SW EMEA Royal Albert Bridge Cs UK V9.Indd
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Saltash Floating Bridge Saltash Passage and D-Day, 6 June 1944
SALTASH PASSAGE altash Passage and nearby Little Ash were once part of Cornwall – although they have both always been Saltash Floating Bridge within the Devonshire parish of St Budeaux. For over 600 years there was an important ferry crossing here, The Royal Albert Bridge Devon born civil engineer James Meadows Rendel moved to Plymouth in the Sto Saltash. A major problem in taking the steam railway west from Plymouth and on into early 1820s. His Saltash Floating Bridge was Plymouth-built and entered service From 1851, and for 110 years, the Saltash Ferry was served by a powered floating bridge or chain ferry. Saltash Cornwall was crossing the River Tamar. In 1848, Isambard Kingdom Brunel in early 1833. The machinery was in the middle, with a deck either side for foot proposed a viaduct at Saltash, where the river is just 335 metres (1,100ft) wide. passengers, horses and livestock, or up to four carriages. Because of the strong Corporation held the ferry rights for much of that time. There were seven floating bridges in total and the last The final agreed design was for a wrought iron, bow string suspension bridge; current, the fixed chain and ferry crossed the river at an angle. Rendel’s Saltash ferry crossed here in October 1961. part arched bridge, part suspension bridge – with the roadway suspended from Ferry was pioneering but unreliable. It was withdrawn in months and the old The Saltash Viaduct is better known as the Royal Albert Bridge. It was designed by Isambard Kingdom Brunel in two self-supporting tubular trusses. -

Brunel : the Man Who Built the World Pdf, Epub, Ebook
BRUNEL : THE MAN WHO BUILT THE WORLD PDF, EPUB, EBOOK Steven Brindle | 208 pages | 20 Apr 2021 | Orion Publishing Co | 9780753821251 | English | London, United Kingdom Brunel : The Man Who Built the World PDF Book The West End Museum. The Importance of Being Earnest. Bibliografische Informationen. Branch Home. After a hard day spent in preparing and delivering evidence, and a hasty dinner, he would attend consultations till a late hour; and then, secure against interruption, sit down to his papers, and draw specifications, write letters or reports, or make calculations all through the night. The patented system came from shipbuilders and engineers Joseph and Jacob Samuda who, along with gas engineer Samuel Clegg, were able to produce encouraging tests in London. At just over 5ft 1. The title, at first, seems impossibly hyperbolic, because it is: Isambard Kingdom Brunel did not, in fact, build the world. When he returned to England his father was working on an ambitious project to build a tunnel under the River Thames and Brunel joined him as his apprentice. Brunel took up the call and constructed a wooden and canvas pre-fabricated hospital that so greatly improved sanitary conditions that deaths were said to have fallen by ten times the usual amount. Hawking's warnings: What he predicted for the future. Although the son was never knighted, the father became Sir Marc in He desperately sought affirmation through his work, craving public approval rather than fame. In his talk, Robert Hulse will examine Brunel as not only as visionary engineer, but also as showman. Having read the book I have concluded that Brunel was a genius and I do not use that word lightly. -

Educational Boat Trips Around Plymouth Sound, River Tamar And
HORIZONS Children’s Sailing Charity Telephone 01752 605800 5 Richmond Walk email : [email protected] Devonport www.horizonsplymouth.org Plymouth PL1 4LL Educational Boat Trips around Plymouth Sound, River Tamar and Royal Dockyard. HORIZONS (Plymouth) is a charitable company limited by guarantee. Company Number: 4592593 Charity Number: 1096256, Registered Office: 5 Richmond Walk, Devonport, Plymouth PL1 4LL Educational Boat Trips Order of pages Front Cover Green Route Orange Route Yellow Route Blue Route Red Route q x y-z u w p v o s t q n r m l r p k o n m j k l l i j g h i c i h e-f d a b e f d g c b a Horizons Children’s Sailing Charity (Educational boat trips Green Route) The county boroughs of Plymouth and Devonport, and the urban district of East Stonehouse were merged in 1914 to form the single county borough of Plymouth – collectively referred to as The Three Towns. Mayflower Marina (Start) a,Ocean Quay At around 1877 a rail good shed was erected at friary leading to a goods line established beyond Devonport and Stonehouse to Ocean Quay. A few years after this in 1890 the quay was improved to take passengers. The idea was that Liner passengers would land by tender and be whisked to London and get there well in advance of those that stayed onboard and alighted at Southampton. There was then competition by the London and South Western Railway (LSWR) picking up from Ocean Quay with Brunel’s Great Western Railway (GWR) from Millbay. -

TWJ 138 AA SCHOOLS ISAMBARD.Indd
Junior SCHOOLS All about Isambard Kingdom Brunel All about Isambard Kingdom Brunel Record-breaking ships Brunel: engineer, entrepreneur and designer Brunel’s SS It is 175 years since Brunel’s SS Great Great Eastern. You can visit Britain was launched in Bristol. the SS Great EARLY n 19 July 1843, the SS Great Britain was Britain in STARTER Bristol. Olaunched in Bristol. At 98 metres long, it was the Isambard Kingdom Brunel largest ship in the world at the time. This magnifi cent would o en get up at 3am creation was the work of Isambard Kingdom Brunel, to take a horse-drawn a 19th-century engineer who designed ships, stagecoach to work. Before the SS Great Britain, Brunel had already bridges, tunnels and railway lines. designed the SS Great Western, which The SS Great Britain is said to have set the launched in 1837. It was the fi rst steam- standards for the design of modern ships, shaping the powered ship to regularly cross the Atlantic future of passenger travel on a large scale –it could Ocean, travelling on its fi rst voyage from carry hundreds of people over great distances. In Bristol to New York in 15 days – half the time it 1874 it took travellers to Australia, on a journey that took sailing ships to make the same crossing. took about 60 days. It remained in service until 1933. In 1858, 15 years after SS Great Britain was The ship eventually returned to Bristol on 19 July launched, Brunel’s SS Great Eastern took to the 1970, 127 years to the day after it was launched. -

Book of Wonder, Where We Have Found Even More Quirky and Fascinating Facts About Our Amazing Waterfront City, As Well As Refreshing Some of Our Original Ones
PLYMOUTH’S OVER 100 AMAZING FACTS SECOND EDITION Welcome to the second edition of the Plymouth Book of Wonder, where we have found even more quirky and fascinating facts about our amazing waterfront city, as well as refreshing some of our original ones. The book continues to give you a flavour of what makes Plymouth the vibrant, creative and exciting ocean city that it is today. Plymouth is an ambitious city with huge growth potential and is undergoing exciting changes, with many more on the horizon. We have already seen the transformation of Millbay and Royal William Yard, now a cultural hotspot for restaurants, art galleries and events. It’s this creativity and vibrancy, along with our spectacular waterfront location and rich heritage that provides such a fantastic quality of life, making Plymouth, Britain’s Ocean City the perfect location to live, work and invest. To find out more about business opportunities in Plymouth, contact the Enterprise and Inward Investment team on: T +44 1752 307360 E [email protected] W investinplymouth.co.uk @investplymouth We gratefully acknowledge the support from all the businesses and organisations that have helped us by providing images and information for this guide, with special thanks to the Plymouth City Museum and Art Gallery and Corporate Communications Department. Every care has been taken to ensure the information contained in this publication is correct at time of printing; however Plymouth City Council cannot be held responsible for any errors, omissions or actions being taken on reliance -
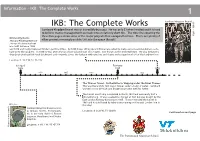
IKB: the Complete Works 1
Information - IKB: The Complete Works 1 Isambard Kingdom Brunel ( 1 8 0 IKB: The Complete Works 6 - Isambard Kingdom Brunel was an incredibly busy guy. He was only 53 when he died and it is hard 1 8 5 to believe that he managed to fit so much into a relatively short life. The time line covering the 9 these two pages shows some of the major projects that occupied his time. There are plenty of ) Bristol City Docks. Jessops Floating Harbour other projects we simply couldn’t fit into the space though! Jessops Floating Harbour was built between 1804 and 1810 and vastly improved Bristol’s port facilities. By 1830 it was silting up and Brunel was asked to make some recommendations as to how to fix the problem. In 1833 he was given the go ahead to build four sluice gates, now known as the Underfall Dam. He also designed a drag-boat which pulled itself backwards and forwards across the harbour with winches and chains and scraped mud off of the harbour floor. Location: 2°36.2’W; 51°26.9’N 9th April February 1806 1825 1833 1810 1815 1820 1830 The Thames Tunnel. Rotherhithe to Wapping under the River Thames This was the world’s first major tunnel under a body of water. Isambard worked on this difficult and dangerous project with his father. The tunnel was finally completed in March 1843 and was nearly half a kilometre long. It was a pedestrian tunnel at first but was bought by the East London Railway Company in 1865. -

The Geology of the Country Around Plymouth & Liskeard
v_ fyxmll Hmvmitg |fib»g BOUGHT WITH THE INCOME FROM THE SAGE ENDOWMENT FUND THE GIFT OF Henrg W. Sage 1891 ftj.Qi>.7a8: fflmtf/& 3777 Cornell University Library QE 262.P73U87 1907 The geology of the country around Plymou 3 1924 004 552 067 Cornell University Library The original of this book is in the Cornell University Library. There are no known copyright restrictions in the United States on the use of the text. http://www.archive.org/details/cu31924004552067 MEMomS OF THE GEOLOGICAL SURVEY. ENGLAND AND WALES. EXPLANATION OF SHEET 348. THE GEOLOGY OF THE COUNTKY AROUND PLYMOUTH & L1SKEAKD. BY W A. E. USSHER, F.G.S. WITH NOTES ON THE PETROLOGY OF THE IGNEOUS ROCKS BY J. S. PLETT, M.A. D.Sc. PUBLISHED BY ORDER OF THE LORDS COMMISSIOHEES OF HIS MAJESTY'S TREASURY. LONDON: PRINTED FOR HIS MAJESTY'S STATIONERY OFFICE BY WYMAN & SONS, LIMITED, FETTER LANE, E.O. And to be purchased from E. STANFORD, 12, 13 and 14, Long Acre, London ; Ltd., W. & A. K. JOHNSTON, 2, St. Andrew Square, Edinburgh ; , HODGES, FIGGIS & Co., Grafton Street, Dublin. From any Agent for the sale of Ordnance Survey Maps ; or through any Bookseller from the Ordnance Survey Office, Southampton. 1907. Price 3s. .. ; LIST OF MAPS, SECTIONS, AND MEMOIRS OF THE GEOLOGICAL SURVEY OF ENGLAND AND WALES, AND MUSEUM OF PRACTICAL GEOLOGY. J. J. H. TEALL, M.A., D.Sc, F.R.S., Director of the Geological Survey and Museum, Jermyn Street, London, S.W. The Maps and Memoirs are now issued by the Ordnance Survey. -

View in PDF Format
Volume 5, Number 2 July 2018 From the Director’s Desk Dear Bridge Enthusiasts, In This Issue: Our newsletter editor, Nathan Holth, recently had the opportunity to do a bridge tour in England, Wales, and Scotland. This issue of the Historic Bridge From the Director’s Desk Bulletin highlights five bridges he visited and provides an opportunity to learn about how the history, design, and maintenance of British bridges differs in Royal Albert Bridge: Achieving a 100 comparison to historic bridges in the United States. Year Service Life Please visit page 11 of the newsletter and learn Connel Bridge: Scotland’s Less about Historic Bridge Finder, our historic bridge app. Famous Cantilever Bridge Although the app is a work in progress, there are over 5,000 bridges included with many entries for bridges in Michigan, Pennsylvania, Indiana, Ohio, and the In The Shadow of Castle Conwy: Bay Area of California as well as several major cities Three Bridges including Chicago, Kansas City, and Minneapolis/ St. Paul. The Canadian province of Ontario including Introducing the Historic Bridge the city of Toronto is also covered. We appreciate Foundation’s Bridge App: Historic comments and suggestions as we continue to develop Bridge Finder a great tool for bridge hunters throughout North America. Kitty Henderson Executive Director The Gauxholme Viaduct in England is an unusual cast iron arch bridge that was completed in 1840. It features a skewed span of 102 feet and had load-bearing girders added in 1906. Photo by Nathan Holth. 1 Royal Albert Bridge Achieving a 160 Year Service Life A quick search on Google for “100 Year Bridge Life” returns a number of results from researchers, departments of transportation and other sources as engineers try to find ways to make bridges built today last longer. -

Other Civil Engineering Applications
OTHER CIVIL ENGINEERING APPLICATIONS The use of iron in foundations Introduction Once cast iron had been established as a useful and practical structural material in the late eighteenth century, it was only going to be a question of time before an enterprising ironmaster, engineer or architect considered its application for substructures. Timber piles and platforms in combination with masonry were the traditional foundation materials, although other expedients such as rammed chalk and fascines had been employed, and in the early nineteenth century concrete began to be used . (Chrimes, 1996; Kerisel, 1956; 1985). Iron itself had been used for specialist applications such as rock foundations (below) and for pile shoes. The application of iron to foundations was a specialist area and even when iron was employed in superstructures, whether bridges, iron frames or roofs, its performance was generally governed by that of substructures built using traditional methods and materials. While the Leaning Tower of Pisa provides an enduring monument to the foundation problems faced by past generations, and towers in Bologna show similar signs of distress, others towers having collapsed completely, mediaeval and renaissance master builders were capable of erecting enduring structures on a scale not regularly surpassed before the twentieth century. The gothic cathedral is perhaps the most spectacular example, but in northern Italy and the Low Countries large civic buildings were erected, while military engineers designed successive generations of fortifications. More the province of the civil engineer were the hydraulic structures erected on the rivers and canals of the Netherlands and Lombardy from the fourteenth century onwards, using timber for bearing and sheet piles, lock walls, gates and floors, in combination with masonry and (pozzolanic) mortars. -

RYA Guide to the River Tamar - Plymouth
www.rya.org.uk RYA Guide to the River Tamar - Plymouth The Tamar River has been the official border between Devon and Cornwall since Saxon times. It was a vital trade link for the mining industry and agriculture, taking resource from the valley slopes and transporting it to Plymouth and beyond. The Tamar Valley is rich in beauty and history, possessing some of the finest scenery in the West Country and is designated as an Area of Outstanding Natural Beauty. To the curious mariner, it offers unparalleled beauty. Quiet anchorages, hidden ports and historic houses are all waiting to be discovered either for an overnight stop or to visit on the tide. The Tamar Bridge Cruising past the Plymouth dockyards our journey starts at the Tamar Bridge, which connects Plymouth in Devon to Saltash in Cornwall. Royal Albert and Tamar Bridges joining Devon and Cornwall (Chart point 1) The bridge was completed in 1961 and at the time was the longest span bridge in England. Just downstream of the Tamar Bridge is the Royal Albert Bridge, Isambard Kingdom Brunel’s famous railway bridge completed in 1859. RYA copyright 2010 1 www.rya.org.uk Saltash Sir Francis Drake had strong connections with Saltash, his wife Mary Newman was a local girl and he used the port facilities to unload some of the Spanish treasure ships of their cargo. Saltash and the unmistakable ‘Union Inn’ nestling under the bridges on the Cornish side of the Tamar (Chart point 2) Upstream of the bridges, the pontoon off Saltash Jubilee Green is available for visiting boats up to 10m, with no charge for a short stay. -

2311 I Brunel.Qxd
LOCAL STUDIES EDUCATION SERIES ISAMBARD KINGDOM BRUNEL THE LITTLE GIANT (1806 - 1859) Isambard Kingdom Brunel earned a reputation as Britain’s greatest engineer during the Industrial Revolution. He built some of the world’s finest bridges, tunnels, ships and railways. Amongst his finest achievements was the design of ocean-going vessels Great Britain and Great Eastern; the architectural splendour of Paddington Railway Station; the Clifton Suspension Bridge spanning the Avon Gorge at Bristol and the Royal Albert Bridge at Saltash, designed to carry trains across the River Tamar. ISAMBARD THE LITTLE GIANT (1806 - 1859) Born in Portsmouth, the son of a famous During the last years of his life, he French engineer, Isambard went to work spent many summers staying in a rented for his father after completing his villa at Watcombe. He involved himself education. At the age of 26 he was in local affairs and in 1854 spoke on appointed Engineer to the newly formed behalf of the neighbourhood in the Great Western Railway supervising the House of Lords, successfully construction of the London to Bristol overturning a decision to build a Gas line which opened in 1841. After Works on Babbacombe Beach. Brunel’s extending the line from Bristol to premature death at the age of 53 Exeter, he then undertook the building prevented him from retiring to Torquay of the South Devon Railway from where he had designed a house for his Exeter to Torquay. Whilst working in Watcombe estate. Brunel was not very the area, he bought some land with tall and admirers of his great engineering a magnificient sea view at Watcombe. -
Isambard Kingdom Brunel Overview of Talk
INCOSE at Network Rail - Talk IKB - Engineering Genius or ‘just’ a by F Schmid for I K Brunel 201 Great Systems Engineer 6 June 2007 Genius or Great Systems Engineer? Isambard Kingdom Brunel Dr. Felix Schmid Civil Engineering, University of Birmingham I K Brunel 201, INCOSE, London, 2007-06-06 F. Schmid I K Brunel 201 – INCOSE, London Overview of Talk • Era of Marc Brunel and Isambard Kingdom Brunel; • Background to the Brunel family; • Trials and tribulations of Marc Isambard Brunel; • The Thames Tunnel; • Clifton suspension bridge for Bristol; • The Great Western Railway and Saltash Bridge; • A hospital for the Crimea; • The Great Western Steamship Company • The Great Britain; • The Great Eastern and calamity. Slide No: 2 Page 1 INCOSE at Network Rail - Talk IKB - Engineering Genius or ‘just’ a by F Schmid for I K Brunel 201 Great Systems Engineer 6 June 2007 F. Schmid I K Brunel 201 – INCOSE, London Where did it start? th James Brindley, Canal Engineer • 18 century created ‘the engineer’ in both France and Britain; • France developed the famous ‘ingenieur’, designer of roads and war machines, with an academic education; • Britain’s industrial revolution resulted ‘the engineer’ as the person who learnt his trade and then moved up the hierarchy; • BUT: Great engineers were essential for both nations. Slide No: 3 F. Schmid I K Brunel 201 – INCOSE, London Transport Revolution in Britain ca. 1770 • Roads improved by turn-pike companies: – Capital investment into infrastructure as viable opportunity; – Salt-route from Cheshire to Sheffield: first Mam Tor road. • Journey time and cost reductions thanks to better roads: – Huge journey time reductions between cities (50% 1770-1830); – General journey time reduction of 80% between 1750 and 1830; – 1750s London to Edinburgh in summer: 10days by horse; – Stage-coach London to Edinburgh in 1836: 45hours; – Between 1790 and 1830: 8-fold increase in departures and 15-fold increase in people carried (outside-class, see Thomas Hardy).