Magnetic Cores
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Powder Material for Inductor Cores Evaluation of MPP, Sendust and High flux Core Characteristics Master of Science Thesis
Powder Material for Inductor Cores Evaluation of MPP, Sendust and High flux core characteristics Master of Science Thesis JOHAN KINDMARK FREDRIK ROSEN´ Department of Energy and Environment Division of Electric Power Engineering CHALMERS UNIVERSITY OF TECHNOLOGY G¨oteborg, Sweden 2013 Powder Material for Inductor Cores Evaluation of MPP, Sendust and High flux core characteristics JOHAN KINDMARK FREDRIK ROSEN´ Department of Energy and Environment Division of Electric Power Engineering CHALMERS UNIVERSITY OF TECHNOLOGY G¨oteborg, Sweden 2013 Powder Material for Inductor Cores Evaluation of MPP, Sendust and High flux core characteristics JOHAN KINDMARK FREDRIK ROSEN´ c JOHAN KINDMARK FREDRIK ROSEN,´ 2013. Department of Energy and Environment Division of Electric Power Engineering Chalmers University of Technology SE–412 96 G¨oteborg Sweden Telephone +46 (0)31–772 1000 Chalmers Bibliotek, Reproservice G¨oteborg, Sweden 2013 Powder Material for Inductor Cores Evaluation of MPP, Sendust and High flux core characteristics JOHAN KINDMARK FREDRIK ROSEN´ Department of Energy and Environment Division of Electric Power Engineering Chalmers University of Technology Abstract The aim of this thesis was to investigate the performanceof alternative powder materials and compare these with conventional iron and ferrite cores when used as inductors. Permeability measurements were per- formed where both DC-bias and frequency were swept, the inductors were put into a small buck converter where the overall efficiency was measured. The BH-curve characteristics and core loss of the materials were also investigated. The materials showed good performance compared to the iron and ferrite cores. High flux had the best DC-bias characteristics while Sendust had the best performance when it came to higher fre- quencies and MPP had the lowest core losses. -

Magnetics Design for Switching Power Supplies Lloydh
Magnetics Design for Switching Power Supplies LloydH. Dixon Section 1 Introduction Experienced SwitchMode Power Supply design- ers know that SMPS success or failure depends heav- ily on the proper design and implementation of the magnetic components. Parasitic elements inherent in high frequency transformers or inductors cause a va- riety of circuit problems including: high losses, high voltage spikes necessitating snubbers or clamps, poor cross regulation between multiple outputs, noise cou- pling to input or output, restricted duty cycle range, Figure 1-1 Transformer Equivalent Circuit etc. Figure I represents a simplified equivalent circuit of a two-output forward converter power transformer, optimized design, (3) Collaborate effectively with showing leakage inductances, core characteristics experts in magnetics design, and possibly (4) Become including mutual inductance, dc hysteresis and satu- a "magnetics expert" in his own right. ration, core eddy current loss resistance, and winding Obstacles to learning magnetics design distributed capacitance, all of which affect SMPS In addition to the lack of instruction in practical performance. magnetics mentioned above, there are several other With rare exception, schools of engineering pro- problems that make it difficult for the SMPS designer vide very little instruction in practical magnetics rele- to feel "at home" in the magnetics realm: vant to switching power supply applications. As a .Archaic concepts and practices. Our great- result, magnetic component design is usually dele- grandparents probably had a better understanding gated to a self-taught expert in this "black art". There of practical magnetics than we do today. Unfor- are many aspects in the design of practical, manu- tunately, in an era when computation was diffi- facturable, low cost magnetic devices that unques- cult, our ancestors developed concepts intended tionably benefit from years of experience in this field. -

Electromagnets and Their Applications
International Journal of Industrial Electronics and Electrical Engineering, ISSN(p): 2347-6982, ISSN(e): 2349-204X Volume-5, Issue-8, Aug.-2017, http://iraj.in ELECTROMAGNETS AND THEIR APPLICATIONS SHAHINKARIMAGHAIE Bachelor of Electrical Engineering, Yazd Branch, Islamic Azad University, Yazd, Iran E-mail: [email protected] Abstract- Electric current flowing through a wire wound around an iron nail creates a magnetic field, which caused an iron nail to become a temporary magnet. The nail can then be used to pick up paper clips. When the electric current is cut off, the nail loses its magnetic property and the paper clips fall off. The students will make an elecromagnet that will attract a paper clip. They will then increase the strength of an electromagnet(improve on their initial design) so that it will attract an increased number of paper clips. The participants will also compare the properties of magnets and electromagnets. However, unlike a permanent magnet that needs no power, an electromagnet requires a continuous supply of current to maintain the magnetic field. Electromagnets are widely used as components of other electrical devices, such as motors. Electromagnets are also employed in industry for picking up and moving heavy iron objects such as scrap iron and steel. We will investigate engineering and industrial applications of the case study. Keywords- Electromagnet, Application, Engineering. I. INTRODUCTION William Sturgeon. If you have ever played with a really powerful magnet, you have probably noticed Electromagnet, device in which magnetism is one problem. You have to be pretty strong to separate produced by an electric current. Any electric current the magnets again! Today, we have many uses for produces a magnetic field, but the field near an powerful magnets, but they wouldn’t be any good to ordinary straight conductor is rarely strong enough to us if we were not able to make them release the be of practical use. -

Effective Permeability of Multi Air Gap Ferrite Core 3-Phase
energies Article Effective Permeability of Multi Air Gap Ferrite Core 3-Phase Medium Frequency Transformer in Isolated DC-DC Converters Piotr Dworakowski 1,* , Andrzej Wilk 2 , Michal Michna 2 , Bruno Lefebvre 1, Fabien Sixdenier 3 and Michel Mermet-Guyennet 1 1 Power Electronics & Converters, SuperGrid Institute, 69100 Villeurbanne, France; [email protected] (B.L.); [email protected] (M.M.-G.) 2 Faculty of Electrical and Control Engineering, Gda´nskUniversity of Technology, 80-233 Gdansk, Poland; [email protected] (A.W.); [email protected] (M.M.) 3 Univ Lyon, Université Claude Bernard Lyon 1, INSA Lyon, ECLyon, CNRS, Ampère, 69100 Villeurbanne, France; [email protected] * Correspondence: [email protected] Received: 4 February 2020; Accepted: 11 March 2020; Published: 14 March 2020 Abstract: The magnetizing inductance of the medium frequency transformer (MFT) impacts the performance of the isolated dc-dc power converters. The ferrite material is considered for high power transformers but it requires an assembly of type “I” cores resulting in a multi air gap structure of the magnetic core. The authors claim that the multiple air gaps are randomly distributed and that the average air gap length is unpredictable at the industrial design stage. As a consequence, the required effective magnetic permeability and the magnetizing inductance are difficult to achieve within reasonable error margins. This article presents the measurements of the equivalent B(H) and the equivalent magnetic permeability of two three-phase MFT prototypes. The measured equivalent B(H) is used in an FEM simulation and compared against a no load test of a 100 kW isolated dc-dc converter showing a good fit within a 10% error. -

Magnetics in Switched-Mode Power Supplies Agenda
Magnetics in Switched-Mode Power Supplies Agenda • Block Diagram of a Typical AC-DC Power Supply • Key Magnetic Elements in a Power Supply • Review of Magnetic Concepts • Magnetic Materials • Inductors and Transformers 2 Block Diagram of an AC-DC Power Supply Input AC Rectifier PFC Input Filter Power Trans- Output DC Outputs Stage former Circuits (to loads) 3 Functional Block Diagram Input Filter Rectifier PFC L + Bus G PFC Control + Bus N Return Power StageXfmr Output Circuits + 12 V, 3 A - + Bus + 5 V, 10 A - PWM Control + 3.3 V, 5 A + Bus Return - Mag Amp Reset 4 Transformer Xfmr CR2 L3a + C5 12 V, 3 A CR3 - CR4 L3b + Bus + C6 5 V, 10 A CR5 Q2 - + Bus Return • In forward converters, as in most topologies, the transformer simply transmits energy from primary to secondary, with no intent of energy storage. • Core area must support the flux, and window area must accommodate the current. => Area product. 4 3 ⎛ PO ⎞ 4 AP = Aw Ae = ⎜ ⎟ cm ⎝ K ⋅ΔB ⋅ f ⎠ 5 Output Circuits • Popular configuration for these CR2 L3a voltages---two secondaries, with + From 12 V 12 V, 3 A a lower voltage output derived secondary CR3 C5 - from the 5 V output using a mag CR4 L3b + amp postregulator. From 5 V 5 V, 10 A secondary CR5 C6 - CR6 L4 SR1 + 3.3 V, 5 A CR8 CR7 C7 - Mag Amp Reset • Feedback to primary PWM is usually from the 5 V output, leaving the +12 V output quasi-regulated. 6 Transformer (cont’d) • Note the polarity dots. Xfmr CR2 L3a – Outputs conduct while Q2 is on. -
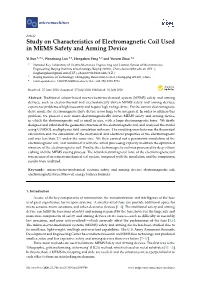
Study on Characteristics of Electromagnetic Coil Used in MEMS Safety and Arming Device
micromachines Article Study on Characteristics of Electromagnetic Coil Used in MEMS Safety and Arming Device Yi Sun 1,2,*, Wenzhong Lou 1,2, Hengzhen Feng 1,2 and Yuecen Zhao 1,2 1 National Key Laboratory of Electro-Mechanics Engineering and Control, School of Mechatronical Engineering, Beijing Institute of technology, Beijing 100081, China; [email protected] (W.L.); [email protected] (H.F.); [email protected] (Y.Z.) 2 Beijing Institute of Technology, Chongqing Innovation Center, Chongqing 401120, China * Correspondence: [email protected]; Tel.: +86-158-3378-5736 Received: 27 June 2020; Accepted: 27 July 2020; Published: 31 July 2020 Abstract: Traditional silicon-based micro-electro-mechanical system (MEMS) safety and arming devices, such as electro-thermal and electrostatically driven MEMS safety and arming devices, experience problems of high insecurity and require high voltage drive. For the current electromagnetic drive mode, the electromagnetic drive device is too large to be integrated. In order to address this problem, we present a new micro electromagnetically driven MEMS safety and arming device, in which the electromagnetic coil is small in size, with a large electromagnetic force. We firstly designed and calculated the geometric structure of the electromagnetic coil, and analyzed the model using COMSOL multiphysics field simulation software. The resulting error between the theoretical calculation and the simulation of the mechanical and electrical properties of the electromagnetic coil was less than 2% under the same size. We then carried out a parametric simulation of the electromagnetic coil, and combined it with the actual processing capacity to obtain the optimized structure of the electromagnetic coil. -
![IS 649 (1997): Methods for Testing Steel Sheets for Magnetic Circuits of Power Electrical Apparatus [MTD 4: Wrought Steel Products]](https://docslib.b-cdn.net/cover/1573/is-649-1997-methods-for-testing-steel-sheets-for-magnetic-circuits-of-power-electrical-apparatus-mtd-4-wrought-steel-products-961573.webp)
IS 649 (1997): Methods for Testing Steel Sheets for Magnetic Circuits of Power Electrical Apparatus [MTD 4: Wrought Steel Products]
इंटरनेट मानक Disclosure to Promote the Right To Information Whereas the Parliament of India has set out to provide a practical regime of right to information for citizens to secure access to information under the control of public authorities, in order to promote transparency and accountability in the working of every public authority, and whereas the attached publication of the Bureau of Indian Standards is of particular interest to the public, particularly disadvantaged communities and those engaged in the pursuit of education and knowledge, the attached public safety standard is made available to promote the timely dissemination of this information in an accurate manner to the public. “जान का अधकार, जी का अधकार” “परा को छोड न 5 तरफ” Mazdoor Kisan Shakti Sangathan Jawaharlal Nehru “The Right to Information, The Right to Live” “Step Out From the Old to the New” IS 649 (1997): Methods for testing steel sheets for magnetic circuits of power electrical apparatus [MTD 4: Wrought Steel Products] “ान $ एक न भारत का नमण” Satyanarayan Gangaram Pitroda “Invent a New India Using Knowledge” “ान एक ऐसा खजाना > जो कभी चराया नह जा सकताह ै”ै Bhartṛhari—Nītiśatakam “Knowledge is such a treasure which cannot be stolen” IS 649 : 1997 METHODS OF TESTING STEEL SHEETS FOR MAGNETIC CIRCUITS OF POWER ELECTRICAL APPARATUS ( Secod Revision, ) ICS 77.1403); 77.IJO.W; 2O.O-K~.10 BUREAU OF INDIAN STANDARDS h4ANAK BIHAVAN, 9 BAHADUR SHAIH ZAFAR h4ARC; NEW DELHI 1 10002 l’rice Croup 1 1 Wrought Steel Products Sectional Committee MTD 4 FOREWORD This Indian Standard (Second Revision) was adopted by the Bureau of Indian Standards, after the draft finalized by the Wrought Steel Products Sectional Committee had been approved by the Metallurgical Engineering Division Council. -

MT Series High-Power Floor-Standing Programmable DC Power Supply • Expandable Into the Multi-Megawatts
MT Series High-Power Floor-Standing Programmable DC Power Supply • Expandable into the Multi-Megawatts Overview Magna-Power Electronics MT Series uses the same reliable current-fed power processing technology and controls as the rest of the MagnaDC programmable power supply product line, but with larger high-power modules: individual 100 kW, 150 kW and 250 kW power supplies. The high-frequency IGBT-based MT Series units are among the largest standard switched-mode power supplies on the market, minimizing the number of switching components when comparing to smaller module sizes. Scaling in the multi-megawatts is accomplished using the UID47 device, which provides master-slave control: one power supply takes command over the remaining units, for true system operation. As an added 100 kW and 150 kW Models 250 kW Models safety measure, all MT Series units include an input AC breaker rated for full power. 250 kW modules come standard with an embedded 12-pulse harmonic neutralizer, Models ensuring low total harmonic distortion (THD). 2 2 2 Even higher quality AC waveforms are available 100 kW 150 kW 250 kW 500 kW 750 kW 1000 kW with an external additional 500 kW 24-pulse 1 or 1000 kW 48-pulse harmonic neutralizers, Max Voltage Max Current Ripple Efficiency designed and manufactured exclusively by (Vdc) (Adc) (mVrms) Magna-Power for its MT Series products. 16 6000 N/A N/A N/A N/A N/A 35 90 20 5000 N/A N/A N/A N/A N/A 40 90 25 N/A 6000 N/A N/A N/A N/A 40 90 32 3000 4500 N/A N/A N/A N/A 40 90 40 2500 3750 6000 12000 18000 24000 40 91 50 2000 3000 5000 10000 15000 20000 50 91 MT Series Model Ordering Guide 60 1660 2500 4160 8320 12480 16640 60 91 80 1250 1850 3000 6000 9000 12000 60 91 There are 72 different models in the MT Series spanning power levels: 100 kW, 150 kW, 250 kW. -
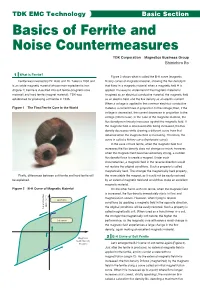
Basics of Ferrite and Noise Countermeasures TDK Corporation Magnetics Business Group Shinichiro Ito
TDK EMC Technology Basic Section Basics of Ferrite and Noise Countermeasures TDK Corporation Magnetics Business Group Shinichiro Ito What is Ferrite? 1 Figure 2 shows what is called the B-H curve (magnetic Ferrite was invented by Dr. Kato and Dr. Takei in 1930 and history curve) of magnetic material, showing the flux density B is an oxide magnetic material whose main ingredient is iron that flows in a magnetic material when a magnetic field H is (Figure 1) Ferrite is classified into soft ferrite (magnetic core applied. It is easy to understand if the magnetic material is material) and hard ferrite (magnet material). TDK was imagined as an electrical conductive material, the magnetic field established for producing soft ferrite in 1935. as an electric field, and the flux density as an electric current. When a voltage is applied to the common electrical conductive Figure 1 The First Ferrite Core in the World material, a current flows in proportion to the voltage; then, if the voltage is decreased, the current decreases in proportion to the voltage (Ohm’s Law). In the case of the magnetic material, the flux density non-linearly increases against the magnetic field. If the magnetic field is decreased after being increased, the flux density decreases while drawing a different curve from that obtained when the magnetic field is increasing. Therefore, the curve is called a history curve (hysteresis curve). In the case of hard ferrite, when the magnetic field first increases the flux density does not change so much, however, when the magnetic field becomes extremely strong, a sudden flux density flows to create a magnet. -
Magnetic Cores for Switching Power Supplies INTRODUCTION the Advantages of Switching Power Supplies (SPS) Are Well Documented
® Division of Spang & Company Magnetic Cores For Switching Power Supplies INTRODUCTION The advantages of switching power supplies (SPS) are well documented. Various circuits used in these units have also been sufficiently noted in literature. Magnetic cores play an important role in SPS circuitry. They are made from a variety of raw materials, a range of manufacturing processes, and are available in a variety of geometries and sizes as shown in Figure 1. Each material has its own unique properties. Therefore, the requirements for each applica- tion of a core in the power supply must be examined in light of the properties of available magnetic materials so that a proper core choice can be made. This article describes the various magnetic materials used for cores in switching power supplies, their method of manufacture, and useful magnetic characteristics as related to major sections of the power supply. Cores can be classified into three basic Figure 1: A Multitude of Magnetic Cores. types: (1) tape wound cores, (2) powder cores, and (3) ferrites. Additional core details on material descriptions and characteristics, plus sizes and spe- cific design information, are available in the following MAGNETICS sources: Ferrite Cores . Catalog FC-601 Molypermalloy and High Flux Powder Cores . Catalog MPP-400 KOOL MU Powder Cores . ............. Catalog KMC-2.0 High Flux Powder Cores . Catalog HF-PC-01 Tape Wound Cores . Catalog TWC-500 Cut Cores . .......... Catalog MCC- 100 Inductor Design Software for Powder Cores Common Mode Inductor Design Software INDEX Tape Wound Cores . 1 Powder Cores . 3 Ferrite Cores . 5 TAPE WOUND CORES Figure 2 shows a cutaway view of a typical tape wound core. -
For Flyback Transformers
® Division of Spang & Company Technical Bulletin BULLETIN CG-03 For Flyback Transformers . Selecting a Distributed Air-Gap Powder Core Introduction Flyback converters are based on the storage of energy in an inductor during the “on” charging time period ton, and dis- charge of this energy to the load during the “off” time period, t off , as shown in Figure 1. The operation is unipolar and utilizes the first quadrant of the B-H curve of a magnetic core (Figure 2). The usable flux density is ∆B. The ideal core material should have a maximum available ∆B and low core losses (proportional to the shaded area). For flyback transformers, Magnetics offers: (a) three different materials in toroidal powder cores that have distributed air gaps FIGURE 1 (b) gapped ferrites Gapped ferrites have relatively high losses associated with the discrete air gap, although the material losses are low. Powder cores are made of tiny insulated particles, hence the air gaps are distributed evenly throughout the core structure. The total core losses (air gap plus particle losses) of the three powder core materials are usually much lower FIGURE 2 than those for gapped ferrites. Product details are found in Materials Comparison these MAGNETICS® catalogs: MPP-303, Molypermalloy and MATERIALS COMPARISON CHART High Flux Powder Cores Core Available Total DC Bias Core Relative KMC-01, Kool Mu® Powder Material Permeabil- Core Stability Size Cost Cores ities Losses Advantage FC-601, Ferrite Cores Moly- 14, 26, 60, Lowest Good Highest This brochure, focusing on permalloy 125, 160, the three powder core types, powder 200, 300, serves as a guide to selecting (MPP) 550 core sizes and obtaining an esti- High 14, 26, Higher Best Smallest Medium mate of the number of turns of Flux 60, 125, than size wire in flyback applications. -

Title Here Electricity, Magnetism And… Survival
3/1/2015 Electricity,Title Magnetism Here and… Survival Author Steve Constantinides,Venue Director of Technology Arnold Magnetic TechnologiesDate Corporation March 1, 2015 1 © Arnold Magnetic Technologies [email protected] What we do… Performance materials enabling energy efficiency Magnet Permanent High Precision Thin Production & Magnet Performance Metals Fabrication Assemblies Motors • Specialty Alloys from 0.000069” ~1.75 microns • Rare Earth • Precision • Smaller, Faster, • Sheets, Strips, & Samarium Cobalt Component Hotter motors Coils (RECOMA®) Assembly • Power dense • Milling, Annealing, • Alnico • Tooling, package Coating, Slitting • Injection molded Machining, • High RPM magnet • ARNON® Motor • Flexible Rubber Cutting, Grinding containment Lamination • Balancing • >200°C Operation Material • Sleeving • Light‐weighting Engineering | Consulting | Testing Stabilization & Calibration | Distribution 2 © Arnold Magnetic Technologies 1 3/1/2015 Agenda • Energy and Magnetism • Permanent Magnets and Motors • Applications • Soft magnetic materials • Future of magnetic materials 3 © Arnold Magnetic Technologies Energy in-Efficiency 25.8 65% is waste energy 38.2 60.6% Lost Energy 39.4% “Useful” Delivered Energy Additional losses at end use applications A quad is a unit of energy equal to 1015 (a short-scale quadrillion) BTU, or 1.055 × 1018 joules (1.055 exajoules or EJ) in SI units. 4 © Arnold Magnetic Technologies 2 3/1/2015 Renewable Energy Electricity Generation (USA) U.S. 4.8% of total production CHP= Combined Heat