Sample Pages Plastics Technology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Module V – Blow and Transfer Molding
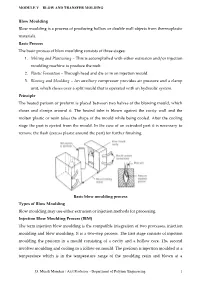
MODULE V – BLOW AND TRANSFER MOLDING Blow Moulding Blow moulding is a process of producing hollow or double wall objects from thermoplastic materials. Basic Process The basic process of blow moulding consists of three stages: 1. Melting and Plasticising – This is accomplished with either extrusion and/or injection moulding machine to produce the melt. 2. Plastic Formation – Through head and die or in an injection mould. 3. Blowing and Moulding – An auxiliary compressor provides air pressure and a clamp unit, which closes over a split mould that is operated with an hydraulic system. Principle The heated parison or preform is placed between two halves of the blowing mould, which closes and clamps around it. The heated tube is blown against the cavity wall and the molten plastic or resin takes the shape of the mould while being cooled. After the cooling stage the part is ejected from the mould. In the case of an extruded part it is necessary to remove the flash (excess plastic around the part) for further finishing. Basic blow moulding process Types of Blow Moulding Blow moulding may use either extrusion or injection methods for processing. Injection Blow Moulding Process (IBM) The term injection blow moulding is the compatible integration of two processes, injection moulding and blow moulding. It is a two-step process. The first stage consists of injection moulding the preform in a mould consisting of a cavity and a hollow core. The second involves moulding and cooling in a follow-on mould. The preform is injection moulded at a temperature which is in the temperature range of the moulding resin and blown at a D. -

(12) United States Patent (10) Patent No.: US 9,109,118 B2 Joyce Et Al
US009 109118B2 (12) United States Patent (10) Patent No.: US 9,109,118 B2 Joyce et al. (45) Date of Patent: *Aug. 18, 2015 (54) CELLULOSIC INCLUSION 5,075.359 A * 12/1991 Castagna et al. ................ 524, 13 THERMOPLASTC COMPOSITION AND 5,346,773 A * 9/1994 Simoens ........ ... 428,476.9 5,403,667 A * 4/1995 Simoens ..... ... 428/479.6 MOLDING THEREOF 5,882,745 A * 3/1999 Miet al. .......................... 428/15 5.948,524 A 9/1999 Seethamraju et al. (71) Applicants: Innovative Plastics and Molding, 6,270,883 B1* 8/2001 Sears et al. ................. 428,292.1 Lambertville, MI (US); RheTech, Inc., 6,294,602 B1* 9/2001 Shimo et al. ... ... 524,394 6,376,584 B1 * 4/2002 Galbo et al. ....... ... 524/102 Whitmore Lake, MI (US) 6,682,789 B2 * 1/2004 Godavarti et al. .............. 428/34 6,835,764 B2 * 12/2004 Leckey et al. ................... 524/15 (72) Inventors: Robert C. Joyce, Lambertville, MI 7,862,746 B2 * 1/2011 Kaspers et al. ... ... 252/.397 (US); Andrew Hopkins, Sylvania, OH 8,122,996 B2 * 2/2012 Kajihara et al. ... ... 181,169 (US); Harutun George Karian, 8,546,470 B2 * 10/2013 Joyce et al. ..................... 524/14 Brighton, MI (US) 2003/0022962 A1* 1/2003 Cook et al. ..... ... 523, 164 2004/0122133 A1* 6/2004 Mohanty et al. ................ 524/35 2004/O126515 A1* 7, 2004 Yarmoska ...... ... 428/34.1 (73) Assignee: RHETECH, INC., Labertville, MI (US) 2005/0154094 A1* 7/2005 Maeda et al. ................... 524/35 2006/0084764 A1* 4/2006 Hanna et al. ... 525/242 (*) Notice: Subject to any disclaimer, the term of this 2006/0091578 A1* 5, 2006 Bravo et al. -

Thermoplastic Carbon Nanotube Composites Prevent High Voltage “Burn In”
Thermoplastic Carbon Nanotube Composites Prevent High Voltage “Burn In” RTP Company RTP Company Corporate Headquarters • 580 East Front Street • Winona, Minnesota 55987 USA website: www.rtpcompany.com • email: [email protected] • Wiman Corporation • +1 320-259-2554 TELEPHONE: U.S.A. SOUTH AMERICA MEXICO EUROPE SINGAPORE CHINA +1 507-454-6900 +55 11 4193-8772 +52 81 8134-0403 +33 380-253-000 +65 6863-6580 +86 512-6283-8383 Thermoplastic Carbon Nanotube Composites Prevent High Voltage “Burn In” Ned Bryant, Sr. Product Development Engineer RTP Company, 580 E. Front St., Winona, Minnesota, USA Telephone: +1 (507) 454-6900, Internet: www.rtpcompany.com Abstract – During a lightning strike event, lightning strike isolators are critical parts of aircraft fuel- line safety. Current technology is based on carbon fiber and carbon black filled epoxies. Recent development efforts have achieved burn-in resistant, injection moldable thermoplastics using carbon nanotube additives, capable of maintaining ESD characteristics after multiple ~10 kV DC strikes. I.) INTRODUCTION several exposures the part is no longer static dissipative, but on the contrary, rather conductive. The Boeing Company estimates that on average, This resistance to burn-in is a critical element that each airplane in service is struck by lightning twice cannot be compromised if safety of the aircraft is to per year. The energy from these strikes must be be maintained. It is also important to note that these controlled very carefully in order to avoid system isolators are deep in the structure of the aircraft wing damage. This is especially important in aircraft fuel and are therefore non-serviceable. -

Transfer Molding
3518 LAKESHORE ROAD PLASTICS ENGINEERING COMPANY POST OFFICE BOX 758 SHEBOYGAN, WISCONSIN 53082-0758 U.S.A PHONE 920 - 458 - 2121 F A X 920 - 458 - 1923 Transfer Molding To improve on the compression molding process and mold parts with geometries that compression molding is unable to produce, a second method of processing thermoset molding materials was developed - Transfer Molding. The mold consists of a chamber called a transfer pot (also known as a transfer or shooting cylinder). It is separated from, but connected to the cavities by way of runners and gates. There are two methods of transfer molding; top transfer and bottom transfer. In “Top Transfer Molding” the mold is closed and fully clamped; then the material shot placed into the transfer pot. In “Bottom Transfer Molding” the mold is fully open and the shot of material is placed into the transfer pot. The material is usually in the form of preheated compacted pills called preforms. In the case of BMC products, the material will be loaded into the transfer pot as a log. Lastly, the transfer cylinder pushes the material out of the transfer pot through the runners and gates and into the cavities. The cylinder is held in under pressure and the mold is kept closed long enough to cure the parts. Typical pressure on the transfer cylinder is about 800 - 1,000 psi (5.5 - 6.9 MPa) and the transfer time should be from 3 - 8 seconds. This means that the parts are held in the mold until they can be removed without blistering subsequent to removal. -

110 6.1 Plastics Processing Techniques
110 6.1 PLASTICS PROCESSING TECHNIQUES - III L T P 4 - 4 RATIONALE After fabrication of the product post processing operations are necessary to make the product commercially presentable. Finishing and other decorating and printing operations are instrumental in enhancing the aesthetics and visual appeal of the product. The emphasis is given especially on printing, lamination, coating techniques, compression and transfer moulding and rotational moulding. DETAILED CONTENTS 1. Compression Molding (12 hrs) General principles and working of compression molding machine. Types of compression molding machine – hand operated, automatic, single and multi daylight machines, bulk factor, preheating of molds, cycle time ,process variables and their control. Effect of process variables on product properties, compression molding of Semiconductor and DMC compound and composites, common faults and their remedies. 2. Transfer Molding (10 hrs) Principles of transfer molding. Types of transfer molding machines, molding cycle, theoretical calculation of line pressure, injection ram pressure, clamping pressure, pot capacity, heating requirements, faults: causes and remedies, spray up technique, resin transfer molding, filament winding. 3. Introduction to Pultrusion, hand lay up technique, Importance of (04 hrs) Pultrusion 4. Forming (08 hrs) Basic principles, method of forming – straight forming, free forming, plug assist forming, drape forming, matched mold forming, slip forming, snap back forming, reverse draw forming, thermo forming and vacuum forming, limitations and advantages of forming, materials for forming, types of heating systems, faults: causes and their remedies 5. Casting (06 hrs) Introduction, casting of PMMA, unsaturated polyesters and phenolic resins, casting of Biopolymers 111 6. Calendering (06 hrs) Introduction to calendering, types of calenders, advantages, limitations of calendering over other techniques and major applications of calendaring, coating of calendaring, surface finishing. -

2005 Injection Molded & Micro Fabrication Electronic Packaging
2005 INJECTION MOLDED & MICRO FABRICATION ELECTRONIC PACKAGING Dr. Ken Gilleo ET-Trends LLC Warwick, RI Dennis Jones Matrix, Inc. Providence, RI Abstract Thermoset epoxies, discovered nearly 80 years ago, remain the workhorse plastic for electronic packaging and printed circuit boards, but this could change with increasing technical, economic and regulatory demands. Modern halogen-free thermoplastics now boast superior properties and highly automated high-efficiency high-volume processes. Injection molding can readily produce intricate 3D structures suitable for electronic component packaging and 3D molded circuits. Although there is a well-established packaging infrastructure tied to thermoset epoxies there is a much larger world-wide manufacturing base that excels in thermoplastics. Nearly 16-billion pounds of thermoplastics are molded into various parts each year in the USA alone; 30 times higher than for epoxies. We believe that the time is right for adding thermoplastic packages, interconnects and circuitry to 21st century electronics. This paper will discuss concepts, novel designs, new processes and the advancements for injection molded packaging and highlight their impressive attributes; the lowest moisture uptake, the fastest processing and the highest stability in the world of polymers. While MEMS (Micro-Electro-Mechanical Systems) packaging will be a central theme, general component packaging will also be discussed including power packages and digital camera modules. The discussion will include the development of new BGA concepts that utilize automatic insert-molding of tiny metal balls to create the 1st (to chip) and 2nd level (to circuit board) interconnect system. Assembly topics will cover package sealing methods that include laser welding. New Multi-Chip Package (MCP) ideas based on insert-molded flexible circuitry will be described that could find use in stackable designs. -

BOBBIN MATERIALS ISO 9001 Certifi Ed
COIL BOBBIN MATERIALS ISO 9001 Certifi ed Glass Unfi lled fi lled Glass Glass Glass Liquid Thermo- Glass ASTM nylon nylon fi lled fi lled fi lled crystal setting fi lled Property (dry as molded) Method 6/6 6/6 PBT(a) PET(b) PPS(c) polymer polyester Phenolic DAP(d) Notched izod impact, 73°F, ft-lbs/in. D-256 1.0/2.1(e) 2.2/2.5(e) 1.3 1.6 1.6 2.4 4.3 .5 .8 Tensile strength, 73°F, psi x 103 D-638 12.0/11.2(e) 27/18(e) 19.5 22 22.5 23 6.2 9 12 Elongation, 73°F, % D-638 60/300+(e) 3/4(e) 1.5 2.3 .9 1.7 - - - Flexural strength, 73°F, psi x 103 D-790 - 38 28 32 29.4 31 13 14 19 Compressive strength, psi x 103 D-695 4.9 42 18 25 26 18 29.9 40 22 Heat distortion, °F, 264 psi D-648 194 480 406 435 >500 469 >500 400 400 Heat distortion, °F, 66 psi D-648 455 500 442 475 >500 543 - - - Thermal expansion, in/in/°C x 10-5 D-696 8.1 2.3 1.4 2.5 2/4(l) .6 3.5 1.9 1.9 Volume resistivity, ohm-cm D-257 1015/1013(e) 1015/109(e) 1015 1015 1016 1015 1014 1013 1015 Dielectric constant, 100 Hz D-150 4/8(e) 4.5/25(e)(f) 3.9 3.6(f) 3.9(f) 4.1(f) 6.3 4.1 4.2/3.5(k) Dielectric strength, v/mil. -

Strategicanalysisin C. Now Available Investment Opportunities In
S T R A T E G I C A N A L Y S I S I N C. NOW AVAILABLE INVESTMENT OPPORTUNITIES IN THERMOPLASTIC COMPOUNDING IN CHINA FIRST COMPREHENSIVE ANALYSIS OF 40 POTENTIAL ACQUISITIONS, JOINT VENTURES AND ALLIANCE PARTNERS VISIT SAI’S WEBSITE FOR MORE INFORMATION www.strategicanalysis.com AUSTRALIA • BELGIUM • CHINA • INDIA • JAPAN • MEXICO • SINGAPORE • UNITED STATES BACKGROUND China has become the factory of the world and the economy is growing at substantial rates. The development of the Chinese market in the last several years has exploded and many industry segments are growing at exponential rates. As a result, companies: 1. Are rushing to position themselves to serve this rapidly growing domestic market 2. Taking advantage of the low cost of production to serve not only China and Asia, but other parts of the world 3. Positioning themselves to defend against strengthening local competition in China that if not checked will eventually spread to other parts of the world Because of China's rapid economic development, the plastic compounding industry has grown at strong double-digit rates for nearly five years and will continue to grow or exceed these rates in the next five years. Leading multinational corporations and local independents are rushing to meet this demand by adding compounding and concentrating operations to serve the specialized needs of such end-use markets as automotive, building and construction, electrical and electronics, and appliances. As Western-based customers increase their production in China to serve the local market and to export to Europe, the United States and other Asian markets, demand for higher performance compounds will also accelerate. -

Lecture 7. Plastic Part Manufacture, Injection Molding in the Last 30 Years, Plastics Have Become the Most Dominant Engineering Material for Most Products
1 Lecture 7. Plastic Part Manufacture, Injection Molding In the last 30 years, plastics have become the most dominant engineering material for most products. We take a brief look at the most common types of plastics, and how they are processed. All plastics are polymers; these polymers are further divided into two basic types: thermoplastics and thermosets. Thermoplastics melt when heated – so they can be melted and re-formed again and again. Thermosets harden when they are heated, if heated further, they will break down chemically and lose their properties. Some thermosets have properties very similar to rubber, and are used as synthetic rubber; they are categorized as elastomers. Here are some typical plastics and their uses: Thermosets General properties: more durable, harder, tough, light. Typical uses: automobile parts, construction materials. Examples: • Unsaturated Polyesters: lacquers, varnishes, boat hulls, furniture • Epoxies and Resins: glues, coating of electrical circuits, composite materials like fiberglass used in helicopter blades, boats etc Elastomers General properties: these are thermosets, and have rubber-like properties. Typical uses: medical masks, gloves, rubber-substitutes Examples: • Polyurethanes: mattress, cushion, insulation, toys • Silicones: surgical gloves, oxygen masks in medical and other applications, joint seals,… Thermoplastics General properties: low melting point, softer, flexible. Typical uses: bottles, food wrappers, toys, … Examples: • Polyethylene: packaging, electrical insulation, milk and water -

Plastic Resins in the United States
Plastic Resins in the United States Prepared for: American Chemistry Council Plastics Division America’s Plastics MakersTM* By: American Chemistry Council Economics & Statistics Department July 2013 TABLE OF CONTENTS Plastics By the Numbers................................................................................................................................ 1 Section 1 – About Plastic Resins ................................................................................................................... 2 Resin Chemistry ............................................................................................................................... 2 A History of Plastics Innovation ....................................................................................................... 4 Section 2 – US Resin Industry Snapshot ........................................................................................................ 6 Industry Shipments .......................................................................................................................... 7 Jobs and Payroll ............................................................................................................................... 8 Investment ....................................................................................................................................... 9 Trade .............................................................................................................................................. 10 Transportation -

The Interfacial Role of Compatabilizers to Improve Mechanical Properties Of
0BPhysicochem. Probl. Miner. Process. 46(2011) 295-305 journal homepage Hwww.minproc.pwr.wroc.pl/journal/ Ayman A. EL-MIDANY *, Suzan S. IBRAHIM ** INTERFACIAL ROLE OF COMPATABILIZERS TO IMPROVE MECHANICAL PROPERTIES OF SILICA– POLYPROPYLENE COMPOSITES Received May 10, 2010; reviewed; accepted July 30, 2010 Polymers have tremendous applications from household to high technology applications. The polymers are easy to produce, light, and flexible. However, mechanical properties of polymers, in some industries, is a point of its weakness. Therefore, a mineral, as a bulk filler, was used to overcome this limitation and to reduce the cost of polymer composites and their manfacturing. In this study, the silica flour was introduced into the polypropylene (PP) matrix to enhance its mechanical properties. In addition, the styrene-ethylene/butylene-styrene (SEBS) triblock copolymer and its grafted maleic anhydride (SEBS-g-MA) were used as silica/ PP compatibilizers. The results showed an improvement in mechanical properties after the addition of silica to the PP matrix. However, silica addition led to drop in strain measures. On the other hand, the addition of the compatibilizer enhances the interfacial bonding and smoothen the transfer of the stresses between filler particles and the polymeric matrix. keywords: polymers, silica, polypropylene, mechanical properties, fillers 1. INTRODUCTION Minerals represent the most important filling materials. Their advantages are twofold; firstly, as functional filler because the mineral addition is incorporated to achieve a specific performance attribute to the end-product. While in the second case the mineral represents merely a bulk filler or an extender for the costly polymer base matrix (Trivedi et al., 1994; Lee, 2000; DeArmitt, 2000; Nielsen, 1974; Lindsey et al., 1974; Haddout, 1992; Chuang et al., 1985; Leidner et al., 1974). -

Plastic Compounding Market Research Report- Forecast to 2028
Report Information More information from: https://www.marketresearchfuture.com/reports/4697 Plastic Compounding Market Research Report- Forecast to 2028 Report / Search Code: MRFR/CnM/3276-CR Publish Date: August, 2018 Request Sample Price 1-user PDF : $ 4450.0 Enterprise PDF : $ 6250.0 Description: Market Overview Plastic Compounding Market is projected to be worth USD 985,743.6 million by 2028, registering a CAGR of 6.75% during the forecast period (2021 - 2028). The international manufacturing sector persists in placing an enormous requirement for polymer mixtures. As mentioned above, a fast expansion in the plastic compounding technology is witnessed as a subsequent upshot of the occurrence. Polymer blends are expected to remain a desirable industrial product as they are finding new application chances. The use of plastic compounding permits the use of polymer variants such as Polyethylene (PE), PVC (Poly Vinyl Chloride), and Polypropylene (PP) in the building of an extensive range of products. COVID-19 Analysis The conditions of buyers and sellers are changing significantly in the course of the COVID-19 crisis, which is estimated to have significant rippling effects on a macro level, especially for markets for packaging and medical applications that have coped well through the pandemic. In contrast, transactions into automotive and some durable articles such as appliances have shown strained development. Trends emerged in the pandemic, such as automakers who pivoted to providing and manufacturing ventilators in the pandemic's initial days. It is also noted that companies like LyondellBasell in the third quarter of this year saw a recovery in automotive manufacture, as OEMs resumed assembly lines and produced their vehicle backlogs.