Bioplastics Summer Academy Instructor’S Guide KO/RA 2015
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Properties of Polypropylene Yarns with a Polytetrafluoroethylene
coatings Article Properties of Polypropylene Yarns with a Polytetrafluoroethylene Coating Containing Stabilized Magnetite Particles Natalia Prorokova 1,2,* and Svetlana Vavilova 1 1 G.A. Krestov Institute of Solution Chemistry of the Russian Academy of Sciences, Akademicheskaya St. 1, 153045 Ivanovo, Russia; [email protected] 2 Department of Natural Sciences and Technosphere Safety, Ivanovo State Polytechnic University, Sheremetevsky Ave. 21, 153000 Ivanovo, Russia * Correspondence: [email protected] Abstract: This paper describes an original method for forming a stable coating on a polypropylene yarn. The use of this method provides this yarn with barrier antimicrobial properties, reducing its electrical resistance, increasing its strength, and achieving extremely high chemical resistance, similar to that of fluoropolymer yarns. The method is applied at the melt-spinning stage of polypropylene yarns. It is based on forming an ultrathin, continuous, and uniform coating on the surface of each of the yarn filaments. The coating is formed from polytetrafluoroethylene doped with magnetite nanoparticles stabilized with sodium stearate. The paper presents the results of a study of the effects of such an ultrathin polytetrafluoroethylene coating containing stabilized magnetite particles on the mechanical and electrophysical characteristics of the polypropylene yarn and its barrier antimicrobial properties. It also evaluates the chemical resistance of the polypropylene yarn with a coating based on polytetrafluoroethylene doped with magnetite nanoparticles. Citation: Prorokova, N.; Vavilova, S. Properties of Polypropylene Yarns Keywords: coatings; polypropylene yarn; polytetrafluoroethylene; magnetite nanoparticles; barrier with a Polytetrafluoroethylene antimicrobial properties; surface electrical resistance; chemical resistance; tensile strength Coating Containing Stabilized Magnetite Particles. Coatings 2021, 11, 830. https://doi.org/10.3390/ coatings11070830 1. -

Film Performance of Poly(Lactic Acid) Blends for Packaging Applications
RESEARCH ARTICLE Film Performance of Poly(lactic acid) Blends for Packaging Applications PREFACE API 2015 Carlos Diaz Hsun Yi (Sarah) Pao Rochester Institute of Technology Rochester Institute of Technology [email protected] [email protected] Sungyoung Kim Rochester Institute of Technology [email protected] ABSTRACT Poly(lactic acid) (PLA), a biodegradable thermoplastic derived from renewable resources, stands out as a substitute to petroleum-based plastics. PLA based films for food packaging has been an area of both commercial and research interest within the context of sustainability. In spite of its high strength, packaging applications have been limited because PLA is more brittle than traditional oil-based plastics. Because of this, films display low tear and impact resistance and produce a loud crackling sound when manipulated. Although many studies address the toughening of PLA in the bulk, little attention has been placed on the film performance. The present study is aimed at providing a survey of binary PLA based blends with other biodegradable and non-biodegradable plastics. Acrylic impact modifier (AIM, 5 wt. %), ethylene vinyl acetate (EVA, 20 wt.%), polyhydroxyalkanoate (PHA, 10 wt.%), polycaprolactone (PCL, 30 wt.%), polybutylene succinate (PBS, 20 wt.%) and polypropylene carbonate (PPC, 30 wt.%) were each blended with PLA through single-screw extrusion and converted into films via the blown-film process. Tear and impact resistance, heat seal strength, and noise level were measured. EVA, PHA, PCL, and PBS improved the tear resistance with EVA having the highest effect (>2x). Similarly AIM, EVA and PPC improved the resistance of the film to impact-puncture penetration. Heat seal strength was significantly improved by the PHA and moderately increased by AIM (2x) and EVA. -

Extrusion Foaming of Bioplastics for Lightweight Structure in Food Packaging
EXTRUSION FOAMING OF BIOPLASTICS FOR LIGHTWEIGHT STRUCTURE IN FOOD PACKAGING A thesis submitted for the degree of Doctor of Philosophy by Sitthi Duangphet School of Engineering and Design Brunel University December 2012 i Abstract This thesis reports the systematic approaches to overcome the key drawbacks of the pure PHBV, namely low crystallisation rate, tensile strength, ductility, melt viscosity, thermal stability and high materials cost. The physical, mechanical, thermal, and rheological properties of the pure PHBV were studied systematically first to lay a solid foundation for formulation development. The influence of blending with other biopolymers, inclusion of filler, and chain extender additives in terms of mechanical properties, rheology, thermal decomposition and crystallization kinetics were then followed. Creating lightweight structures by foaming is considered to be one of the effective ways to reduce material consumption, hence the reduction of density and morphology of PHBV-based foams using extrusion foaming technique were studied comprehensively in terms of extrusion conditions (temperature profiles, screw speed and material feeding rate) and the blowing agent content. The material cost reduction was achieved by adding low-cost filler (e.g. CaCO3) and reduction of density by foaming. The thermal instability was enhanced by incorporation of chain extender (e.g. Joncryl) and blending with a high thermal stability biopolymer (e.g. PBAT). The polymer blend also improved the ductility. Adding nucleation agent enhanced the crystallization rate to reduce stickiness of extruded sheet. The final formulation (PHBV/PBAT/CaCO3 composite) was successfully extruded into high quality sheet and thermoformed to produce prototype trays in an industrial scale trial. The effect of the extrusion conditions (temperature profiles, screw speed and material feeding rate) and the blowing agent content are correlated to the density reduction of the foams. -

Preheat Compression Molding Startup Procedure for Granular Polyester Molding Compounds
3518 LAKESHORE ROAD PLASTICS ENGINEERING COMPANY POST OFFICE BOX 758 SHEBOYGAN, WISCONSIN 53082-0758 U.S.A PHONE 920 - 458 - 2121 F A X 920 - 458 - 1923 Preheat Compression Molding Startup Procedure for Granular Polyester Molding Compounds Prior to setting a mold into a press, it is necessary to first determine that the mold will fit in between the tie bars of the intended press. Once this is determined and before installation begins, the minimum clamp tonnage for the mold must be calculated. A couple reasons for the need to determine proper clamp tonnage are: Insufficient clamping force may lead to parts having unacceptable dimensions such as being too thick because the press may not have sufficient clamp tonnage to force the material throughout the cavity(s) Potential mold damage from installing a mold that is too small for a press. Example: A mold that requires only 75T of clamp force is installed into a 400T press with non- adjustable clamp force may be damaged from too high of clamp pressure. To determine the correct tonnage, multiply the projected area of the part at the parting line by 4,000-6,000 psi (27.6 - 41.4 MPa.). Example: A part having a 12” diameter requires a minimum clamp pressure of 226T (2T/in2) This can be calculated from the following formula: 2 2 Clamp tonnage required = r * π * T/in 2 2 6” * 3.1416 * 2(T/in ) = 226 tons of clamp pressure Once a mold has been matched with a press and is installed in that press, a standard procedure should be followed to begin molding parts. -

Download the Course Outline
Fundamentals of Packaging Technology Seminar Course Outline Semester 1 Day One • Course Introduction • Course Overview 1-3 Market Research • Course Logistics • Why perform market studies • Market study tools 1-1 Perspective on Packaging • Broad based studies • Demographic Workshop: Part One • Focused studies • A definition of packaging • Updating persona through market • The historical evolution of packaging research and packaging materials • The industrial revolution and packaging 1-4 Graphic Design • Growth of modern packaging roles • Demographic Workshop: Part Two • The modern packaging industry • Technical and communication roles compared 1-2 Package Development • The importance of demographic and Process psychographic information • Management of the packaging function • The modern retail environment • The package as the purchase motivator • Project Scope and objectives • Fundamental messages: Cords of • The package development process familiarity and points of difference • The package design brief • Equity and brand names • Specifications • Emotional aspects of color • Basics of graphic design: balance, unity, direction, typography and Day Two illustrations 1-5 Introduction to Printing 1-6 Printing Methods and Printing Methods • Preparing the artwork, prepress proofing Flexographic and Related Relief Printing Processes • Package printing methods and printing presses • Nature and production of the printing plate • Line art, color selection and Pantone Matching System • Configuration of the printing station • Halftone art, screens and -

POLYPROPYLENE Chemical Resistance Guide
POLYPROPYLENE Chemical Resistance Guide SECOND EDITION PP CHEMICAL RESISTANCE GUIDE Thermoplastics: Polypropylene (PP) Chemical Resistance Guide Polypropylene (PP) 2nd Edition © 2020 by IPEX. All rights reserved. No part of this book may be used or reproduced in any manner whatsoever without prior written permission. For information contact: IPEX, Marketing, 1425 North Service Road East, Oakville, Ontario, Canada, L6H 1A7 About IPEX At IPEX, we have been manufacturing non-metallic pipe and fittings since 1951. We formulate our own compounds and maintain strict quality control during production. Our products are made available for customers thanks to a network of regional stocking locations from coast-to-coast. We offer a wide variety of systems including complete lines of piping, fittings, valves and custom-fabricated items. More importantly, we are committed to meeting our customers’ needs. As a leader in the plastic piping industry, IPEX continually develops new products, modernizes manufacturing facilities and acquires innovative process technology. In addition, our staff take pride in their work, making available to customers their extensive thermoplastic knowledge and field experience. IPEX personnel are committed to improving the safety, reliability and performance of thermoplastic materials. We are involved in several standards committees and are members of and/or comply with the organizations listed on this page. For specific details about any IPEX product, contact our customer service department. xx: Max Recommended Temperature – Unsuitable / Insufficient Data A: Applicable in Some Cases, consult IPEX 2 IPEX Chemical Resistance Guide for PP INTRODUCTION Thermoplastics and elastomers have outstanding resistance to a wide range of chemical reagents. The chemical resistance of plastic piping is basically a function of the thermoplastic material and the compounding components. -

Blow Molding Solutions Selection Guide
FRESH SOLUTIO FOR BLOW NS MOLDE D CO NTA INE RS YOUR BEST SOURCE FOR BLOW MOLDING SOLUTIONS As the world’s leading polyethylene producer, The Dow Chemical Company (Dow) is uniquely positioned to be your supplier of choice for blow molding materials. By collaborating with customers and other key members throughout the value chain, Dow helps drive innovation and promote sustainability with solutions that successfully address the needs of virtually every blow molding market, including: • Water Juice Dairy (WJD) • Pharmaceuticals (Pharma) • Household & Industrial Chemicals (HIC) • Large Part Blow Molding (LPBM) • Agricultural Chemicals (Ag Chem) • Durable Goods • Personal Care Our rich portfolio of sustainable solutions is backed by industry-leading technical expertise, deep understanding of the marketplace, a highly responsive supply chain, and an unmatched set of global resources. In addition to offering excellent performance and processing, Dow solutions are integral to developing containers that help reduce costs, improve retail visibility, and enhance shelf life. 1 The following pages provide an overview of Dow plastic resins designed for use in blow molded rigid packaging applications: • UNIVAL™ High Density Polyethylene (HDPE) Resins are industry standard, “workhorse” materials for everything from food and beverages to household, industrial, and agricultural chemicals. • CONTINUUM™ Bimodal Polyethylene Resins offer opportunities for increased competitive advantage with enhanced performance that creates the potential for lightweighting, incorporation of post-consumer recycle (PCR) content, and more. • DOW HEALTH+™ Polyethylene Resins deliver the high levels of quality, compliance, and commitment needed to meet the stringent requirements of healthcare and pharmaceutical applications. • DOW™ HDPE Resins are available in bimodal and monomodal grades that offer Dow customers in Latin America excellent top load strength, ESCR, and more for a wide range of applications. -

Thinwall Packaging High Performance Systems for High Performance Parts
Thinwall Packaging High performance systems for high performance parts Benefits • High performance production systems— fast, repeatable • Lighter, more sustainable high performance parts • Consistent part quality • High productivity, low scrap • Complete melt delivery systems with all elements optimized for each application: - machine - hot runner - Altanium® controller With more than 50 years of experience in Our dedicated global thinwall team sup- • Single point of contact for the thinwall packaging industry, Husky is ports customers on multiple levels offering integrated workcell a leader in developing high performance skills, software and services that ensure packaging solutions. Our complete high- the best return on investment. In the early speed systems are optimized to meet our product development stages, we offer • In-mold labeling solutions customers’ specific packaging needs while a wide range of services, including part that help parts stand out on lowering overall part costs. design, flow simulation analysis, finite ele- store shelves ment analysis and resin validation tests. We are committed to being a long-term Once in production, our locally-based partner to help thinwall packaging custom- Service and Sales network is accessible for ers grow their business. To achieve this, 24/7 spare parts and technical support to we maintain collaborative relationships keep systems running efficiently and with with other industry-leading companies to maximum uptime. deliver integrated, best-in-class thinwall packaging systems. Thinwall systems tailored for performance requirements HyPAC two-stage injection HyPAC with two-stage injection is ideal for customers running the highest cavitation molds with the largest shot weights at fast cycles. HyPAC reciprocating-screw injection The unique HyPAC injection unit design offers 30% more throughput and more than twice the melt acceleration for a given screw size. -

Pressing /Forming
FRIMO. HIGH TECH AND HIGH PASSION. LIGHTWEIGHT SOLUTIONS FOR DIFFICULT TASKS. PRESSING/FORMING TECHNOLOGY | PRESSING/FORMING A STRONG COMBINATION RESULTS IN MAKE THE FUTURE LIGHT WITH FRIMO INNOVATIVE LIGHTWEIGHT SOLUTIONS. COMPOSITE TECHNOLOGIES. Fiber composites are essential to modern lightweight con- posite part production relies heavily on higher productivity struction because they can be customized in many ways. and lower process costs. The potential is driven by choosing This results in a number of requirements for processing an appropriate production concept, and our core business is Why FRIMO? Your advantages: these composites economically. Using our extensive experi- finding ways to save materials and processing thermoplastic ence in the complete process, we are able to offer the best and duroplastic composites profitably. Thermoplastic organo One Stop, All Services for all possible production solutions according to your part and pro- sheets or natural fiber mats offer unique opportunities to in- composite technologies ject requirements. tegrate functional elements and shorten cycle times through Manual to fully-automated intelligent process combinations. We have innovative solu- production solutions No longer just for the aerospace industry or race cars, tions for producing fiber-reinforced structural components composites are now used in a variety of applications. In the with a duroplastic matrix in RTM or wet compression pro- Solutions for small to large parts automotive industry, electro-mobility and the increasing cesses, as well as solutions for the accompanying preform in low or high volumes requirements for sustainability and efficiency are driving production. Process validation with trials factors. FRIMO equipment is already being used successfully in the FRIMO TechCenter in series production for composite structural components Minimum weight and maximum performance can go hand- such as monocoques, roof frames, wheel rims, and springs. -

Content Extent, Ainico Alloys Are Used As Magnetic Powder
Materials Services | Materials Germany Plastic-bonded NdFeB magnets Product information Plastic-bonded magnets are particle composites with perma- nent-magnet powder embedded in a plastic binder. Hard ferrite (HF), various SmCo and NdFeB powders and, to a very little Content extent, AINiCo alloys are used as magnetic powder. For embed- ding the magnetic particles thermoplastic binders as, for 01 Short introduction instance, polyamide (PA) or polyphenylene sulfide (PPS) and 02 Magnet shapes Delivery program duroplasts like epoxy resins are used. Magnetic properties 03 Demagnetizing curves 04 Mechanical properties Depending on the material composition and production process Chemical resistance isotropic and anisotropic magnets with differing magnetic and Production mechanical specifications are available. Since not only the type Temperature behavior of magnet or plastic material but also the filling and alignment degree determine the composite’s properties widely varying magnetic parameters and an outstanding variety in types and shapes arise. The rigid plastic-bonded magnets have two production pro- cesses. Injection molding is the most frequently used. Compres- sion molding is used especially for plastic-bonded rare-earth magnets. Materials Services | Materials Germany | Product information Plastic-bonded NdFeB magnets 2 Magnet shapes Delivery program One of the essential advantages of plastic-bonded magnets is Our range comprises a wide selection of plastic-bonded NdFeB their shaping variety as a result of injection molding. The ther- materials with differing magnetic properties. They permit material moplastic grades manufactured by injection molding offer easy selection tailored to individual application requirements. We look possibilities of direct embedding into other structural parts, e.g. forward to advising you in detail. -
Module V – Blow and Transfer Molding
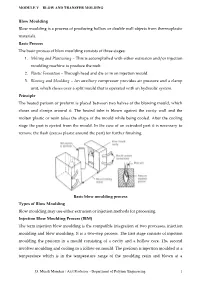
MODULE V – BLOW AND TRANSFER MOLDING Blow Moulding Blow moulding is a process of producing hollow or double wall objects from thermoplastic materials. Basic Process The basic process of blow moulding consists of three stages: 1. Melting and Plasticising – This is accomplished with either extrusion and/or injection moulding machine to produce the melt. 2. Plastic Formation – Through head and die or in an injection mould. 3. Blowing and Moulding – An auxiliary compressor provides air pressure and a clamp unit, which closes over a split mould that is operated with an hydraulic system. Principle The heated parison or preform is placed between two halves of the blowing mould, which closes and clamps around it. The heated tube is blown against the cavity wall and the molten plastic or resin takes the shape of the mould while being cooled. After the cooling stage the part is ejected from the mould. In the case of an extruded part it is necessary to remove the flash (excess plastic around the part) for further finishing. Basic blow moulding process Types of Blow Moulding Blow moulding may use either extrusion or injection methods for processing. Injection Blow Moulding Process (IBM) The term injection blow moulding is the compatible integration of two processes, injection moulding and blow moulding. It is a two-step process. The first stage consists of injection moulding the preform in a mould consisting of a cavity and a hollow core. The second involves moulding and cooling in a follow-on mould. The preform is injection moulded at a temperature which is in the temperature range of the moulding resin and blown at a D. -

Impacts of a Ban Or Restrictions in Sale of Items in the EU's Single Use Plastics Directive
SOCIAL RESEARCH NUMBER: 32/2020 PUBLICATION DATE: 19/05/2020 Preliminary Research to Assess the Impacts of a Ban or Restrictions in Sale in Wales of Items in the EU's Single Use Plastics Directive Mae’r ddogfen yma hefyd ar gael yn Gymraeg. This document is also available in Welsh. © Crown Copyright Digital ISBN 978-1-80038-424-8 Title: Preliminary Research to Assess the Impacts of a Ban or Restrictions in Sale in Wales of Items in the EU's Single Use Plastics Directive Author(s): George Cole, Resource Futures Carla Worth, Resource Futures Katie Powell, Resource Futures Sam Reeve, Resource Futures Susie Stevenson, Miller Research (UK) Nick Morgan, Miller Research (UK) Howard Walker, Bridge Economics Full Research Report: Cole, G; Worth, C; Powell, K; Reeve, S; Stevenson, S; Morgan, N; Walker, H (2019). Preliminary Research to Assess the Impacts of a Ban or Restrictions in Sale in Wales of Items in the EU's Single Use Plastics Directive. Cardiff: Welsh Government, GSR report number 32/2020 Available at: https://gov.wales/impacts-ban-or-restrictions-sale-items-eus-single- use-plastics-directive Views expressed in this report are those of the researcher and not necessarily those of the Welsh Government For further information please contact: Isabella Malet-Lambert Knowledge and Analytical Services Welsh Government Cathays Park Cardiff CF10 3NQ 03000 628250 [email protected] Table of contents List of tables ..........................................................................................................................