Welding Thermoplastic Composites
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Module V – Blow and Transfer Molding
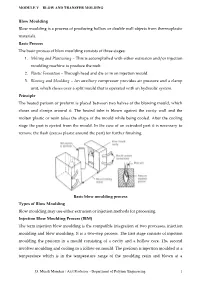
MODULE V – BLOW AND TRANSFER MOLDING Blow Moulding Blow moulding is a process of producing hollow or double wall objects from thermoplastic materials. Basic Process The basic process of blow moulding consists of three stages: 1. Melting and Plasticising – This is accomplished with either extrusion and/or injection moulding machine to produce the melt. 2. Plastic Formation – Through head and die or in an injection mould. 3. Blowing and Moulding – An auxiliary compressor provides air pressure and a clamp unit, which closes over a split mould that is operated with an hydraulic system. Principle The heated parison or preform is placed between two halves of the blowing mould, which closes and clamps around it. The heated tube is blown against the cavity wall and the molten plastic or resin takes the shape of the mould while being cooled. After the cooling stage the part is ejected from the mould. In the case of an extruded part it is necessary to remove the flash (excess plastic around the part) for further finishing. Basic blow moulding process Types of Blow Moulding Blow moulding may use either extrusion or injection methods for processing. Injection Blow Moulding Process (IBM) The term injection blow moulding is the compatible integration of two processes, injection moulding and blow moulding. It is a two-step process. The first stage consists of injection moulding the preform in a mould consisting of a cavity and a hollow core. The second involves moulding and cooling in a follow-on mould. The preform is injection moulded at a temperature which is in the temperature range of the moulding resin and blown at a D. -

Liebherr-Aerospace: Successful ILA Berlin 2018
Press information Liebherr-Aerospace: Successful ILA Berlin 2018 May 2018 – Liebherr-Aerospace, one of the regular names among the exhibitors at ILA Berlin Air Show that took place from April 25 to 29, 2018 at the Berlin ExpoCenter Airport, looks back at a successful participation in the event. This year, France was the partner country of ILA which fits perfectly: Liebherr- Aerospace is a prime example and living proof for the French-German cooperation in daily business in the aerospace industry. Both OEMs, Liebherr-Aerospace Toulouse SAS, Toulouse (France), Liebherr’s competence center for air management systems and Liebherr-Aerospace Lindenberg GmbH, Lindenberg (GmbH), Liebherr’s competence center for flight control systems, landing gears as well as gears and gearboxes are jointly on board many and differently sized aircraft programs. “ILA 2018 has been for us a very fruitful show to strengthen the ties between French and German aerospace industry”, says François Lehmann, Managing Director of Liebherr-Aerospace Toulouse SAS and Member of the Board at French Aerospace Industries Association (GIFAS), “many joint events showed the strong relationship between France and Germany. From the Liebherr-Aerospace perspective, the level and number of delegations was impressive. It shows the willingness and need of working together. We will benefit from it to further develop the partnership with our customers.” Arndt Schoenemann, Managing Director of Liebherr-Aerospace Lindenberg GmbH and Vice President Equipment and Materials at the German Aerospace Industries Association (BDLI), is also very satisfied with ILA 2018: “This air show stands for Innovation and Leadership in Aerospace and I am convinced that it was the best ILA ever. -

Sample Pages Plastics Technology
Sample Pages Plastics Technology Christian Bonten ISBN (Book): 978-1-56990-767-2 ISBN (E-Book): 978-1-56990-768-9 For further information and order see www.hanserpublications.com (in the Americas) www.hanser-fachbuch.de (outside the Americas) © Carl Hanser Verlag, München Preface Immediately after I started working at the University of Stuttgart in late summer 2010, I revised the course “Fundamentals of Plastics Technology” with the help of my scientific staff. Since then, this important course has been held unchanged in Stuttgart for a long time. During the revision we not only updated figures and contents, but also gave the course a new structure, which I – inspired by didactic seminars of the German University Association – consider more contemporary. Numerous film sequences used in the lectures enable the students to understand the contents more quickly and deeply. I am convinced that the students in my course become well equipped with a comprehensive, fundamental knowledge of plastics and plastics technology for their upcoming professional life. If students want to deepen their knowledge of the subject, they can do so in the three main areas of “Materials Engineering”, “Processing Technology”, and “Product Engi- neering” in other courses later on. This introductory and fundamental lecture series in Stuttgart is an elective course with four lessons per week for master students of process engineering, mechanical engineering (e. g. production engineering, automotive engineering), materials sci- ence, as well as of technology management. The course is actually aimed at techni- cally educated students, but in the meantime non-technical students (economics, environmental issues) choose the course as well. -

Welding Process Reference Guide
Welding Process Reference Guide gas arc welding…………………..GMAW -pulsed arc…………….……….GMAW-P atomic hydrogen welding……..AHW -short circuiting arc………..GMAW-S bare metal arc welding…………BMAW gas tungsten arc welding…….GTAW carbon arc welding……………….CAW -pulsed arc……………………….GTAW-P -gas……………………………………CAW-G plasma arc welding……………..PAW -shielded……………………………CAW-S shielded metal arc welding….SMAW -twin………………………………….CAW-T stud arc welding………………….SW electrogas welding……………….EGW submerged arc welding……….SAW Flux cord arc welding…………..FCAW -series………………………..…….SAW-S coextrusion welding……………...CEW Arc brazing……………………………..AB cold welding…………………………..CW Block brazing………………………….BB diffusion welding……………………DFW Diffusion brazing…………………….DFB explosion welding………………….EXW Dip brazing……………………………..DB forge welding…………………………FOW Flow brazing…………………………….FLB friction welding………………………FRW Furnace brazing……………………… FB hot pressure welding…………….HPW SOLID ARC Induction brazing…………………….IB STATE BRAZING WELDING Infrared brazing……………………….IRB roll welding…………………………….ROW WELDING (8) ultrasonic welding………………….USW (SSW) (AW) Resistance brazing…………………..RB Torch brazing……………………………TB Twin carbon arc brazing…………..TCAB dip soldering…………………………DS furnace soldering………………….FS WELDING OTHER electron beam welding………….EBW induction soldering……………….IS SOLDERING PROCESS WELDNG -high vacuum…………………….EBW-HV infrared soldering…………………IRS (S) -medium vacuum………………EBW-MV iron soldering……………………….INS -non-vacuum…………………….EBW-NV resistance soldering…………….RS electroslag welding……………….ESW torch soldering……………………..TS -

Estimation of Weld Quality in High-Frequency Electric Resistance Welding with Image Processing
Kim March 2007 LAYOUT:Layout 1 2/8/07 2:30 PM Page 71 WELDING RESEARCH Estimation of Weld Quality in High-Frequency Electric Resistance Welding with Image Processing An image analysis algorithm can estimate the weld quality by using the weld image data during high-frequency electric resistance welding BY D. KIM, T. KIM, Y. W. PARK, K. SUNG, M. KANG, C. KIM, C. LEE, AND S. RHEE ABSTRACT. In high-frequency electric duction welding method, an induction coil surface is compressed by the squeeze resistance welding (HF-ERW), the weld is used in inducing high-frequency current roller, excreting oxided material from the quality is determined by the welding phe- to generate heat. In high-frequency resis- melting surface to generate a weld. The nomenon in the welding spot proximity. tance welding, on the contrary, a contac- molten part of the pipe generated by the Methods to eliminate or minimize defects, tor is applied to the workpiece to directly resistance heat contains oxided material therefore, include real-time monitoring of provide the current (Ref. 1). High- on account of exposure to the air. There- the weld quality and problem solving as frequency induction welding is primarily fore, if the oxided material is not com- problems arise. It is possible to estimate used in joining small-diameter steel pipes, pletely excreted during compression, and weld quality qualitatively by using the weld while HF-ERW is used in joining large- oxided material remains in the welding image data during HF-ERW. A method to diameter steel pipes. part as an impurity, the weld quality be- predict the weld quality using image pro- The characteristic of HF-ERW is the re- comes degraded. -

ILA 2014 Experience the Progress
ILA 2014 Experience the Progress. Liebherr-Aerospace Sales, Technology, Sites and Customer Service // p.16-29 Information for Visitors ILA Berlin Air Show 2014 // p.4-5 People and Opportunities Working at Liebherr-Aerospace // p.32-37 Editorial F.l.t.r.: Heiko Lütjens, Josef Gropper, André Benhamou, Nicolas Bonleux Dear reader, The aviation industry continues to grow. Along with airlines and ISO 14001 certification in 2013, following our European sites, aircraft operators who benefit from the increase in air trans- which had been certified in recent years. port, aircraft manufacturers and aerospace system suppliers are also engaged in this promising development. And so is With every step we take, we are strengthening our ability to Liebherr-Aerospace. offer our customers innovative, competitive solutions, thus boosting the long-term development of our company. Key In 2013, our customers once again showed their confidence factors in the success of Liebherr-Aerospace are the out- in our company and awarded us major contracts. Embraer, for standing commitment, broad expertise and remarkable pro- instance, selected us for the E-Jet E2 high-lift system and the fessionalism of all our teams. In 2013, 300 new employees air management system. Moreover, we are pleased to have joined us, bringing our total number of personnel to rough- supported our customers in reaching key development mile- ly 4,900. We warmly thank all of them for their excellent per- stones in their new programs, such as the first flights of Airbus’ formance. In this magazine, you will be able to read more A350 XWB, Bombardier’s CSeries and Learjet 85 aircraft. -

Projekt 2016 Layout 1 3/22/16 9:11 AM Seite 1
Projekt 2016_Layout 1 3/22/16 9:11 AM Seite 1 MÖNCH VERLAGSGESELLSCHAFT MBH Christine-Demmer-Str. 7 MÖNCH 53474 Bad Neuenahr-Ahrweiler / Germany www.monch.com EXHIBITION CALENDAR 2016 Exhibition Location Date Website Surface Navy 12-14 January 2016 Washington DC, USA www.navysna.org Intersec 17-19 January 2016 Dubai, UAE www.10times.com/intersec DGI 18-20 January 2016 London, UK www.dgi.wbresearch.com DWT-Prospects of the Defence Industry 19-20 January 2016 Bonn, Germany www.dwt-sgw.de SOLIC 19-21 January 2016 Washington DC, USA www.ndia.org SHOT SHOW 19-22 January 2016 Vegas, USA www.shotshow.org IAV 25-28 January 2016 London, UK www.internationalarmouredvehicles.com Singapore Air Show 16-21 February 2016 Singapore www.singaporeairshow.com DWT-Applied Research for Defence & Security 22-24 February 2016 Bonn, Germany www.dwt-sgw.de SICUR 23-26 February 2016 Madrid, Spain www.ifema.es/sicur_06/ Enforcetac 2-3 March 2016 Nuremberg, Germany www.enforcetac.com IWA 4-7 March 2016 Nuremberg, Germany www.iwa.info AUSA Global Forces 15-17 March 2016 Huntsville, USA www.ausa.org DEFEXPO 28-31 March 2016 New Delhi, India defexpoindia.in DIMDEX 29-31 March 2016 Doha, Qatar www.dimdex.com FIDAE 29 March - 03 April Santiago, Chile www.fidae.cl ISNR 11-13 April 2016 Abu Dhabi www.isnrabudhabi.com LAAD Security 12-14 April 2016 Rio de Janeiro, Brasil www.laadsecurity.com DSA – Defence & Security Asia 18-21 April 2016 Kuala Lumpur, Malaysia www.dsaexhibition.com Counter Terror 19-20 April 2016 London, UK www.counterterrorexpo.com AFCEA Bonn 27-28 April -

Transfer Molding
3518 LAKESHORE ROAD PLASTICS ENGINEERING COMPANY POST OFFICE BOX 758 SHEBOYGAN, WISCONSIN 53082-0758 U.S.A PHONE 920 - 458 - 2121 F A X 920 - 458 - 1923 Transfer Molding To improve on the compression molding process and mold parts with geometries that compression molding is unable to produce, a second method of processing thermoset molding materials was developed - Transfer Molding. The mold consists of a chamber called a transfer pot (also known as a transfer or shooting cylinder). It is separated from, but connected to the cavities by way of runners and gates. There are two methods of transfer molding; top transfer and bottom transfer. In “Top Transfer Molding” the mold is closed and fully clamped; then the material shot placed into the transfer pot. In “Bottom Transfer Molding” the mold is fully open and the shot of material is placed into the transfer pot. The material is usually in the form of preheated compacted pills called preforms. In the case of BMC products, the material will be loaded into the transfer pot as a log. Lastly, the transfer cylinder pushes the material out of the transfer pot through the runners and gates and into the cavities. The cylinder is held in under pressure and the mold is kept closed long enough to cure the parts. Typical pressure on the transfer cylinder is about 800 - 1,000 psi (5.5 - 6.9 MPa) and the transfer time should be from 3 - 8 seconds. This means that the parts are held in the mold until they can be removed without blistering subsequent to removal. -

110 6.1 Plastics Processing Techniques
110 6.1 PLASTICS PROCESSING TECHNIQUES - III L T P 4 - 4 RATIONALE After fabrication of the product post processing operations are necessary to make the product commercially presentable. Finishing and other decorating and printing operations are instrumental in enhancing the aesthetics and visual appeal of the product. The emphasis is given especially on printing, lamination, coating techniques, compression and transfer moulding and rotational moulding. DETAILED CONTENTS 1. Compression Molding (12 hrs) General principles and working of compression molding machine. Types of compression molding machine – hand operated, automatic, single and multi daylight machines, bulk factor, preheating of molds, cycle time ,process variables and their control. Effect of process variables on product properties, compression molding of Semiconductor and DMC compound and composites, common faults and their remedies. 2. Transfer Molding (10 hrs) Principles of transfer molding. Types of transfer molding machines, molding cycle, theoretical calculation of line pressure, injection ram pressure, clamping pressure, pot capacity, heating requirements, faults: causes and remedies, spray up technique, resin transfer molding, filament winding. 3. Introduction to Pultrusion, hand lay up technique, Importance of (04 hrs) Pultrusion 4. Forming (08 hrs) Basic principles, method of forming – straight forming, free forming, plug assist forming, drape forming, matched mold forming, slip forming, snap back forming, reverse draw forming, thermo forming and vacuum forming, limitations and advantages of forming, materials for forming, types of heating systems, faults: causes and their remedies 5. Casting (06 hrs) Introduction, casting of PMMA, unsaturated polyesters and phenolic resins, casting of Biopolymers 111 6. Calendering (06 hrs) Introduction to calendering, types of calenders, advantages, limitations of calendering over other techniques and major applications of calendaring, coating of calendaring, surface finishing. -

2005 Injection Molded & Micro Fabrication Electronic Packaging
2005 INJECTION MOLDED & MICRO FABRICATION ELECTRONIC PACKAGING Dr. Ken Gilleo ET-Trends LLC Warwick, RI Dennis Jones Matrix, Inc. Providence, RI Abstract Thermoset epoxies, discovered nearly 80 years ago, remain the workhorse plastic for electronic packaging and printed circuit boards, but this could change with increasing technical, economic and regulatory demands. Modern halogen-free thermoplastics now boast superior properties and highly automated high-efficiency high-volume processes. Injection molding can readily produce intricate 3D structures suitable for electronic component packaging and 3D molded circuits. Although there is a well-established packaging infrastructure tied to thermoset epoxies there is a much larger world-wide manufacturing base that excels in thermoplastics. Nearly 16-billion pounds of thermoplastics are molded into various parts each year in the USA alone; 30 times higher than for epoxies. We believe that the time is right for adding thermoplastic packages, interconnects and circuitry to 21st century electronics. This paper will discuss concepts, novel designs, new processes and the advancements for injection molded packaging and highlight their impressive attributes; the lowest moisture uptake, the fastest processing and the highest stability in the world of polymers. While MEMS (Micro-Electro-Mechanical Systems) packaging will be a central theme, general component packaging will also be discussed including power packages and digital camera modules. The discussion will include the development of new BGA concepts that utilize automatic insert-molding of tiny metal balls to create the 1st (to chip) and 2nd level (to circuit board) interconnect system. Assembly topics will cover package sealing methods that include laser welding. New Multi-Chip Package (MCP) ideas based on insert-molded flexible circuitry will be described that could find use in stackable designs. -
Download Program
International Aviation Womens Association 29th Annual Conference AVIATION: Connecting Women with their Future Hilton Berlin Berlin, Germany November 8–10, 2017 iawa.org International Aviation Womens Association 29th Annual Conference President’s Welcome Willkommen in Berlin! On behalf of the IAWA Board of Directors and Advisory Board, welcome to the International Aviation Womens Association’s 29th Annual Conference. Thank you for attending. In 2017, IAWA’s brings aviation and aerospace leaders from around the world to Berlin to Connect, Inspire and Lead. IAWA is also delighted to be in Berlin during such an exciting time in German aviation and aerospace. According to GTAI (Germany Trade and Invest): “The German aerospace industry has enjoyed unprecedented success over the last two decades. Since the mid- 90’s, industry revenues have more than quadrupled – to over EUR 37 billion in 2016. Today it belongs to the country’s most innovative and best-performing industries. Lisa Piccione And the sector keeps on growing: Industry analysts forecast that between 30 to 35 thousand new aircraft will IAWA President be put into service in the next 20 years to meet increasing global aviation demand – leading to a new golden age of aviation. As a global aerospace hub, Germany is home to leading players from all civil and defense aviation market segments.” – (GTAI website) During the next three days, you will hear from prominent women in the industry about the latest issues, opportunities and challenges facing global aviation and aerospace. Among the critical topics that we will be addressing during the panel sessions are: Brexit; issues facing airports and operators; manufacturers and MROs “gearing up for the future;” security issues; insurance and risk; and, aviation challenges and legal responses. -

Speednews Plan-Ahead Aviation Industry Calendar
SPEEDNEWS PLAN-AHEAD AVIATION INDUSTRY CALENDAR - 2010 Jan 4-7 48th AIAA Aerospace Sciences Meeting & Exhibit, Orlando, FL www.aiaa.org Jan 19-21 12th Annual European Airfinance Conference, Dublin, Ireland www.airfinanceconferences.com Jan 27-29 Low Cost Airline World Asia Pacific 2010, Singapore www.terrapinn.com/2010/lca/ Feb 1 ATW’s 2010 Airline Industry Achievement Awards, Singapore www.atwonline.com Feb 2-7 Singapore Airshow 2010, Singapore www.singaporeairshow.com.sg Feb 20-23 Heli-Expo 2010, Houston, TX www.heli-expo.com Feb 28-Mar 1 MRO Middle East 2010 Conference & Exhibition, Dubai www.aviationweek.com/conferences March 1-3 SpeedNews 24th Annual Aviation Industry Suppliers Conference, Beverly Hills, CA www.speednews.com March 4-6 ARSA 2010 Annual Repair Symposium, Arlington, VA www.arsa.org March 9-10 FAA 35th Annual Aviation Forecast Conference, Washington, DC www.faa.gov March 9-11 ITCA (International Travel Catering Association) 2010, Cologne, Germany www.itcanet.com March 14-16 ISTAT 27th Conference, Orlando, FL www.istat.org March 15-17 22nd Annual European Aviation Safety Seminar (EASS), Lisbon, Portugal www.flightsafety.org March 15-17 NATA 2010 Spring Training, Las Vegas www.nata.aero March 16-18 Aviation Industry Expo, Las Vegas www.aviationindustryweek.com March 23-26 24th Annual Aircraft Finance and Commercial Aviation Forum, Geneva, Switzerland www.icbi-events.com March 23-28 FIDAE 2010, Santiago, Chile www.fidae.cl Mar 29-April 1 2010 AMC-AEEC 61st Annual Meeting, Phoenix, AZ www.arinc.com/amc April 7-10 AEA 53rd