2005 Injection Molded & Micro Fabrication Electronic Packaging
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
The NASA Electronic Parts and Packaging (NEPP) '02 Workshop
The NASA Electronic Parts and Packaging (NEPP) ‘02 Workshop 1 JPL 400-1015, 04/02 2 The NASA Electronic Parts and Packaging (NEPP) ‘02 Workshop April 30 - May 2, 2002 Hilton Nassau Bay & Marina Houston, TX Organized by: NEPP Information, Management and Dissemination Project 3 Message ________________________ from Chuck Barnes, NEPP Program Manager Welcome to the Annual NEPP Workshop on Electronic Parts, Packaging, and Radiation Characterization for Space Applications! We’re happy you are with us and look forward to talking with you. Let’s start off with a few words about the NASA Electronic Parts and Packaging (NEPP) Program. The NEPP objectives are to: Assess the reliability of newly available electronic parts and packaging technologies for usage on NASA projects through validations, assessments and characterizations and the development of test methods/tools. Expedite infusion paths for advanced (emerging) electronic parts and packaging technologies by evaluations of readiness for manufacturability and project usage considerations. Provide NASA Projects with technology selection, application, and validation guidelines for electronic parts and packaging hardware and processes. Retain and disseminate electronic parts and packaging assurance, reliability validations, tools and availability information to the NASA community. NEPP is organized around three technology concentrations and the Information Management and Dissemination effort. The technology concentrations are Electronic Parts (EPAR), Electronic Packaging (EPAC), and Electronic Radiation Characterization (ERC). The Information Management & Dissemination (IMD) project is responsible for making all NEPP products and deliverables accessible in a controlled manner and is coordinating this conference. The Electronic Parts Project is tied to satisfying the needs of NASA programs/projects for evaluation of newly available and advanced electronic parts and maximizing effectiveness and efficiency through leveraging by teaming and partnering with industry and other agencies. -
Module V – Blow and Transfer Molding
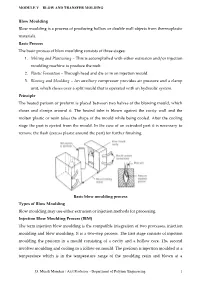
MODULE V – BLOW AND TRANSFER MOLDING Blow Moulding Blow moulding is a process of producing hollow or double wall objects from thermoplastic materials. Basic Process The basic process of blow moulding consists of three stages: 1. Melting and Plasticising – This is accomplished with either extrusion and/or injection moulding machine to produce the melt. 2. Plastic Formation – Through head and die or in an injection mould. 3. Blowing and Moulding – An auxiliary compressor provides air pressure and a clamp unit, which closes over a split mould that is operated with an hydraulic system. Principle The heated parison or preform is placed between two halves of the blowing mould, which closes and clamps around it. The heated tube is blown against the cavity wall and the molten plastic or resin takes the shape of the mould while being cooled. After the cooling stage the part is ejected from the mould. In the case of an extruded part it is necessary to remove the flash (excess plastic around the part) for further finishing. Basic blow moulding process Types of Blow Moulding Blow moulding may use either extrusion or injection methods for processing. Injection Blow Moulding Process (IBM) The term injection blow moulding is the compatible integration of two processes, injection moulding and blow moulding. It is a two-step process. The first stage consists of injection moulding the preform in a mould consisting of a cavity and a hollow core. The second involves moulding and cooling in a follow-on mould. The preform is injection moulded at a temperature which is in the temperature range of the moulding resin and blown at a D. -

Sample Pages Plastics Technology
Sample Pages Plastics Technology Christian Bonten ISBN (Book): 978-1-56990-767-2 ISBN (E-Book): 978-1-56990-768-9 For further information and order see www.hanserpublications.com (in the Americas) www.hanser-fachbuch.de (outside the Americas) © Carl Hanser Verlag, München Preface Immediately after I started working at the University of Stuttgart in late summer 2010, I revised the course “Fundamentals of Plastics Technology” with the help of my scientific staff. Since then, this important course has been held unchanged in Stuttgart for a long time. During the revision we not only updated figures and contents, but also gave the course a new structure, which I – inspired by didactic seminars of the German University Association – consider more contemporary. Numerous film sequences used in the lectures enable the students to understand the contents more quickly and deeply. I am convinced that the students in my course become well equipped with a comprehensive, fundamental knowledge of plastics and plastics technology for their upcoming professional life. If students want to deepen their knowledge of the subject, they can do so in the three main areas of “Materials Engineering”, “Processing Technology”, and “Product Engi- neering” in other courses later on. This introductory and fundamental lecture series in Stuttgart is an elective course with four lessons per week for master students of process engineering, mechanical engineering (e. g. production engineering, automotive engineering), materials sci- ence, as well as of technology management. The course is actually aimed at techni- cally educated students, but in the meantime non-technical students (economics, environmental issues) choose the course as well. -

Transfer Molding
3518 LAKESHORE ROAD PLASTICS ENGINEERING COMPANY POST OFFICE BOX 758 SHEBOYGAN, WISCONSIN 53082-0758 U.S.A PHONE 920 - 458 - 2121 F A X 920 - 458 - 1923 Transfer Molding To improve on the compression molding process and mold parts with geometries that compression molding is unable to produce, a second method of processing thermoset molding materials was developed - Transfer Molding. The mold consists of a chamber called a transfer pot (also known as a transfer or shooting cylinder). It is separated from, but connected to the cavities by way of runners and gates. There are two methods of transfer molding; top transfer and bottom transfer. In “Top Transfer Molding” the mold is closed and fully clamped; then the material shot placed into the transfer pot. In “Bottom Transfer Molding” the mold is fully open and the shot of material is placed into the transfer pot. The material is usually in the form of preheated compacted pills called preforms. In the case of BMC products, the material will be loaded into the transfer pot as a log. Lastly, the transfer cylinder pushes the material out of the transfer pot through the runners and gates and into the cavities. The cylinder is held in under pressure and the mold is kept closed long enough to cure the parts. Typical pressure on the transfer cylinder is about 800 - 1,000 psi (5.5 - 6.9 MPa) and the transfer time should be from 3 - 8 seconds. This means that the parts are held in the mold until they can be removed without blistering subsequent to removal. -

110 6.1 Plastics Processing Techniques
110 6.1 PLASTICS PROCESSING TECHNIQUES - III L T P 4 - 4 RATIONALE After fabrication of the product post processing operations are necessary to make the product commercially presentable. Finishing and other decorating and printing operations are instrumental in enhancing the aesthetics and visual appeal of the product. The emphasis is given especially on printing, lamination, coating techniques, compression and transfer moulding and rotational moulding. DETAILED CONTENTS 1. Compression Molding (12 hrs) General principles and working of compression molding machine. Types of compression molding machine – hand operated, automatic, single and multi daylight machines, bulk factor, preheating of molds, cycle time ,process variables and their control. Effect of process variables on product properties, compression molding of Semiconductor and DMC compound and composites, common faults and their remedies. 2. Transfer Molding (10 hrs) Principles of transfer molding. Types of transfer molding machines, molding cycle, theoretical calculation of line pressure, injection ram pressure, clamping pressure, pot capacity, heating requirements, faults: causes and remedies, spray up technique, resin transfer molding, filament winding. 3. Introduction to Pultrusion, hand lay up technique, Importance of (04 hrs) Pultrusion 4. Forming (08 hrs) Basic principles, method of forming – straight forming, free forming, plug assist forming, drape forming, matched mold forming, slip forming, snap back forming, reverse draw forming, thermo forming and vacuum forming, limitations and advantages of forming, materials for forming, types of heating systems, faults: causes and their remedies 5. Casting (06 hrs) Introduction, casting of PMMA, unsaturated polyesters and phenolic resins, casting of Biopolymers 111 6. Calendering (06 hrs) Introduction to calendering, types of calenders, advantages, limitations of calendering over other techniques and major applications of calendaring, coating of calendaring, surface finishing. -

Electronic Packaging Technologies 1
ElectronicElectronic PackagingPackaging TechnologiesTechnologies Sergio Lopez-Buedo, Eduardo Boemo Universidad Autonoma de Madrid e-mail: [email protected] Electronic Packaging Technologies 1 Introduction to Electronic Packaging • Electronic Packaging is a multi-disciplinary subject – Mechanical, Electrical and Industrial Engineering, Chemistry, Physics and even Marketing • Electronic Packaging: Housing and interconnection of integrated circuits to form electronic systems • Electronic Packaging must provide – Circuit support and protection – Heat dissipation – Signal distribution – Manufacturability and serviceability – Power distribution Electronic Packaging Technologies 2 Issues in Electronic Packaging Electrical analysis and testing Mechanical analysis and Reliability, Chemistry, testing Physics, Mat. performance, cost, Eng.. market need/timing, manufacturability, yields…other Thermal Manufacturing analysis and and Industrial testing Eng.. Market analysis Electronic Packaging Technologies 3 Hierarchy of Interconnection Levels • Level 0 – Gate-to-gate interconnections on the silicon die • Level 1 – Connections from the chip to its package • Level 2 – PCB, from component to component or to external connector • Level 3 – Connections between PCBs, including backplanes or motherboards • Level 4 – Connections between subassemblies, for example a rack • Level 5 – Connections between physically separate systems, using for example an Ethernet LAN Electronic Packaging Technologies 4 Blue Gene: Example of Connection Hierarchy Electronic -

Book of Knowledge (BOK) for NASA Electronic Packaging Roadmap
National Aeronautics and Space Administration Book of Knowledge (BOK) for NASA Electronic Packaging Roadmap Reza Ghaffarian, Ph.D. Jet Propulsion Laboratory Pasadena, California Jet Propulsion Laboratory California Institute of Technology Pasadena, California JPL Publication 15-4 2/15 National Aeronautics and Space Administration Book of Knowledge (BOK) for NASA Electronic Packaging Roadmap NASA Electronic Parts and Packaging (NEPP) Program Office of Safety and Mission Assurance Reza Ghaffarian, Ph.D. Jet Propulsion Laboratory Pasadena, California NASA WBS: 724297.40.43 JPL Project Number: 104593 Task Number: 40.49.02.24 Jet Propulsion Laboratory 4800 Oak Grove Drive Pasadena, CA 91109 http://nepp.nasa.gov i This research was carried out at the Jet Propulsion Laboratory, California Institute of Technology, and was sponsored by the National Aeronautics and Space Administration Electronic Parts and Packaging (NEPP) Program. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not constitute or imply its endorsement by the United States Government or the Jet Propulsion Laboratory, California Institute of Technology. ©2015 California Institute of Technology. Government sponsorship acknowledged. Acknowledgments The author would like to acknowledge many people from industry and the Jet Propulsion Laboratory (JPL) who were critical to the progress of this activity. The author extends his appreciation to program managers of the National Aeronautics and Space Administration Electronics Parts and Packaging (NEPP) Program, including Michael Sampson, Ken LaBel, Dr. Charles Barnes, and Dr. Douglas Sheldon, for their continuous support and encouragement. ii OBJECTIVES AND PRODUCTS The objective of this document is to update the NASA roadmap on packaging technologies (initially released in 2007) and to present the current trends toward further reducing size and increasing functionality. -

BOBBIN MATERIALS ISO 9001 Certifi Ed
COIL BOBBIN MATERIALS ISO 9001 Certifi ed Glass Unfi lled fi lled Glass Glass Glass Liquid Thermo- Glass ASTM nylon nylon fi lled fi lled fi lled crystal setting fi lled Property (dry as molded) Method 6/6 6/6 PBT(a) PET(b) PPS(c) polymer polyester Phenolic DAP(d) Notched izod impact, 73°F, ft-lbs/in. D-256 1.0/2.1(e) 2.2/2.5(e) 1.3 1.6 1.6 2.4 4.3 .5 .8 Tensile strength, 73°F, psi x 103 D-638 12.0/11.2(e) 27/18(e) 19.5 22 22.5 23 6.2 9 12 Elongation, 73°F, % D-638 60/300+(e) 3/4(e) 1.5 2.3 .9 1.7 - - - Flexural strength, 73°F, psi x 103 D-790 - 38 28 32 29.4 31 13 14 19 Compressive strength, psi x 103 D-695 4.9 42 18 25 26 18 29.9 40 22 Heat distortion, °F, 264 psi D-648 194 480 406 435 >500 469 >500 400 400 Heat distortion, °F, 66 psi D-648 455 500 442 475 >500 543 - - - Thermal expansion, in/in/°C x 10-5 D-696 8.1 2.3 1.4 2.5 2/4(l) .6 3.5 1.9 1.9 Volume resistivity, ohm-cm D-257 1015/1013(e) 1015/109(e) 1015 1015 1016 1015 1014 1013 1015 Dielectric constant, 100 Hz D-150 4/8(e) 4.5/25(e)(f) 3.9 3.6(f) 3.9(f) 4.1(f) 6.3 4.1 4.2/3.5(k) Dielectric strength, v/mil. -

Lecture 7. Plastic Part Manufacture, Injection Molding in the Last 30 Years, Plastics Have Become the Most Dominant Engineering Material for Most Products
1 Lecture 7. Plastic Part Manufacture, Injection Molding In the last 30 years, plastics have become the most dominant engineering material for most products. We take a brief look at the most common types of plastics, and how they are processed. All plastics are polymers; these polymers are further divided into two basic types: thermoplastics and thermosets. Thermoplastics melt when heated – so they can be melted and re-formed again and again. Thermosets harden when they are heated, if heated further, they will break down chemically and lose their properties. Some thermosets have properties very similar to rubber, and are used as synthetic rubber; they are categorized as elastomers. Here are some typical plastics and their uses: Thermosets General properties: more durable, harder, tough, light. Typical uses: automobile parts, construction materials. Examples: • Unsaturated Polyesters: lacquers, varnishes, boat hulls, furniture • Epoxies and Resins: glues, coating of electrical circuits, composite materials like fiberglass used in helicopter blades, boats etc Elastomers General properties: these are thermosets, and have rubber-like properties. Typical uses: medical masks, gloves, rubber-substitutes Examples: • Polyurethanes: mattress, cushion, insulation, toys • Silicones: surgical gloves, oxygen masks in medical and other applications, joint seals,… Thermoplastics General properties: low melting point, softer, flexible. Typical uses: bottles, food wrappers, toys, … Examples: • Polyethylene: packaging, electrical insulation, milk and water -

Quad Flat No-Lead (QFN) Evauation Test
National Aeronautics and Space Administration Quad Flat No-Lead (QFN) Evaluation Testing Reza Ghaffarian, Ph.D. Jet Propulsion Laboratory Pasadena, California Jet Propulsion Laboratory California Institute of Technology Pasadena, California 6/17 National Aeronautics and Space Administration Quad Flat No-Lead (QFN) Evaluation Testing NASA Electronic Parts and Packaging (NEPP) Program Office of Safety and Mission Success Reza Ghaffarian, Ph.D. Jet Propulsion Laboratory Pasadena, California NASA WBS: 724297.40.43 JPL Project Number: 104593 Task Number: 40.49.02.35 Jet Propulsion Laboratory 4800 Oak Grove Drive Pasadena, CA 91109 http://nepp.nasa.gov 6/17 This research was carried out at the Jet Propulsion Laboratory, California Institute of Technology, and was sponsored by the National Aeronautics and Space Administration Electronic Parts and Packaging (NEPP) Program. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not constitute or imply its endorsement by the United States Government or the Jet Propulsion Laboratory, California Institute of Technology. Copyright 2017. California Institute of Technology. Government sponsorship acknowledged. Acknowledgments The author would like to acknowledge many people from industry and the Jet Propulsion Laboratory (JPL) who were critical to the progress of this activity including the Rochester Institute of Technology (RIT). The author extends his appreciation to program managers of the National Aeronautics and Space -

Advanced Electronic Packaging
National Aeronautics and Space Administration Advanced Electronic Packaging The Assurance Challenges October 15, 2013 Michael J. Sampson [email protected] NASA Goddard Spaceflight Center (Greenbelt) Safety and Mission Assurance Directorate 301-614-6233 Co- Manager NEPP Program www.nasa.gov http://nepp.nasa.gov To be presented by Michael J. Sampson at the Trilateral NASA/Japan Aerospace Exploration Agency (JAXA)/European Space Agency (ESA) Safety and Mission Assurance Meeting, Washington, DC, October 15, 2013. 1 Acronyms, Abbreviations Etc. Appx Appendix BME Base Metal Electrodes CCGA Ceramic Column Grid Array CLGA Ceramic Land Grid Array DLA Defense Logistics Agency EEE Electrical, Electronic, and Electromechanical FOD Foreign Object FPGA Field Programmable Gate Array GSFC Goddard Space Flight Center HDI High Density Interconnect HST Hubble Space Telescope IC Integrated Circuit I/O Input Output LGA Land Grid Array MIL-PRF-38534 Performance Specification Hybrid Microcircuits General Specification For MIL-PRF-38535 Performance Specification Integrated Circuits (Microcircuits) Manufacturing General Specification For NASA National Aeronautics and Space Administration Pb Lead Metal PBGA Plastic Ball Grid Array RoHS Restriction of Hazardous Substances Sn/Pb Tin/Lead rev revision To be presented by Michael J. Sampson at the Trilateral NASA/Japan Aerospace Exploration Agency (JAXA)/European Space 2Agency (ESA) Safety and Mission Assurance Meeting, Washington, DC, October 15, 2013. 2 Outline • What is Electronic Packaging? • Why Package Electronic Parts? Passivation Wire Dielectric • Hermetic and Non-hermetic Etch Stop Layer Via Dielectric Capping Layer Copper Conductor with • Packaging Challenges Global Barrier/Nucleation Layer • Area Arrays • Advantages of Hermetic Intermediate Metal 1 Pre-Metal Dielectric • Increasing Complexity Tungsten Contact Plug • Class Y Concept and Update Metal 1 Pitch • Major Xilinx Package Change To be presented by Michael J. -

An Improved and Low-Resistive Package for High-Current Power MOSFET WALTER Ralf
An improved and low-resistive package for high-current power MOSFET WALTER Ralf AN IMPROVED AND LOW-RESISTIVE PACKAGE FOR HIGH- CURRENT MOSFET Ralf Walter, Ralf Siemieniec, Marion Hoja INFINEON TECHNOLOGIES AUSTRIA AG Siemensstrasse 2 A-9500 Villach, Austria Tel. +43 51777 3877 E-Mail: [email protected] URL: http://www.infineon.com Acknowledgements The authors want to thank Ulrich Fröhler for the careful simulations of the transient thermal behavior of the discussed devices. We also like to thank Herbert Danler-Swatt, Josef Hoeglauer and Andrew Wood for many helpful discussions and hints. Keywords MOSFET, power semiconductor device, packaging, device application, reliability Abstract Over the years improved silicon technologies for low-voltage power MOSFETs have led to a very low on-resistance of the die which is now comparable or even lower than that of the device package. Modern SMD packages offer a significant reduction of the package-related resistive contribution to the overall on-resistance but are limited in the maximum useable chip size due to their small form factor. Larger dies are usually mounted into through-hole-packages or their derivatives resulting in certain limitations of their performance. In this work a new package solution especially suited for high current applications linked to high reliability requirements such as industrial motor drives or servers is discussed from the user’s perspective. The need for a new power package Low-voltage power MOSFETs based on charge-compensation using a field-plate offer a significant reduction of the area-specific on-resistance. The first commercially available devices of this type were introduced in 2001, and since that time such power MOSFETs have become more and more dominant in the market.