to pull the sheet against the tool. Vacuum forming, as the name implies, - Closed Cell Foam Polyester (PBT, PET) draws the heated sheet against the tool with the assistance of a vacuum. Pressure forming combines - Polyester Copelymer (PETG) vacuum and pressure to simultaneously pull and push the plastic sheet to the contours of the tool. - Thermoplastic Olefin (TPO) - Thermoplastic Elastomer (TPE) This process guide documents the steps for vacuum forming since it is the most common thermoforming - Thermoplastic Rubber (TPR) method. However, many of the details presented may also be applied to drape and pressure forming. -
Medical Device Packaging: Innovations in Design and Testing
2nd Annual MEDICAL DEVICE PACKAGING: INNOVATIONS IN DESIGN AND TESTING APRIL 30 - MAY 1, 2015 | BETHESDA, MD Optimizing Medical Device Package Design through Incorporating End User Feedback, Leveraging Legacy Testing Studies & Identifying Innovative Materials, while Maintaining Validation & Verification Standards through Examining Test Methods to Satisfy Global Regulatory Expectations DISTINGUISHED PRESENTERS INCLUDE: Abhishek Gautam Daniel Burgess Dhuanne Dodrill Manager, Packaging Engineering Principal Packaging Engineer Chairman CONMED CORPORATION BOSTON SCIENTIFIC ASTM INTERNATIONAL COMMITTEE F02 Catherine Olson, MSN, RN Charlie Rivera Director, Institute for Quality, Safety and Corporate Packaging Operations Manager A.J. Gruber Injury Prevention CONMED CORPORATION Executive Vice President EMERGENCY NURSES ASSOCIATION ISTA Nora Crivello Philip Desjardins Vice President Dawn Fowler Counsel WESTPAK INC. Senior Manager, Labeling & ARNOLD & PORTER LLC Documentation Shirley Gibson ENDOLOGIX Michael H. Scholla, Ph.D. Associate Vice President of Nursing Global Director, Regulatory and VCU HEALTH SYSTEM Tomas Pla Standard Sr. Development Packaging Engineer DUPONT PACKAGING Paul Marshall EXACTECH Manager, Global Packaging Art Castronovo Technologies Jonathan Bull Dir. of Labeling and Packaging SMITH & NEPHEW Director Gas and Heat Sterilization Engineering JOHNSON & JOHNSON SMITHS MEDICAL Santosh Madival Sr. Packaging Engineer Rod Patch Rients Van Werven EDWARDS LIFESCIENCES Senior Director, Execution Excellence Manager GSG Package Development COE Packaging and Product Labeling Ron Valerio JOHNSON & JOHNSON ETHICON ENDO-SURGERY Sr. Manager Medical UFP TECHNOLOGIES Darian Flewellen Dawn Hamblett Development Engineer, Packaging OR Clinical Product Coordinator Maimunatu Mansaray EXACTECH GEORGE WASHINGTON Operating Room Nurse UNIVERSITY HOSPITAL HOWARD UNIVERSITY HOSPITAL Alison Tyler Director of Technology Katie Tran Ewald Heersema BEACON CONVERTERS, INC. Lab Supervisor Technical Business Manager WESTPAK ZOTEFOAMS INC Chetan Patadiya Sr. -

Thirty-Something Reasons Why PHA Biodegradable Plastic Matters to Families
9/2/2015 Why Biodegradable Plastic PHA Matters to Families ... but Shouldn’t Thirty-Something Reasons Why PHA Biodegradable Plastic Matters to Families The Argument for Replacing Plastic with MHG’s NodaxTM PHA By Laura Mauney Do busy families care what plastic is made of any more than busy commuters care what kind of fuel goes into the vehicles that get people to work or school on time? Probably not. Most families probably care more about running smoothly from hour to hour, day to day, week to month to year. The question becomes, then, why should families care at all about the chemical composition of plastic? Image courtesy of Ekaterina_Minaeva / Shutterstock.com Take a quick look around the house. Look for plastic things. How many can you list? In less than five minutes, I came up with over 30 items: Broom and mop Egg carton Medicine bottles For families with Carryout bags Electronics and sealers children (mine are Cereal box liners casings Milk carton caps grown), add: Cleaning fluid Emergency Pet food bowls bottles water bottles Pet toys Baby Bottles Coffee maker Filtered water Pet treat bags Balls, blocks and Colander dispenser + Pet waste bags dolls Comb filters Sunglasses Diapers Cooking utensils Food storage Trash bags Lunch pails http://www.mhgbio.com/thirtyreasonsbiodegradableplasticmattersfamiliesshouldnt/ 1/7 9/2/2015 Why Biodegradable Plastic PHA Matters to Families ... but Shouldn’t Credit cards, bags Vacuum cleaner Pacifiers rewards cards, Food storage Wrapping for Shoes library card, containers bathroom tissue Rockers, riders license Juice bottles and paper and swings Dustpan Juice pitcher towels. -

Food Packaging Technology
FOOD PACKAGING TECHNOLOGY Edited by RICHARD COLES Consultant in Food Packaging, London DEREK MCDOWELL Head of Supply and Packaging Division Loughry College, Northern Ireland and MARK J. KIRWAN Consultant in Packaging Technology London Blackwell Publishing © 2003 by Blackwell Publishing Ltd Trademark Notice: Product or corporate names may be trademarks or registered Editorial Offices: trademarks, and are used only for identification 9600 Garsington Road, Oxford OX4 2DQ and explanation, without intent to infringe. Tel: +44 (0) 1865 776868 108 Cowley Road, Oxford OX4 1JF, UK First published 2003 Tel: +44 (0) 1865 791100 Blackwell Munksgaard, 1 Rosenørns Allè, Library of Congress Cataloging in P.O. Box 227, DK-1502 Copenhagen V, Publication Data Denmark A catalog record for this title is available Tel: +45 77 33 33 33 from the Library of Congress Blackwell Publishing Asia Pty Ltd, 550 Swanston Street, Carlton South, British Library Cataloguing in Victoria 3053, Australia Publication Data Tel: +61 (0)3 9347 0300 A catalogue record for this title is available Blackwell Publishing, 10 rue Casimir from the British Library Delavigne, 75006 Paris, France ISBN 1–84127–221–3 Tel: +33 1 53 10 33 10 Originated as Sheffield Academic Press Published in the USA and Canada (only) by Set in 10.5/12pt Times CRC Press LLC by Integra Software Services Pvt Ltd, 2000 Corporate Blvd., N.W. Pondicherry, India Boca Raton, FL 33431, USA Printed and bound in Great Britain, Orders from the USA and Canada (only) to using acid-free paper by CRC Press LLC MPG Books Ltd, Bodmin, Cornwall USA and Canada only: For further information on ISBN 0–8493–9788–X Blackwell Publishing, visit our website: The right of the Author to be identified as the www.blackwellpublishing.com Author of this Work has been asserted in accordance with the Copyright, Designs and Patents Act 1988. -

Cosmetic Packaging to Save the Environment: Future Perspectives
cosmetics Review Cosmetic Packaging to Save the Environment: Future Perspectives Patrizia Cinelli 1,*, Maria Beatrice Coltelli 1,* , Francesca Signori 1, Pierfrancesco Morganti 2 and Andrea Lazzeri 1 1 Department of Civil and Industrial Engineering, University of Pisa, Largo Lucio Lazzarino 2, 56126 Pisa, Italy; [email protected] (F.S.); [email protected] (A.L.) 2 Dermatol Unit, Campania University L.Vanvitelli, Via Pansini 5, 80131 Naples, Italy; [email protected] * Correspondence: [email protected] (P.C.); [email protected] (M.B.C.); Tel.: +39-050-221-7869 (P.C.) Received: 18 March 2019; Accepted: 11 April 2019; Published: 15 April 2019 Abstract: Consumer awareness about the damages that plastic packaging waste cause to the environment, coupled with bio-economy and circular economy policies, are pushing plastic packaging versus the use of bio-based and biodegradable materials. In this contest, even cosmetic packaging is looking for sustainable solutions, and research is focusing on modifying bio-based and biodegradable polymers to meet the challenging requirements for cosmetic preservation, while maintaining sustainability and biodegradability. Several bio-based and biodegradable polymers such as poly(lactic acid), polyhydroxyalkanoates, polysaccharides, etc., are available, and some first solutions for both rigid and flexible packaging are already present on the market, while many others are under study and optimization. A fruitful cooperation among researchers and industries will -

Town of Fairfield Recycling Faqs
Item How to dispose Acids Hazardous waste To find the item you are looking for hold the Aerosol can (food grade only, empty) Put this item in your recycling bin. <Command> or <Ctrl> key + the letter "F" down together, type the item in the box in the Aerosol can (food grade only, (full or partially full) Put this item in your trash. upper right of your screen Aerosol can (NON food grade only, empty) Put this item in your trash. and press <Return> or <Enter>. NOTE: the first key noted is for Mac, the second key noted is Aerosol can (NON food grade only, (full or for PC. partially full) Take this to Hazardous waste Air Conditioner Put in Electronics trailer at the transfer station ( small fee) Aluminum baking tray Put in Recycling Bin - Clean it prior Aluminum foil Put in Recycling Bin - Clean it prior Aluminum Pie Plate Put in Recycling Bin - Clean it prior Ammunition Contact the Police department Animal waste and Bedding Put this item in your trash. Anti Freeze Bring to transfer station Consider donating to local school or creative reuse center. If they contain toxic Art Supplies materials, they should be brought to a Household Hazardous Waste collection event or facility. If not, place this item in the trash for disposal. Connecticut Department of Public Health recommends that a licensed asbestos Asbestos contractor abate the material. Put this item in your recycling bin., Loose caps go in the trash, remove and put any Aseptic Carton, such as a milk carton straws in the trash Ash - Coal Cool ash completely, Put in Bag in trash Ash - Charcoal Gripp Cool ash completely, Put in Bag in trash Ash - Manufactured logs and pellets Cool ash completely, Put in Bag in trash Consider starting a compost bin or food waste collection service ; otherwise put in Baked Goods Trash Balloon Put this item in your trash. -

Packaging Engineering at Rutgers
Packaging Engineering at Rutgers ackaging engineers formulate and construct innova- tive packaging systems that increase functionality through the development of materials, design, evalu- Pation, manufacturing process, distribution, and sustainability components. They also address factors related to shelf life, tamper resistance, and quality. Packaging engineers collabo- Packaging Engineering Degrees rate with colleagues in research and development, manu- Offered and Curricular Options facturing, marketing, graphic design, and regulatory depart- ments to address technical and marketing challenges. % BS Applied Sciences in Engineering 10 0 Packaging Engineering Concentration The Rutgers Packaging Engineering program is the second EMPLOY- oldest in the nation and has the distinction of being the only MENT BS/MS Five-Year Dual Degree packaging program housed within an engineering school. PAST BS/MBA Five-Year Dual Degree 10 YEARS Student learning includes a multi-disciplinary curriculum MS drawing from the fields of chemical, industrial, materials, and mechanical engineering, as well as hands-on research, control testing, and product design with actual industry mate- rials, products, and lab equipment. The program opens doors to rewarding packaging careers in industries as diverse as consumer goods, cosmetics, food, and pharmaceuticals with Packaging Engineering a unique focus on innovation, efficiency, global marketability, Highlights and environmental sustainability. » Only US packaging program housed within “Packaging an engineering school. engineering has » Faculty members include senior execu- provided me with a tives from major beauty, consumer product, variety of learning pharmaceutical and food manufacturing and internship corporations. opportunities that » State-of-the-art laboratory facilities for 3D will help me reach design, modeling, and tool cutting software my full potential to create original product packaging. -

Item Where to Dispose Acrylic Paint Transfer Station Aerosol Cans All-In-1
Item Where to Dispose Acrylic Paint Transfer Station Aerosol Cans All-in-1 Air Pillows Donate on Front Porch Forum Ammunition State Patrol Explosives Unit 802-244-8727 Antifreeze Appliances St. Johnsbury Transfer Station Arsenic (or pressure) treated wood St. Johnsbury Transfer Station - Construction and Demolition Asbestos VT Agency of Natural Resources Aseptic Containers Trash Ashes Garden, yard Asphalt St. Johnsbury Transfer Station - Construction and Demolition Automobiles Allards (802) 748-4452 Ballasts Aubuchon Hardware Batteries, Lead Acid trash Batteries, Alkaline trash Batteries, Rechargable trash Blender trash CD Cases Trash, or repurpose Cans, Tin All-in-1 Recycling Cardboard All-in-1 Recycling Carpet St. Johnsbury Transfer Station - Construction and Demolition Cat Litter Trash Catalogs All-in-1 Recycling, or repurpose for crafts Christmas Trees TBD Cleaning Products Clothing/Textiles donate at Salvation Army, Railroad Street, or H.O.P.E. Store, Lyndonville Concrete, Masonry St. Johnsbury Transfer Station - Construction and Demolition Construction and Demolition St. Johnsbury Transfer Station - Construction and Demolition Copier Toner See manufacturer instructions, in most cases they provide return mail service when you purchase a new one. Couch - ruined St. Johnsbury Transfer Station - $54.00 DVD, CDs Trash Egg Carton, Cardboard All-in-1 Recycling, or save for local egg farmers Egg Carton, Plastic All-in-1 Recycling, or save for local egg farmers, or use to start seeds Egg Carton, Styrofoam Trash Electronics This category includes computers, all computer peripherals, and TVs. These materials are banned from the landfill, but they can be recycled for Fire Extinguishers Reed Supply, Mill St., St. Johnsbury Fireworks, Explosives Unwanted ammunition, road flares, and fireworks must be handled properly. -
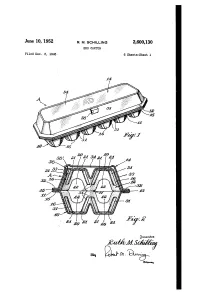
EGG CARTON Filed Dec
June 10, 1952 R. M. SCHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945. 6 Sheets-Sheet 1 June 10, 1952 R. M. SCHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945 6 Sheets-Sheet 2 June 10, 1952 R. M. scHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945 6 Sheets-Sheet 3 aese essessease VAWA) All ly/AWA WAITWA/WAIVIM/WATWIAI (AAA-AA-AA-AA C - seese Neerae YawawasaNANAAAAAALI sSSSSSS27 As Area - June 10, 1952 R. M. SCHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945 6 Sheets-Sheet 4 a 4642 50464,2346 042 42 4620 37 June 10, 1952 R. M. SCHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945 6 Sheets-Sheet 5 20 63 67 63 69 67 62 (seeAll 4 INA Y 69E9E9E9E9E9ESISDEES's Se21 Eas EastEs 62 22769393 21 N *2\Stats: NS4 (S.395 S. 60 62 62. 69.64 72 3: 6 22 7a 64.7065777a TT66 Zze 67, Sebsite&ressbváxissilsEA 2. NS 55 626Z 241.3 Sa:É, ASL June 10, 1952 R. M. SCHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945 6 Sheets-Sheet 6 s. 24.) be Patented June 10, 1952 2,600,130 UNITED STATES PATENT OFFICE 2,600,130 EGG CARTON Ruth M. Schilling, St. Paul, Minn., assignor, by mesne assignments, to Shellmar Products Cor poration, Chicago, Ill., a corporation of Dela Ware Application December 3, 1945, Serial No. 632,331 8 Claims. (C. 229-2.5) 2 My invention relates to an improvement in by my carton from movement in any direction.