Universidad Nacional Agraria La Molina Escuela De
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Genus Species/Common Names Report Genus/Species Common Name
Genus Species/Common Names Report Genus/Species Common Name Abeliophyllum Distichum White-forsythia Abelmoschus Esculentus Okra Abelmoschus Manihot Manioc-hibiscus Sunset-hibiscus Abies Alba European Silver Fir Silver Fir White Fir Abies Balsamea American Silver Fir Balm of Gilead Balsam Canada Balsam Fir Eastern Fir Abies Concolor Colorado Fir Colorado White Fir Silver Fir White Fir Abies Grandis Giant Fir Grand Fir Lowland Fir Lowland White Fir Silver Fir White Fir Yellow Fir Abies Homolepis Nikko Fir Abies Koreana Korean Fir Abies Pectinata Silver Fir Abies Sachalinensis Sakhalin Fir Abies Sibirica Siberian Fir Abies Veitchii Christmastree Veitch Fir Thursday, January 12, 2017 Page 1 of 229 Genus Species/Common Names Report Genus/Species Common Name Abies Veitchii Veitch's Silver Fir Abronia Villosa Desert Sand-verbena Abrus Fruticulosus No common names identified Abrus Precatorius Coral-beadplant Crab's-eye Indian-licorice Jequirity Jequirity-bean Licorice-vine Love-bean Lucky-bean Minnie-minnies Prayer-beads Precatory Precatory-bean Red-beadvine Rosary-pea Weatherplant Weathervine Acacia Arabica Babul Acacia Egyptian Acacia Indian Gum-arabic-tree Scented-thorn Thorn-mimosa Thorny Acacia Acacia Catechu Black Cutch Catechu Acacia Concinna Soap-pod Acacia Dealbata Mimosa Silver Wattle Acacia Decurrens Green Wattle Acacia Farnesiana Cassie Huisache Thursday, January 12, 2017 Page 2 of 229 Genus Species/Common Names Report Genus/Species Common Name Acacia Farnesiana Opopanax Popinac Sweet Acacia Acacia Mearnsii Black Wattle Tan Wattle -

Synbiotic Combination of Djulis (Chenopodium Formosanum) and Lactobacillus Acidophilus Inhibits Colon Carcinogenesis in Rats
nutrients Article Synbiotic Combination of Djulis (Chenopodium formosanum) and Lactobacillus acidophilus Inhibits Colon Carcinogenesis in Rats Chih-Wei Lee 1, Hong-Jhang Chen 2, Yu-Hua Chien 1, Shih-Min Hsia 1,3,4,5 , Jiann-Hwa Chen 6 and Chun-Kuang Shih 1,4,7,* 1 School of Nutrition and Health Sciences, College of Nutrition, Taipei Medical University, Taipei 11031, Taiwan; [email protected] (C.-W.L.); [email protected] (Y.-H.C.); [email protected] (S.-M.H.) 2 Institute of Food Science and Technology, National Taiwan University, Taipei 10617, Taiwan; [email protected] 3 Graduate Institute of Metabolism and Obesity Sciences, College of Nutrition, Taipei Medical University, Taipei 11031, Taiwan 4 School of Food Safety, College of Nutrition, Taipei Medical University, Taipei 11031, Taiwan 5 Nutrition Research Center, Taipei Medical University Hospital, Taipei 11031, Taiwan 6 Division of Gastroenterology and Hepatology, Department of Internal Medicine, Taipei Tzu Chi Hospital, New Taipei City 23142, Taiwan; [email protected] 7 Master Program in Food Safety, College of Nutrition, Taipei Medical University, Taipei 11031, Taiwan * Correspondence: [email protected]; Tel.: +886-(2)-2736-1661 (ext. 6569) Received: 24 November 2019; Accepted: 26 December 2019; Published: 30 December 2019 Abstract: Djulis is a functional grain containing prebiotic dietary fiber, which has an anti-cancer potential. This study examined the preventive effect of djulis alone or in combination with Lactobacillus acidophilus on colon carcinogenesis induced by 1,2-dimethylhydrazine (DMH) and dextran sulfate sodium (DSS). Rats were divided into five groups and fed B (AIN-93G, blank), C (AIN-93G, control), D (10% djulis), DLA (10% djulis plus 5 106 cfu L. -

STATE of COLORADO Annual Report for Calendar Year 2013 to the W-6 Technical Committee Compiled by Mark A
STATE OF COLORADO Annual Report for Calendar Year 2013 to the W-6 Technical Committee Compiled by Mark A. Brick, June 18, 2014 Orders for germplasm from the NPGS constituted delivery of accessions from both clonal repositories and Plant Introduction Stations. 4308 accessions were delivered that constituted 140 orders in Colorado during calendar year 2013. Fifty one of these orders were from the National Center for Genetic Resource Preservation or the USDA. This represented an significant increase in orders from the previous year (2,719 in 2012). Orders were made from the following locations: COR, CUT, DAV, GEN, GSOR, HILO, MAY, MIA, NC7, NE9, NR6, NSGC, NTSL, PALM, PARL, RIV, S9, SOY, and W6. The following is a report of germplasm activities in Colorado during the 2013 calendar year from scientists that responded to a request for information. 1. Dr. Lee Panella, USDA/ARS, Sugarbeet Research Lab., Fort Collins CO received 61 Beta vulgaris accessions and filed the following germplasm evaluations: Fifty sugar beet (Beta vulgaris L.) lines from the USDA-ARS Ft. Collins sugar beet program and four check cultivars were screened for resistance to Beet necrotic yellow vein virus (BNYVV), the causal agent of rhizomania, and storage rot in 2013. The rhizomania evaluation was conducted at the USDA-ARS North Farm in Kimberly, ID which has Portneuf silt loam soil and had been in barley in 2012. The field was fall plowed and in the spring, fertilized (90 lb N and 110 lb P2O5/A) on 19 Apr 13, sprayed with the herbicide Ethotron (2 pt/A), and roller harrowed. -

Betacyanins and Betaxanthins in Cultivated Varieties of Beta Vulgaris L
molecules Article Betacyanins and Betaxanthins in Cultivated Varieties of Beta vulgaris L. Compared to Weed Beets Milan Skalicky 1,* , Jan Kubes 1 , Hajihashemi Shokoofeh 2 , Md. Tahjib-Ul-Arif 3 , Pavla Vachova 1 and Vaclav Hejnak 1 1 Department of Botany and Plant Physiology, Faculty of Agrobiology, Food and Natural Resources, Czech University of Life Sciences Prague, 16500 Prague, Czech Republic; [email protected] (J.K.); [email protected] (P.V.); [email protected] (V.H.) 2 Plant Biology Department, Faculty of Science, Behbahan Khatam Alanbia University of Technology, Khuzestan 47189-63616, Iran; [email protected] 3 Department of Biochemistry and Molecular Biology, Faculty of Agriculture, Bangladesh Agricultural University, Mymensingh 2202, Bangladesh; [email protected] * Correspondence: [email protected]; Tel.: +420-22438-2520 Academic Editor: Krystian Marszałek Received: 21 October 2020; Accepted: 16 November 2020; Published: 18 November 2020 Abstract: There are 11 different varieties of Beta vulgaris L. that are used in the food industry, including sugar beets, beetroots, Swiss chard, and fodder beets. The typical red coloration of their tissues is caused by the indole-derived glycosides known as betalains that were analyzed in hypocotyl extracts by UV/Vis spectrophotometry to determine the content of betacyanins (betanin) and of betaxanthins (vulgaxanthin I) as constituents of the total betalain content. Fields of beet crops use to be also infested by wild beets, hybrids related to B. vulgaris subsp. maritima or B. macrocarpa Guss., which significantly decrease the quality and quantity of sugar beet yield; additionally, these plants produce betalains at an early stage. -
Quinoa ﻣﺤﺘﻮﯾﺎﺕ ﻃﺒﻘﻪﺑﻨﺪی ﻋﻠﻤﯽ ﻓﺮﻣﺎﻧﺮو: ﮔﯿﺎه 1 ﮐﯿﻨﻮآ در اﯾﺮان 2 ﻧﮕﺎرﺧﺎﻧﻪ راﺳﺘﻪ: ﻣﯿﺨﮏﺳﺎﻧﺎن 3 ارزش ﻏﺬاﯾﯽ ﺗﯿﺮه: ﺗﺎجﺧﺮوﺳﯿﺎن 4 ﻣﻨﺎﺑﻊ ﮔﻮﻧﻪ: C
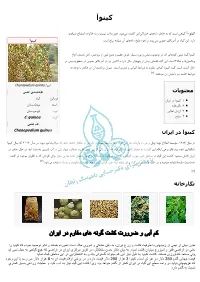
ﮐﻴﻨﻮﺁ ﮐﯿﻨﻮ-آ ﮔﯿﺎﻫﯽ اﺳﺖ ﮐﻪ ﺑﻪ ﺧﺎﻃﺮ داﻧﻪﻫﺎی ﺧﻮراﮐﯽاش ﮐﺎﺷﺘﻪ ﻣﯽﺷﻮد. ﺟﺰو ﻏﻼت ﻧﯿﺴﺖ و ﺑﻪ ﺧﺎﻧﻮاده اﺳﻔﻨﺎج ﺷﺒﺎﻫﺖ دارد. اﯾﻦ ﮔﯿﺎه در آﻣﺮﯾﮑﺎی ﺟﻨﻮﺑﯽ ﻣﯽروﯾﺪ و ﻧﺤﻮه ﻃﺒﺦ داﻧﻪﻫﺎی آن ﻣﺸﺎﺑﻪ ﺑﺮﻧﺞ اﺳﺖ. ﮐﯿﻨﻮآ ﮐﯿﻨﻮا ﮔﯿﺎه ﺑﻮﻣﯽ ﮐﻮهﻫﺎی آﻧﺪ در ﺑﻮﻟﯿﻮی، ﺷﯿﻠﯽ و ﭘﺮو، ﺑﺴﯿﺎر ﺧﻮش ﻫﻀﻢ و ﻣﻨﺒﻊ ﻏﻨﯽ از ﭘﺮوﺗﺌﯿﻦ، آﻫﻦ، ﻓﺴﻔﺮ، اﻧﻮاع وﯾﺘﺎﻣﯿﻦﻫﺎ و اﻣﮕﺎ3 اﺳﺖ. اﯾﻦ ﮔﯿﺎه ﻗﺪﻣﺘﯽ ﺑﯿﺶ از ﭘﻨﺞﻫﺰار ﺳﺎل دارد و اﮐﻨﻮن ﻧﯿﺰ در آﻣﺮﯾﮑﺎی ﺟﻨﻮﺑﯽ در ﺳﻄﺢ وﺳﯿﻌﯽ در ﺣﺎل ﮐﺸﺖ اﺳﺖ. ﮔﯿﺎه ﮐﯿﻨﻮا، ﮔﯿﺎﻫﯽ ﻣﻘﺎوم ﺑﻪ ﺷﺮاﯾﻂ ﮐﻢآﺑﯽ و ﺷﻮری اﺳﺖ . ﻣﯿﺰان ﺑﺮداﺷﺖ آن در ﻫﮑﺘﺎر ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﺷﺮاﯾﻂ ﮐﺸﺖ دو ﺗﺎ ﺷﺶ ﺗﻦ ﻣﯿﺒﺎﺷﺪ. [1] ﮐﯿﻨﻮآ، Chenopodium quinoa ﻣﺤﺘﻮﯾﺎﺕ ﻃﺒﻘﻪﺑﻨﺪی ﻋﻠﻤﯽ ﻓﺮﻣﺎﻧﺮو: ﮔﯿﺎه 1 ﮐﯿﻨﻮآ در اﯾﺮان 2 ﻧﮕﺎرﺧﺎﻧﻪ راﺳﺘﻪ: ﻣﯿﺨﮏﺳﺎﻧﺎن 3 ارزش ﻏﺬاﯾﯽ ﺗﯿﺮه: ﺗﺎجﺧﺮوﺳﯿﺎن 4 ﻣﻨﺎﺑﻊ ﮔﻮﻧﻪ: C. quinoa ﻧﺎم ﻋﻠﻤﯽ ﮐﻴﻨﻮﺁ ﺩﺭ ﺍﯾﺮﺍﻥ Chenopodium quinoa در ﺳﺎل 1387، ﻣﺆﺳﺴﻪ اﺻﻼح ﺗﻬﯿﻪ ﻧﻬﺎل و ﺑﺬر، ﺑﺎ واردات ﺑﺬر اﯾﻦ ﮔﯿﺎه ﺗﻨﻬﺎ ﺗﻮاﻧﺴﺖ ﻋﻤﻠﮑﺮد ﯾﮏ ﺗﻦ در ﻫﮑﺘﺎر داﺷﺘﻪ ﺑﺎﺷﺪ ﮐﻪ ﻣﻮﻓﻘﯿﺖآﻣﯿﺰ ﻧﺒﻮد. در ﺳﺎل 2013 ﮐﻪ ﺳﺎل ﮐﯿﻨﻮآ ﻧﺎﻣﮕﺬاری ﺷﺪه ﺑﻮد، ﻓﺎﺋﻮ ﺑﺮﺧﯽ ارﻗﺎم اﯾﻦ ﮔﯿﺎه را ﺑﻪ ﻫﺸﺖ ﮐﺸﻮر ﻣﻨﺘﻘﻞ ﮐﺮد ﮐﻪ اﯾﺮان ﯾﮑﯽ از اﯾﻦ ﮐﺸﻮرﻫﺎ ﺑﻮد ﻋﻤﻠﮑﺮد ﭼﻬﺎر ﺗﻨﯽ در آب ﺷﯿﺮﯾﻦ ﺑﻪدﺳﺖ آﻣﺪ. در ﺣﺎل ﺣﺎﺿﺮ در اﯾﺮان ﺗﻼش ﻣﯿﺸﻮد ﮐﺎﺷﺖ اﯾﻦ ﮔﯿﺎه در ﻣﻨﺎﻃﻖ ﺷﻮر ﺻﻮرت ﮔﺮﻓﺘﻪ و اﻓﺰاﯾﺶ ﻋﻤﻠﮑﺮد ﺑﻪ دﺳﺖ آﯾﺪ.ﮐﯿﻨﻮآ ﺑﻪﻋﻨﻮان ﻣﺎده ﻏﺬاﯾﯽ ﻣﺠﺎز ﺑﺮای اﻓﺮادی ﮐﻪ ﺑﻪ ﮔﻠﻮﺗﻦ ﻣﻮﺟﻮد در ﮔﻨﺪم ﺣﺴﺎﺳﯿﺖ دارﻧﺪاﺳﺘﻔﺎده ﻣﯿﺸﻮد و در ﺣﺎل ﺣﺎﺿﺮ از اﯾﻦ ﮔﯿﺎه ﺑﺮای ﺗﻮﻟﯿﺪ آرد، ﻏﻨﯽ ﮐﺮدن آرد، ﮔﻨﺪم، ﺗﻮﻟﯿﺪ ﺑﯿﺴﮑﻮﺋﯿﺖ و ﭘﺎﺳﺘﺎ اﺳﺘﻔﺎده ﻣﯽﺷﻮد.[2] [3] ﻧﮕﺎﺭﺧﺎﻧﻪ ﮐم آﺑﯽ و ﺿرورت ﮐﺷت ﮔوﻧﮫ ھﺎی ﻣﻘﺎوم در اﯾران ھﻧوز ﺑﯾش از ﻧﯾﻣﻲ از زﻣﯾﻧﮭﺎی ﺑﺎ ظرﻓﯾت ﮐﺷت و زرع اﯾران، ﺑﮫ دﻟﯾل ﺧﺷﻛﻲ و ﺷوري ﺧﺎك دﺳت ﻧﺧورده ھﺳﺗﻧد و ﻓﺎﺋو ﺗوﺻﯾﮫ ﻧﻣوده ﻛﮫ ﻛﯾﻧوا را ﺣﺗﻲ در اراﺿﻲ ﻓﻘﯾر و ﻟﻣﯾزرع ﻣﯾﺗوان ﻛﺷت ﻧﻣود. -

Chenopodium Formosanum Koidz.) Flour
Journal of Agricultural Science; Vol. 7, No. 6; 2015 ISSN 1916-9752 E-ISSN 1916-9760 Published by Canadian Center of Science and Education Rheological Properties of Dough and Quality of Salted Noodles Supplemented with Djulis (Chenopodium formosanum Koidz.) Flour 1 1 1 1 2 Po-Hsien Li , Wen-Chien Lu , Chang-Wei Hsieh , Tai-Chen Li & Da-Wei Huang 1 Department of Medicinal Botanical and Health Applications, Da-Yeh University, Changhua, Taiwan 2 Department of Food & Beverage Management, China University of Science and Technology, Taipei City, Taiwan Correspondence: Po-Hsien Li, Department of Medicinal Botanical and Health Applications, Da-Yeh University, No.168, University Rd., Dacun, Changhua 51591, Taiwan. Tel: 886-4-851-1655 ext. 6233. E-mail: [email protected] Received: March 11, 2015 Accepted: April 12, 2015 Online Published: May 15, 2015 doi:10.5539/jas.v7n6p84 URL: http://dx.doi.org/10.5539/jas.v7n6p84 Abstract Djulis (Chenopodium formosanum Koidz.) has attracted attention worldwide for its nutritional value and health benefit. To examine the potential application of djulis flour in oriental starch-based staple products, we supplemented wheat flour with djulis flour in different proportions to investigate the rheological properties of dough and determine the sensory and textural profile of salted noodles. For dough characteristics measured by farinography and extensography, increased amount of djulis flour decreased the departure time, stability, arrival time and extensibility of dough, but increased the maximum resistance to extension. The cooking loss and hardness of salted noodles increased with increased amount of djulis flour. However, the overall sensory acceptability did not differ between salted noodles with djulis flour and controls (p < 0.05). -

Chenopodium Formosanum) By-Products and in Vivo Anti-Diabetes Effect in Type 2 Diabetes Mellitus Patients
biology Article Functionality of Djulis (Chenopodium formosanum) By-Products and In Vivo Anti-Diabetes Effect in Type 2 Diabetes Mellitus Patients Po-Hsien Li 1,* , Yung-Jia Chan 2, Ya-Wen Hou 3, Wen-Chien Lu 4,*, Wen-Hui Chen 1,5, Jie-Yun Tseng 1 and Amanda Tresiliana Mulio 1 1 Department of Medicinal Botanical and Health Applications, Da-Yeh University, No. 168, University Rd, Dacun, Changhua 51591, Taiwan; [email protected] (W.-H.C.); [email protected] (J.-Y.T.); [email protected] (A.T.M.) 2 College of Biotechnology and Bioresources, Da-Yeh University, No. 168, University Rd, Dacun, Chang-Hua 51591, Taiwan; [email protected] 3 Fisheries Research Institute, Council of Agriculture, No. 199, Hou-lh Road, Keelung 202008, Taiwan; [email protected] 4 Department of Food and Beverage Management, Chung-Jen Junior College of Nursing, Health Sciences and Management, No. 217, Hung-Mao-Pi, Chia-Yi City 60077, Taiwan 5 Nutrition Division, Changhua Lukang Christian Hospital, No. 480, Zhongzheng Rd, Lukang, Changhua 50544, Taiwan * Correspondence: [email protected] (P.-H.L.); [email protected] (W.-C.L.); Tel.: +886-4-851-1888#6233 (P.-H.L.); +886-5-277-2932#860 (W.-C.L.) Simple Summary: According to a report from International Diabetes Federation, in 2020 approxi- mately 463 million adults (20–79 years) were living with diabetes, the principles of medical nutrition Citation: Li, P.-H.; Chan, Y.-J.; Hou, therapy are to decrease the risk of diabetes by encouraging healthy food choices and physical activity. -

Food Bioactive Compounds Against Diseases of the 21St Century 2016
BioMed Research International Food Bioactive Compounds against Diseases of the 21st Century 2016 Guest Editors: Blanca Hernandez-Ledesma, Chia-Chien Hsieh, and Cristina Martínez-Villaluenga Food Bioactive Compounds against Diseases of the 21st Century 2016 BioMed Research International Food Bioactive Compounds against Diseases of the 21st Century 2016 Guest Editors: Blanca Hernandez-Ledesma, Chia-Chien Hsieh, and Cristina Martínez-Villaluenga Copyright © 2017 Hindawi Publishing Corporation. All rights reserved. This is a special issue published in “BioMed Research International.” All articles are open access articles distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Contents Food Bioactive Compounds against Diseases of the 21st Century 2016 Blanca Hernández-Ledesma, Chia-Chien Hsieh, and Cristina Martínez-Villaluenga Volume 2017, Article ID 1750823, 2 pages Delphinidin-Rich Maqui Berry Extract (Delphinol®) Lowers Fasting and Postprandial Glycemia and Insulinemia in Prediabetic Individuals during Oral Glucose Tolerance Tests Jorge L. Alvarado, Andrés Leschot, Álvaro Olivera-Nappa, Ana-María Salgado, Hernán Rioseco, Carolina Lyon, and Pilar Vigil Volume 2016, Article ID 9070537, 10 pages Food-Derived Natural Compounds for Pain Relief in Neuropathic Pain Eun Yeong Lim and Yun Tai Kim Volume 2016, Article ID 7917528, 12 pages Shrimp Protein Hydrolysate Modulates the Timing of Proinflammatory Macrophages in Bupivacaine-Injured -

Djulis (Chenopodium Formosanum Koidz.) Water Extract and Its Bioactive Components Ameliorate Dermal Damage in UVB-Irradiated Skin Models
Hindawi Publishing Corporation BioMed Research International Volume 2016, Article ID 7368797, 8 pages http://dx.doi.org/10.1155/2016/7368797 Research Article Djulis (Chenopodium formosanum Koidz.) Water Extract and Its Bioactive Components Ameliorate Dermal Damage in UVB-Irradiated Skin Models Yong-Han Hong,1 Ya-Ling Huang,2 Yao-Cheng Liu,2 and Pi-Jen Tsai3 1 Department of Nutrition, I-Shou University, Kaohsiung, Taiwan 2Department of Seafood Science, National Kaohsiung Marine University, Kaohsiung, Taiwan 3Department of Food Science, National Pingtung University of Technology and Science, Pingtung, Taiwan Correspondence should be addressed to Yong-Han Hong; [email protected] Received 12 July 2016; Revised 25 September 2016; Accepted 10 October 2016 Academic Editor: Chia-Chien Hsieh Copyright © 2016 Yong-Han Hong et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Dermal photoaging is a condition of skin suffering inappropriate ultraviolet (UV) exposure and exerts inflammation, tissue alterations, redness, swelling, and uncomfortable feelings. Djulis (Chenopodium formosanum Koidz.) is a cereal food and its antioxidant and pigment constituents may provide skin protection from photoaging, but it still lacks proved experiments. In this study, protective effects of djulis extract (CFE) on UVB-irradiated skin were explored. The results showed that HaCaT cells with 150 g/mL CFE treatment had higher survival and less production of interleukin- (IL-) 6, matrix metalloprotease- (MMP-) 1, and reactive oxygen species (ROS) in UVB-irradiated conditions. Subsequently, in animal studies, mice supplemented with CFE (100 mg/kg BW) were under UVB irradiation and had thinner epidermis and lower IL-6 levels in skin layer. -
Universidad Autónoma De Nuevo León Facultad De Agronomía
UNIVERSIDAD AUTÓNOMA DE NUEVO LEÓN FACULTAD DE AGRONOMÍA TESIS CARACTERIZACIÓN DEL CONTENIDO NUTRICIONAL, COMPUESTOS POLIFENÓLICOS Y CAPACIDAD ANTIOXIDANTE DE MAÍCES PIGMENTADOS (Zea mays L.) NATIVOS DEL SUR DE NUEVO LEÓN PRESENTA PABLO ALAN RODRÍGUEZ SALINAS PARA OBTENER EL GRADO DE DOCTOR EN CIENCIAS AGRÍCOLAS NOVIEMBRE, 2019 UNIVERSIDAD AUTÓNOMA DE NUEVO LEÓN FACULTAD DE AGRONOMÍA TESIS CARACTERIZACIÓN DEL CONTENIDO NUTRICIONAL, COMPUESTOS POLIFENÓLICOS Y CAPACIDAD ANTIOXIDANTE DE MAÍCES PIGMENTADOS (Zea mays L.) NATIVOS DEL SUR DE NUEVO LEÓN PRESENTA PABLO ALAN RODRÍGUEZ SALINAS PARA OBTENER EL GRADO DE DOCTOR EN CIENCIAS AGRÍCOLAS GENERAL ESCOBEDO, NUEVO LEÓN, MÉXICO NOVIEMBRE, 2019 ESTA TESIS FUE REVISADA Y APROBADA POR EL COMITÉ PARTICULAR COMO REQUISITO PARCIAL PARA OBTENER EL GRADO DE DOCTOR EN CIENCIAS AGRÍCOLAS COMITÉ PARTICULAR DEDICATORIA A mi esposa, Angélica A. Benavides Rodríguez e hijos Pablo Rafael Rodríguez Benavides e Izabela Zoe Rodríguez Benavides por su apoyo durante esta etapa de mi vida. A mis padres, Pablo Rodríguez Velázquez y Rosamaría Salinas Benavides por formarme como persona y por su ejemplo de honestidad y trabajo. A mis hermanos y sus familias, Rosa María Rodríguez Salinas, Juan Pablo Rodríguez Salinas y Diana Navarro. A mis compañeros de generación y maestros por todos los momentos vividos en el aula de clase. AGRADECIMIENTOS Quiero expresar mi más sincero agradecimiento al Dr. Guillermo Niño Medina y al Dr. Francisco Zavala García por su ayuda, valiosos consejos y valiosa aportación para la realización de este trabajo. A la Dra. Vania Urías Orona, Dra. Dolores Muy Rangel y Dr. José Basilio Heredia por formar parte del Comité de Tesis y por sus valiosas sugerencias en la revisión del presente trabajo. -
Common Names/Genus Species Report
Common Names/Genus Species Report Common Name Genus/Species Aaron's-rod Verbascum Thapsus Abababite Poulsenia Armata Abata Cola Cola Acuminata Absinthe Artemisia Absinthium Absinthium Artemisia Absinthium Abyssinian-kale Crambe Abyssinica Abyssinian Love Grass Eragrostis Tef Abyssinian Myrrh Commiphora Abyssinica Acerola Malpighia Emarginata Malpighia Glabra Malpighia Punicifolia Achacha Garcinia Humilis Acorus Acorus Calamus Adam's-needle Yucca Filamentosa Adder's Fern Polypodium Vulgare Adder's-tongue Ophioglossum Vulgatum Adenophora Adenophora Stricta Adlay Millet Coix Lacryma-Jobi Adzuki-bean Phaseolus Angularis Vigna Angularis African Arrowroot Canna Indica African Bowstring-hemp Sansevieria Trifasciata African Boxwood Myrsine Africana African Copaiba Balsamtree Daniellia Oliveri African Coralwood Pterocarpus Soyauxii African Cucumber Momordica Charantia African Ebony Diospyros Mespiliformis African Elemi Boswellia Frereana Thursday, January 12, 2017 Page 1 of 221 Common Names/Genus Species Report Common Name Genus/Species African Fodder Cane Saccharum Spontaneum African Marigold Tagetes Erecta African Myrrh Commiphora Myrrha African Oil Palm Elaeis Guineensis African Padauk Pterocarpus Soyauxii African Plum Prunus Africana African Potato Hypoxis Hemerocallidea African-spinach Amaranthus Cruentus African-tuliptree Spathodea Campanulata African-walnut Plukenetia Volubilis African Wild Mango Irvingia Gabonensis Agar Gelidium Cartilagineum Agar-agar Gelidium Amansii Gelidium Cartilagineum Agarwood Aquilaria Malaccensis Ageratum Ageratum -
Betalains, Polyacetylenes and Tocols As Biocompounactives: a Concise Review for Enriching the Bioactivity
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/274192801 Betalains, Polyacetylenes and Tocols as Biocompounactives: A Concise Review for Enriching the Bioactivity... Article · June 2014 DOI: 10.11648/j.ijnfs.20140304.11 CITATIONS READS 5 252 6 authors, including: Guaadaoui Abdelkarim Noureddine Boukhatem Université Mohammed Premier Université Mohammed Premier 14 PUBLICATIONS 37 CITATIONS 28 PUBLICATIONS 218 CITATIONS SEE PROFILE SEE PROFILE Some of the authors of this publication are also working on these related projects: Cell and organ drug targeting View project Cell and organ drug targeting View project All content following this page was uploaded by Guaadaoui Abdelkarim on 29 March 2015. The user has requested enhancement of the downloaded file. All in-text references underlined in blue are linked to publications on ResearchGate, letting you access and read them immediately. International Journal of Nutrition and Food Sciences 2014; 3(4): 230-237 Published online June 20, 2014 (http://www.sciencepublishinggroup.com/j/ijnfs) doi: 10.11648/j.ijnfs.20140304.11 Betalains, polyacetylenes and tocols as biocompounactives: A concise review for enriching the bioactivity concept Abdelkarim GUAADAOUI 1, Rafik SADDIK 2, Abderahime BOUALI 1, Noureddine BOUKHATEM 1, Nour Eddine BENCHAT 2, Abdellah HAMAL 1 1Département de Biologie, Laboratoire de Génétique & Biotechnologie (LGB), Faculté des Sciences – Oujda (FSO), Université Mohammed Premier – Oujda. BP 60000 – Morocco 2Département de Chimie, Laboratoire de Chimie Appliquée & Environnement (LCAE), Faculté des Sciences – Oujda (FSO), Université Mohammed Premier – Oujda. BP 60000 – Morocco Email address: [email protected] (A. GUAADAOUI) To cite this article: Abdelkarim GUAADAOUI, Rafik SADDIK, Abderahime BOUALI, Noureddine BOUKHATEM, Nour Eddine BENCHAT, Abdellah HAMAL.