Magnetic Cores for Switching Power Supplies INTRODUCTION the Advantages of Switching Power Supplies (SPS) Are Well Documented
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
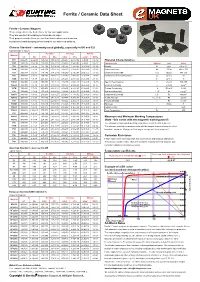
Ferrite / Ceramic Data Sheet
Ferrite / Ceramic Data Sheet Ferrite / Ceramic Magnets These magnets are the best choice for low cost applications. They are excellent at resisting corrosion due to water. Their properties make them an excellent choice when used in motors, loudspeakers and clamping devices and for use with reed switches. Chinese Standard - commonly used globally, especially in UK and EU Typical Range of Values Br Hc (Hcb) Hci (Hcj) BHmax Material mT kG kA/m kOe kA/m kOe kJ/m3 MGOe Y8T 200-235 2.0-2.35 125-160 1.57-2.01 210-280 2.64-3.52 6.5-9.5 0.8-1.2 Physical Characteristics Y10T 200-235 2.0-2.35 128-160 1.61-2.01 210-280 2.64-3.52 6.4-9.6 0.8-1.2 Characteristic Symbol Unit Value Y20 320-380 3.2-3.8 135-190 1.70-2.39 140-195 1.76-2.45 18.0-22.0 2.3-2.8 Density D g/cc 4.9 to 5.1 Y22H 310-360 3.1-3.6 220-250 2.76-3.14 280-320 3.52-4.02 20.0-24.0 2.5-3.0 Vickers Hardness Hv D.P.N 400 to 700 Y23 320-370 3.2-3.7 170-190 2.14-2.39 190-230 2.39-2.89 20.0-25.5 2.5-3.2 Compression Strength C.S N/mm2 680-720 Y25 360-400 3.6-4.0 135-170 1.70-2.14 140-200 1.76-2.51 22.5-28.0 2.8-3.5 Coefficient of Thermal Expansion C// 10-6/C 15 Y26H 360-390 3.6-3.9 220-250 2.76-3.14 225-255 2.83-3.20 23.0-28.0 2.9-3.5 C^ 10-6/C 10 Y26H-1 360-390 3.6-3.9 200-250 2.51-3.14 225-255 2.83-3.20 23.0-28.0 2.9-3.5 Specific Heat Capacity c J/kg°C 795-855 Y26H-2 360-380 3.6-3.8 263-288 3.30-3.62 318-350 4.00-4.40 24.0-28.0 3.0-3.5 Electrical Resistivity r m Ω.cm 1x1010 Y27H 370-400 3.7-4.0 205-250 2.58-3.14 210-255 2.64-3.20 25.0-29.0 3.1-3.6 Thermal Conductivity k W/cm°C 0.029 Y28 370-400 3.7-4.0 175-210 2.20-2.64 180-220 2.26-2.76 26.0-30.0 3.3-3.8 Modulus of Elasticity l / E Pa 1.8x1011 Y28H-1 380-400 3.8-4.0 240-260 3.02-3.27 250-280 3.14-3.52 27.0-30.0 3.4-3.8 Compression Strength C.S. -
Chapter 6 BUILDING a HOMEBREW
1. Chapter 6, Harris CRYSTAL SETS TO SIDEBAND © Frank W. Harris 2002 Chapter 6 BUILDING A HOMEBREW QRP Among the guys I work, QRPs seem to be the most common homebrew project, second only to building antennas. Therefore this chapter describes a simple QRP design I have settled on. I use my QRPs as stand-alone transmitters or I use them to drive a final amplifier to produce higher power, 25 to 100 watts. It’s true that before you build a transmitter you’ll need a receiver. Unfortunately, a good selective, all-band ham receiver is complicated to build and most guys don’t have the time and enthusiasm to do it. (See chapter 13.) The next chapter describes building a simple, 5 transistor 40 meter receiver which I have used with the QRP below to talk to other hams. This simple receiver will work best during off hours when 40 meters isn’t crowded. It can also be used to receive Morse code for code practice. A 40 meter QRP module. The QRP transmitter above is designed exclusively for 40 meters, (7.000 to 7.300 MHz.) The twelve-volt power supply comes in through the pig-tail wire up on the right. The telegraph key plugs into the blue-marked phono plug socket on the right of the aluminum heat sink. The antenna output is the red-colored socket on the left end of the heat sink. The transmitting frequency of the QRP module is controlled by a quartz crystal. That’s the silver rectangular can plugged into the box on the right front. -

A TWO DIMENSIONAL FERRITE-CORE MEMORY Bv M
A TWO DIMENSIONAL FERRITE-CORE MEMORY Bv M. M. FAROOQUI, S. P. SKiVASTAVA AND R. N. NEOGI (Tata Institute of Fundamental Research, Bomba),) Received January t0, 1957 (Communicated by Prof. Bernard P ABS'IXACT This paper describes a two dimensional matrix memory using ferrite- cores. A urtit consisting of 100 words of I 1 binary digits each has been cortstructed for parallel operation. The word drive is from a biasr switch-core matrix, while the digit drive makes use of pulse--trans- formers. Logic and circuit techniques enable high discrimination bet- ween wanted and unwanted signals. A semi-automatic method for testing the memory cores is also described. INTRODUCTION THE potentiality of magnetie fer¡ with a rectangular hysteresis loop as binary storage elements for digital computer was realised earlier by Forrester. x Later, Papian% s and almost simultaneously Rajchman4, ~ showed the practicability of such a system by successfully operating memories of fairly large capacity. This paper describes a modest attempt in this direction. A memory of I00 words, 11 bits each, has beca constructed to operate with a smaU digital computer at the Tata institute of Fundamental Research, Bombay. THE PRINClPLE OF OPERATION OF THE MEMORY The two stable states required for sto¡ binary information in magnetic cores ate the states of positive and negative magnetisation. These are the states corresponding to the position A0 and Ax on the hysteresis loop and can be termed as the 0- and the 1-states respectively (Fig. 2). Con- sider a number of sucia cores with ah ideaUy rectangular hysteresis character- istic, arranged in rows and columns in the form of a matrix. -

Powder Material for Inductor Cores Evaluation of MPP, Sendust and High flux Core Characteristics Master of Science Thesis
Powder Material for Inductor Cores Evaluation of MPP, Sendust and High flux core characteristics Master of Science Thesis JOHAN KINDMARK FREDRIK ROSEN´ Department of Energy and Environment Division of Electric Power Engineering CHALMERS UNIVERSITY OF TECHNOLOGY G¨oteborg, Sweden 2013 Powder Material for Inductor Cores Evaluation of MPP, Sendust and High flux core characteristics JOHAN KINDMARK FREDRIK ROSEN´ Department of Energy and Environment Division of Electric Power Engineering CHALMERS UNIVERSITY OF TECHNOLOGY G¨oteborg, Sweden 2013 Powder Material for Inductor Cores Evaluation of MPP, Sendust and High flux core characteristics JOHAN KINDMARK FREDRIK ROSEN´ c JOHAN KINDMARK FREDRIK ROSEN,´ 2013. Department of Energy and Environment Division of Electric Power Engineering Chalmers University of Technology SE–412 96 G¨oteborg Sweden Telephone +46 (0)31–772 1000 Chalmers Bibliotek, Reproservice G¨oteborg, Sweden 2013 Powder Material for Inductor Cores Evaluation of MPP, Sendust and High flux core characteristics JOHAN KINDMARK FREDRIK ROSEN´ Department of Energy and Environment Division of Electric Power Engineering Chalmers University of Technology Abstract The aim of this thesis was to investigate the performanceof alternative powder materials and compare these with conventional iron and ferrite cores when used as inductors. Permeability measurements were per- formed where both DC-bias and frequency were swept, the inductors were put into a small buck converter where the overall efficiency was measured. The BH-curve characteristics and core loss of the materials were also investigated. The materials showed good performance compared to the iron and ferrite cores. High flux had the best DC-bias characteristics while Sendust had the best performance when it came to higher fre- quencies and MPP had the lowest core losses. -

Magnetics Design for Switching Power Supplies Lloydh
Magnetics Design for Switching Power Supplies LloydH. Dixon Section 1 Introduction Experienced SwitchMode Power Supply design- ers know that SMPS success or failure depends heav- ily on the proper design and implementation of the magnetic components. Parasitic elements inherent in high frequency transformers or inductors cause a va- riety of circuit problems including: high losses, high voltage spikes necessitating snubbers or clamps, poor cross regulation between multiple outputs, noise cou- pling to input or output, restricted duty cycle range, Figure 1-1 Transformer Equivalent Circuit etc. Figure I represents a simplified equivalent circuit of a two-output forward converter power transformer, optimized design, (3) Collaborate effectively with showing leakage inductances, core characteristics experts in magnetics design, and possibly (4) Become including mutual inductance, dc hysteresis and satu- a "magnetics expert" in his own right. ration, core eddy current loss resistance, and winding Obstacles to learning magnetics design distributed capacitance, all of which affect SMPS In addition to the lack of instruction in practical performance. magnetics mentioned above, there are several other With rare exception, schools of engineering pro- problems that make it difficult for the SMPS designer vide very little instruction in practical magnetics rele- to feel "at home" in the magnetics realm: vant to switching power supply applications. As a .Archaic concepts and practices. Our great- result, magnetic component design is usually dele- grandparents probably had a better understanding gated to a self-taught expert in this "black art". There of practical magnetics than we do today. Unfor- are many aspects in the design of practical, manu- tunately, in an era when computation was diffi- facturable, low cost magnetic devices that unques- cult, our ancestors developed concepts intended tionably benefit from years of experience in this field. -
Soft Ferrites Applications
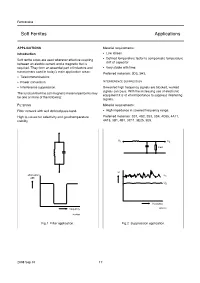
Ferroxcube Soft Ferrites Applications APPLICATIONS Material requirements: Introduction • Low losses • Defined temperature factor to compensate temperature Soft ferrite cores are used wherever effective coupling drift of capacitor between an electric current and a magnetic flux is required. They form an essential part of inductors and • Very stable with time. transformers used in today’s main application areas: Preferred materials: 3D3, 3H3. • Telecommunications • Power conversion INTERFERENCE SUPPRESSION • Interference suppression. Unwanted high frequency signals are blocked, wanted signals can pass. With the increasing use of electronic The function that the soft magnetic material performs may equipment it is of vital importance to suppress interfering be one or more of the following: signals. FILTERING Material requirements: Filter network with well defined pass-band. • High impedance in covered frequency range. High Q-values for selectivity and good temperature Preferred materials: 3S1, 4S2, 3S3, 3S4, 4C65, 4A11, stability. 4A15, 3B1, 4B1, 3C11, 3E25, 3E5. andbook, halfpage handbook, halfpage U1 U2 load U attenuation U1 (dB) U2 frequency frequency MBW404 MBW403 Fig.1 Filter application. Fig.2 Suppression application. 2008 Sep 01 17 Ferroxcube Soft Ferrites Applications DELAYING PULSES STORAGE OF ENERGY The inductor will block current until saturated. Leading An inductor stores energy and delivers it to the load during edge is delayed depending on design of magnetic circuit. the off-time of a Switched Mode Power Supply (SMPS). Material requirements: Material requirements: • High permeability (µi). • High saturation level (Bs). Preferred materials: 3E25, 3E5, 3E6, 3E7, 3E8, 3E9. Preferred materials: 3C30, 3C34, 3C90, 3C92, 3C96 2P-iron powder. U U handbook, halfpage 1 handbook, halfpage1 U2 U2 SMPS load delay U U U1 U2 U1 U2 time time MBW405 MBW406 Fig.3 Pulse delay application. -

Electromagnets and Their Applications
International Journal of Industrial Electronics and Electrical Engineering, ISSN(p): 2347-6982, ISSN(e): 2349-204X Volume-5, Issue-8, Aug.-2017, http://iraj.in ELECTROMAGNETS AND THEIR APPLICATIONS SHAHINKARIMAGHAIE Bachelor of Electrical Engineering, Yazd Branch, Islamic Azad University, Yazd, Iran E-mail: [email protected] Abstract- Electric current flowing through a wire wound around an iron nail creates a magnetic field, which caused an iron nail to become a temporary magnet. The nail can then be used to pick up paper clips. When the electric current is cut off, the nail loses its magnetic property and the paper clips fall off. The students will make an elecromagnet that will attract a paper clip. They will then increase the strength of an electromagnet(improve on their initial design) so that it will attract an increased number of paper clips. The participants will also compare the properties of magnets and electromagnets. However, unlike a permanent magnet that needs no power, an electromagnet requires a continuous supply of current to maintain the magnetic field. Electromagnets are widely used as components of other electrical devices, such as motors. Electromagnets are also employed in industry for picking up and moving heavy iron objects such as scrap iron and steel. We will investigate engineering and industrial applications of the case study. Keywords- Electromagnet, Application, Engineering. I. INTRODUCTION William Sturgeon. If you have ever played with a really powerful magnet, you have probably noticed Electromagnet, device in which magnetism is one problem. You have to be pretty strong to separate produced by an electric current. Any electric current the magnets again! Today, we have many uses for produces a magnetic field, but the field near an powerful magnets, but they wouldn’t be any good to ordinary straight conductor is rarely strong enough to us if we were not able to make them release the be of practical use. -

Effective Permeability of Multi Air Gap Ferrite Core 3-Phase
energies Article Effective Permeability of Multi Air Gap Ferrite Core 3-Phase Medium Frequency Transformer in Isolated DC-DC Converters Piotr Dworakowski 1,* , Andrzej Wilk 2 , Michal Michna 2 , Bruno Lefebvre 1, Fabien Sixdenier 3 and Michel Mermet-Guyennet 1 1 Power Electronics & Converters, SuperGrid Institute, 69100 Villeurbanne, France; [email protected] (B.L.); [email protected] (M.M.-G.) 2 Faculty of Electrical and Control Engineering, Gda´nskUniversity of Technology, 80-233 Gdansk, Poland; [email protected] (A.W.); [email protected] (M.M.) 3 Univ Lyon, Université Claude Bernard Lyon 1, INSA Lyon, ECLyon, CNRS, Ampère, 69100 Villeurbanne, France; [email protected] * Correspondence: [email protected] Received: 4 February 2020; Accepted: 11 March 2020; Published: 14 March 2020 Abstract: The magnetizing inductance of the medium frequency transformer (MFT) impacts the performance of the isolated dc-dc power converters. The ferrite material is considered for high power transformers but it requires an assembly of type “I” cores resulting in a multi air gap structure of the magnetic core. The authors claim that the multiple air gaps are randomly distributed and that the average air gap length is unpredictable at the industrial design stage. As a consequence, the required effective magnetic permeability and the magnetizing inductance are difficult to achieve within reasonable error margins. This article presents the measurements of the equivalent B(H) and the equivalent magnetic permeability of two three-phase MFT prototypes. The measured equivalent B(H) is used in an FEM simulation and compared against a no load test of a 100 kW isolated dc-dc converter showing a good fit within a 10% error. -

Magnetics in Switched-Mode Power Supplies Agenda
Magnetics in Switched-Mode Power Supplies Agenda • Block Diagram of a Typical AC-DC Power Supply • Key Magnetic Elements in a Power Supply • Review of Magnetic Concepts • Magnetic Materials • Inductors and Transformers 2 Block Diagram of an AC-DC Power Supply Input AC Rectifier PFC Input Filter Power Trans- Output DC Outputs Stage former Circuits (to loads) 3 Functional Block Diagram Input Filter Rectifier PFC L + Bus G PFC Control + Bus N Return Power StageXfmr Output Circuits + 12 V, 3 A - + Bus + 5 V, 10 A - PWM Control + 3.3 V, 5 A + Bus Return - Mag Amp Reset 4 Transformer Xfmr CR2 L3a + C5 12 V, 3 A CR3 - CR4 L3b + Bus + C6 5 V, 10 A CR5 Q2 - + Bus Return • In forward converters, as in most topologies, the transformer simply transmits energy from primary to secondary, with no intent of energy storage. • Core area must support the flux, and window area must accommodate the current. => Area product. 4 3 ⎛ PO ⎞ 4 AP = Aw Ae = ⎜ ⎟ cm ⎝ K ⋅ΔB ⋅ f ⎠ 5 Output Circuits • Popular configuration for these CR2 L3a voltages---two secondaries, with + From 12 V 12 V, 3 A a lower voltage output derived secondary CR3 C5 - from the 5 V output using a mag CR4 L3b + amp postregulator. From 5 V 5 V, 10 A secondary CR5 C6 - CR6 L4 SR1 + 3.3 V, 5 A CR8 CR7 C7 - Mag Amp Reset • Feedback to primary PWM is usually from the 5 V output, leaving the +12 V output quasi-regulated. 6 Transformer (cont’d) • Note the polarity dots. Xfmr CR2 L3a – Outputs conduct while Q2 is on. -
Designing Magnetic Components for Optimum Performance Article
Power Supply Design Seminar Designing Magnetic Components for Optimum Performance in Low-Cost AC/DC Converter Applications Topic Category: Magnetic Component Design Reproduced from 2010 Texas Instruments Power Supply Design Seminar SEM1900, Topic 5 TI Literature Number: SLUP265 © 2010, 2011 Texas Instruments Incorporated Power Seminar topics and online power- training modules are available at: power.ti.com/seminars Designing Magnetic Components for Optimum Performance in Low-Cost AC/DC Converter Applications Seamus O’Driscoll, Peter Meaney, John Flannery, and George Young AbstrAct Assuming that the reader is familiar with basic magnetic design theory, this topic provides design guidance to achieve high efficiency, low electromagnetic interference (EMI), and manufacturing ease for the magnetic components in typical offline power converters. Magnetic-component designs for a 90-W notebook adapter and a 300-W ATX power supply are used as examples. Magnetic applications to be considered include the input EMI filter, power inductor design, high-voltage (HV) level-shifting gate drives, and single- and multiple-output forward-mode transformers in both wound and planar formats. The techniques are also applied to flyback “transformers” (coupled inductors) and will enable lower- profile designs with lower intrinsic common-mode noise generation. I. IntroductIon Gate Drive Note: The SI (extended MKS) units system AC Filter PFC Isolated Main Drive (for some Converter Output(s) is used throughout this topic. CM Inductor, topologies), Balanced Bridge, Differential This material is intended as a high- PFC Inductor, Multi-Output Filter level overview of the primary consider- Bias Flyback ations when designing magnetic components for high-volume and cost- Isolated Feedback optimized applications such as computer Fig. -

APPLICATION NOTE How to Select the Right Reinforced Transformer for High Voltage Energy Storage Applications
APPLICATION NOTE How to Select the Right Reinforced Transformer for High Voltage Energy Storage Applications Introduction Providing isolated low voltage bias power to ICs such as microcontrollers, analog-to-digital HCT Series converters, isolated gate drivers or voltage monitoring ICs in high voltage systems is usually accomplished with an isolated DC-DC converter. If the high voltage system is spread out over several modules, the architecture may call for a parallel DC bus on the low voltage side with multiple isolated low power DC-DC converters for each module. Because it is used multiple times in this scenario, an efficient and cost-effective topology is the best approach. This application note highlights the design benefits of using push-pull transformers that are proven solutions for these situations. Used as an example is the Bourns® Model HCTSM8 series transformer, which is AEC-Q200 compliant and available with a wide range of turns ratios as standard. Multiple turns ratios are an important feature enabling the same basic circuit topology to be replicated across a system with the same components and PCB layout. With a transformer series like the Model HCTSM8, designers are able to select the right reinforced transformer part number based on the specified output voltage for powering a microcontroller or an isolated IGBT gate driver. www.bourns.com 07/20 • e/IC2075 APPLICATION NOTE How to Select the Right Reinforced Transformer for High Voltage Energy Storage Applications Why Push-Pull Transformers are an Optimal Choice Electrical Advantages HCT Series Push-pull transformers are known to operate well with low voltages and low variations in input and output. -

Very High Frequency Integrated POL for Cpus
Very High Frequency Integrated POL for CPUs Dongbin Hou Dissertation submitted to the Faculty of the Virginia Polytechnic Institute and State University in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY in Electrical Engineering Fred C. Lee, Chair Qiang Li Rolando Burgos Daniel J. Stilwell Dwight D. Viehland March 23rd, 2017 Blacksburg, Virginia Keywords: Point-of-load converter, integrated voltage regulator, very high frequency, 3D integration, ultra-low profile inductor, magnetic characterizations, core loss measurement © 2017, Dongbin Hou Dongbin Hou Very High Frequency Integrated POL for CPUs Dongbin Hou Abstract Point-of-load (POL) converters are used extensively in IT products. Every piece of the integrated circuit (IC) is powered by a point-of-load (POL) converter, where the proximity of the power supply to the load is very critical in terms of transient performance and efficiency. A compact POL converter with high power density is desired because of current trends toward reducing the size and increasing functionalities of all forms of IT products and portable electronics. To improve the power density, a 3D integrated POL module has been successfully demonstrated at the Center for Power Electronic Systems (CPES) at Virginia Tech. While some challenges still need to be addressed, this research begins by improving the 3D integrated POL module with a reduced DCR for higher efficiency, the vertical module design for a smaller footprint occupation, and the hybrid core structure for non-linear inductance control. Moreover, as an important category of the POL converter, the voltage regulator (VR) serves an important role in powering processors in today’s electronics.