Performance Assessment of Point Lepreau Generating Station
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fundamentals of Power Reactors Module Two Nuclear Reactor Systems
Training Centre / Centre de formation Fundamentals of Power Reactors Module Two Nuclear Reactor Systems Copyright Notice ©HER MAJESTY THE QUEEN IN RIGHT OF CANADA (1993) as represented by the Atomic Energy Control Board All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, electrostatic, magnetic tape, mechanical photocopying, recording or otherwise, without permission from the Atomic Energy Control Board of Canada. Training Centre / Centre de formation Training Centre / Centre de formation Site Selection Training Objectives On completion of this lesson for a CANDU Station the participant will be able to: • Name the site characteristics which are important for design safety • Identify the three phases in a typical site selection process • Identify the natural site factors affecting design safety • Identify the human-related site factors affecting design safety • Name the site characteristics which are important in determining the impact of the plant in the region in which it could be located. Table of Contents 1 Overview of Siting Requirements for CANDU Nuclear Power Plants......................................................... 2 2 First Stage of Site Selection Process ...................................................... 4 3 Site Parameters Affecting Design Safety.............................................. 5 4 Site Selection - Natural Factors............................................................... 6 5 Site Selection - Human-Related -

International Nuclear Congress October 3-6,1993, Toronto, Ontario, Canada Technical Sessions Summaries
INIS-mf —U810 INC CA9600420 International Nuclear Congress October 3-6,1993, Toronto, Ontario, Canada Technical Sessions Summaries m. INTERNATIONAL NUCLEAR CONGRESS INC93 TECHNICAL SESSIONS PAPER SUMMARIES PART ONE — INVITED PAPERS Session Nl Page 5 Session N2 Page 13 Session N3 Page 19 Session N4 Page 27 Author Index Page 33 PART TWO — CONTRIBUTED PAPERS Contributed Paper Program Session Cl Page 55 Session C2 Page 61 Session C3 Page 67 Session C4 Page 73 Session C5 Page 79 Session C6 Page 85 Session C7 Page 91 Session C8 Page 97 Session C9 Page 103 Session CIO Page 109 Session Cll Page 115 Session C12 Page 121 Session C13 Page 127 Session C14 Page 133 Session C15 Page 139 Session C16 Page 145 Session C17 Page 151 Session C18 Page 157 Session C19 Page 163 Session C20 Page 169 Copyright 1993 Session C21 Page 175 Canadian Nuclear Session C22 Page 181 Association/Canadian Session C23 Page 187 Nuclear Society. INC93 Session C24 Page 193 Congress is sponsored by Session C25 Page 199 CNA/CNS and replaces their Session C26 Page 205 joint annual Conference for Session C27 Page 211 the year 1993. Session C28 Page 217 Author Index Page 223 INTERNATIONAL NUCLEAR CONGRESS 93 1993 OCTOBER 3-6 TORONTO, ONTARIO CANADA TECHNICAL SESSIONS INVITED PAPER SUMMARIES J. BOULTON CHAIRMAN, TECHNICAL SESSIONS, INVITED PAPERS NEXT PAGEJSJ left BLANK Monday October 4 11:00 - 12:30 NI: Social Issues and Environmental Implications: Waste Management City Hall Room, 2nd Floor Chaired by: Dr. T.E. Rummery, President, AECL Research UK Perspective: Mr. Michael Folger, Managing Director, UK Nirex Ltd. -
CPB7 C12 WEB.Pdf
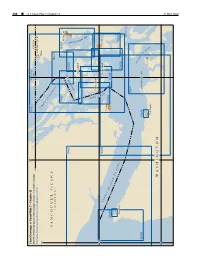
488 ¢ U.S. Coast Pilot 7, Chapter 12 Chapter 7, Pilot Coast U.S. 124° 123° Chart Coverage in Coast Pilot 7—Chapter 12 18421 BOUNDARY NOAA’s Online Interactive Chart Catalog has complete chart coverage BAY CANADA 49° http://www.charts.noaa.gov/InteractiveCatalog/nrnc.shtml UNITED STATES S T R Blaine 125° A I T O F G E O R V ANCOUVER ISLAND G (CANADA) I A 18431 18432 18424 Bellingham A S S Y P B 18460 A R 18430 E N D L U L O I B N G Orcas Island H A M B A Y H A R O San Juan Island S T 48°30' R A S I Lopez Island Anacortes T 18465 T R A I Victoria T O F 18433 18484 J 18434 U A N D E F U C Neah Bay A 18427 18429 SKAGIT BAY 18471 A D M I R A L DUNGENESS BAY T 18485 18468 Y I N Port Townsend L E T Port Angeles W ASHINGTON 48° 31 MAY 2020 31 MAY 31 MAY 2020 U.S. Coast Pilot 7, Chapter 12 ¢ 489 Strait of Juan De Fuca and Georgia, Washington (1) thick weather, because of strong and irregular currents, ENC - extreme caution and vigilance must be exercised. Chart - 18400 Navigators not familiar with these waters should take a pilot. (2) This chapter includes the Strait of Juan de Fuca, (7) Sequim Bay, Port Discovery, the San Juan Islands and COLREGS Demarcation Lines its various passages and straits, Deception Pass, Fidalgo (8) The International Regulations for Preventing Island, Skagit and Similk Bays, Swinomish Channel, Collisions at Sea, 1972 (72 COLREGS) apply on all the Fidalgo, Padilla, and Bellingham Bays, Lummi Bay, waters of the Strait of Juan de Fuca, Haro Strait, and Strait Semiahmoo Bay and Drayton Harbor and the Strait of of Georgia. -
List of Lights and Fog Signals
• Ii î 4 I. g Ç'5 3 OF LIGHTS AND FOG SIGNALS ON THE COASTS, RIVERS AND LAKES OF THE DOMINION OF CA_NA.DA_ CORRECTED TO THE 1st _A pril, 1902 DEPARTMENT OF MARINE AND FISHERIES OTTAWA GOVERNMENT PRINTING BUREAU 1902 LIST OF LIGHTS AND FOG-SIGNALS ON THE COASTS, RIVERS AND LAKES OP THE DOMINION OF CANADA UNDER THE CHARGE OF THE DEPARTMENT OF MARINE AND FISHERIES. The Lights in the Bay of Fundy and on the southern and eastern coasts of Nova Scotia, those required for the winter passage of either steamers or ice boats t,o Prince Edward Island, and all the Lights in British Columbia; are exhibited all the year round. All other lights under the control of the Department of Marine and Fisheries are maintained in opera- tion whenever the navigation in the vicinity is open. Lights used solely as harbour lights are not exhibited When the harbour is closed, although the general navigation may remain open. Fishing lights are main- tained only during the fishing season. In any case where there is reasonable doubt whether the light is required it is kept in operation. All the Lightships in the River St. Lawrence below Quebec leave Quebec each spring for their stations as early as ice will permit. The Red island and White island lightships leave their stations for winter quarters on the 15th November annually. All the Gas Buoys in the River St. Lawrence are set out as soon as possible after the llth May each spring, and taken up as soon as convenient after the 10th November each autumn, when they are replaced by wooden spar buoys. -

Oyster Varieties
OYSTER VARIETIES East Coast Barnstable (Crassostrea virginica) - Massachusetts Fished from the Jewel's Island area of the north shore of historic Cape Cod, MA, Barnstables are pearly white shelled treasures. Medium choice size, with full salty meats. Beau Soleil (Crassostrea virginica) – New Brunswick, Canada Grown on suspension lines in the chilly waters off the eastern reaches of New Brunswick, these cocktail oysters have surprisingly full shells and plump meats. Classic, briny flavor and a mellow melon-like finish. Beaver Tail (Crassostrea virginica) – Rhode Island Grown in trays suspended 20-40 feet below the surface on the East Passage of Narragansett Bay, Rhode Island, the tasty Beaver Tail oyster is so named because if it’s broad flat shape (like a beaver’s tail). Flavor is briny, with hints of sweetness and a buttery, bold finish. Belon (Ostrea edulis) - Maine The famous oyster of Europe, named for the river in Western France where they originated, are finally being grown in Maine. Belons have a distinct appearance, with a round, flat shell which resembles a scallop. Their flavor is also unique, with a very coppery finish which transforms into a delicious nectar with a drop of lemon juice. Blackberry Point (Crassostrea virginica) – Prince Edward Island, Nova Scotia, Canada Blackberry Points are raised in the waters of Northwestern Prince Edward Island. Beach grown with a smooth shell, filled with plump meats. Mildly sweet, with a medium-high salinity on the finish. Blue Point (Crassostrea virginica) - Virginia The name ‘Blue Point’ originally applied only to oysters grown at Blue Point, Long Island, New York. -

A Model for Rural Development: an Experiment from Fogo Island, Newfoundland Is in Searchable PDF Format. If You Plan to Print T
A Model for Rural Development: An Experiment from Fogo Island, Newfoundland is in searchable PDF format. If you plan to print this material and place it in a 3- ring binder, please note that the margins are formatted for double-sided printing. This work can also be purchased as a paperback book on Amazon.com. This page intentionally left blank. A Model for Rural Development: An Experiment from Fogo Island, Newfoundland We are committed to sharing what we know from our Fogo Island work so that others can hold onto the specificity of place that is so crucial to wellbeing. Zita Cobb, Founder and President, Shorefast Foundation Joe Batt’s Arm, Fogo Island, Newfoundland Underway today in the region of Fogo Island and Change Islands, Newfoundland is a bold and well-thought out experiment in contemporary rural development. It merits our attention because development intentions are being pursued in a manner that has practical lessons that are useful to those of us with stakes in advancing the prosperity and happiness of people in contemporary rural regions. The Fogo Island case embodies these proactive, strategic and intelligent development qualities that seem to be able to make a difference for attaining an increased measure of influence and control over a rural area’s future. Kenneth E. Corey, Mark I. Wilson with Marie J. Corey Michigan State University, East Lansing, Michigan A Model for Rural Development: An Experiment from Fogo Island, Newfoundland Kenneth E. Corey and Mark I. Wilson with Marie J. Corey October 2014 Michigan State University East Lansing, Michigan USA Michigan State University Libraries 366 West Circle Drive East Lansing, Michigan 48824 © 2014 by Kenneth E. -

Newfoundland and Labrador Seafood
Newfoundland and Labrador Seafood The ocean waters surrounding Newfoundland and Labrador are abundant with an array of fish species that thrive in our cold, pristine environment. Harvesting and processing is carried out under stringent guidelines set by the federal and provincial governments ensuring the highest standards governing food safety, resource management, sanitation, hygiene and quality control. Industry and government are continually working to conserve and protect our fishery resources with a focus on conservation and sustainable fishing practices. The province’s inshore and offshore Northern shrimp, snow crab, Arctic surf clam, offshore scallop, herring, redfish and Canadian yellowtail flounder fisheries are certified to the Marine Stewardship Council (MSC) standard. Our farmed blue mussels are certified to the Canadian Organic Aquaculture Standard and Best Aquaculture Practices (BAP) standards. Atlantic Salmon producers are also certified to the BAP standard. Information in this directory was provided to the Department of Fisheries and Land Resources by the seafood companies listed herein. The Department of Fisheries and Land Resources has made every effort to ensure accuracy of content, but is not responsible for any errors or omissions. February 2019 2 Table of Contents Products 31 Eastern Fish Markets Ltd. 57 Torngat Fish Producers Co-operative Society Ltd. 4 Product/Company Index 32 Fogo Island Co-operative Society Ltd. 58 Wood-Pick Enterprises Ltd. 6 Species Produced in Newfoundland and Labrador 33 Golden Shell Fisheries (2014) Ltd. 7 Atlantic Cod 34 Goulds Fisheries Ltd. Seafood Sales/Marketing Companies 8 Coldwater Shrimp 35 Green Seafoods Ltd. 60 San-Can Fisheries Ltd. 9 Snow Crab 36 H. Hopkins Ltd. -

Annual Edition 2021 A6 – Notice 13 - Page 1 Notices to Mariners 1 to 46 Section a – Aids to Navigation and Marine Safety
Notices to Mariners 1 to 46 Section A – Aids to Navigation and Marine Safety A6 Charts and Publications 13 Navigation Safety Regulations, 2020, and Provisional List of Charts The Navigation Safety Regulations, 2020 require all ships in waters under Canadian jurisdiction, to have on board, maintain and use appropriate charts, tide tables, lists of lights and other nautical publications issued by or on the authority of the Canadian Hydrographic Service. An up-to-date list of Canadian charts and nautical publications is available online in the Monthly Edition of Notices to Mariners at www.notmar.gc.ca or www.charts.gc.ca. ACCEPTANCE OF NAUTICAL PUBLICATIONS IN ELECTRONIC FORM IN CANADA The Navigation Safety Regulations, 2020 (NSR 2020) require the carriage and use of charts and nautical publications. Many nautical publications in Canada are now available in electronic form and can be downloaded from the Internet in PDF (Chart 1 – Symbols, Terms and Abbreviations, chart catalogues, Notices to Mariners (NOTMAR), Sailing Directions, List of Lights, Buoys and Fog Signals, Annual Edition of Notices to Mariners, Radio Aids to Marine Navigation, CCG Ice Navigation in Canadian Waters). Some vessels may carry publications in electronic form issued by another Administration (i.e., Admiralty Digital Publications) as per NSR 2020 Division 6. IMO circular entitled IMO requirements on carriage of publications on board ships (MSC-MEPC.2/Circ.2) allows electronic publications provided they have been issued by the IMO, an Administration or an organization authorized by an Administration. The electronic document should also “be treated in accordance with the document control procedures in the ship’s SMS including procedures for timely update.” However, as an exception, IMO does require the International Code of Signals and the IAMSAR - Volume III must be always available in hard copy to ensure accessibility and portability for emergency use. -
LIST of LIGHTS and FOG SIGNALS 1St APRIL 1899
ESTABLISHMENT laiCORDS 5s-/ LIST" OF LIGHTS AND FOG-SIGNALS ON THE COASTS, RIVERS AND LAKES OF THE DOMINION OF CA.NA.DA_ COHRECI'ED TO THE 1st _A_pril, 1899 DEPARTMENT OF MARINE AND FISHERIES OTTAWA GOVERNMENT PRINTING BUREA U 1899 r M LIST OF LIGHTS AND FOG-SIGNALS ON THE COASTS, RIVERS AND LAKES 0F THE DOMINION OF CANADA UNDER THE CHARGE OF THE DEPARTMENT OF MARINE AND FISHERIES. The Lights in the Bay of Fundy and on the southern and eastern coasts of Nova Scotia, those required for the winter passage of either steamers or ice boats to Prince Edward Island, and all the Lights in British Columbia, are exhibited all the year round. All other lights under the control of the Department of Marine and Fisheries are maintained in opera- tion whenever the navigation in the vicinity is open. Lights used solely as harbour lights are not exhibited when the harbour is closed, although the general ,navigation may remain open. Fishing lights are main- tained only during the fishing season. In any case where there is reasonable doubt whether the light is required it is kept in operation. All the Lightships in the River St. Lawrence below Quebec leave Quebec each spring for their stations as early as ice will permit. The Red Island and White Island Lightships leave their stations for winter quarters on the 15th November annually. Ail the Gas Buoys in the River St. Lawrence are set out as soon as possible after the llth May each spring, and taken up as soon as convenient after the 10th November each autumn, when they are replaced by wooden can buoys. -
Harbor Safety Plan Section B -- General Information
Puget Sound Harbor Safety Plan Harbor Safety Committee June 2017 SECTION B GENERAL INFORMATION 13 Updated/Revised June 2017 Harbor Safety Plan Puget Sound June 2017 Harbor Safety Committee THIS PAGE INTENTIONALLY BLANK 14 Updated/Revised June 2017 Puget Sound Harbor Safety Plan Harbor Safety Committee June 2017 AIDS TO NAVIGATION (ATON) Action items: ● If you see an ATON discrepancy, (buoy off station, light extinguished, etc.) contact the Coast Guard. Your timely report could prevent an accident. ● If underway, contact the Puget Sound Vessel Traffic Center via VHF, or contact Coast Guard Sector Puget Sound by cell phone at 206-217-6001. ● If not underway, or if merely commenting on ATON, contact Commander, Thirteenth Coast Guard District (dpw) either by mail (Henry M. Jackson Federal Building, 915 2nd Ave, Seattle, WA 98174-1067) or by phone at 206-220-7270. CAUTION TO BE USED IN RELIANCE UPON AIDS TO NAVIGATION The aids to navigation depicted on charts comprise a system of fixed and floating aids that have varying degrees of reliability. Therefore, prudent mariners will not rely solely on any single aid to navigation, particularly a floating aid. With respect to buoys, the buoy symbol is used to indicate the approximate position of the buoy body and sinker, which secures the buoy to the seabed. The approximate position is used because of practical limitations in positioning and The Dungeness Lighthouse, located at the tip of Dungeness Spit near Port Angeles, Wash., was the first American maintaining buoys and their sinkers in precise Lighthouse in Puget Sound. The lighthouse was established in geographical locations. -

H COMM AMD by Committee on Ecology & Parks 1 Strike Every
5344-S.E AMH EPAR H2647.2 By Representative Upthegrove ESSB 5344 - H COMM AMD By Committee on Ecology & Parks 1 Strike everything after the enacting clause and insert the 2 following: 3 "NEW SECTION. Sec. 1. (1) The legislature finds that the northern 4 coast of the Olympic Peninsula and Washington's west coast from Cape 5 Flattery south to Cape Disappointment: 6 (a) Possess uniquely rich and highly vulnerable biological, marine, 7 and cultural resources supporting some of the nation's most valuable 8 commercial, sport, and tribal fisheries; 9 (b) Sustain endangered species and numerous species of vulnerable 10 marine mammals; and 11 (c) Are internationally recognized through extraordinary 12 designations including a world heritage site, a national park, a 13 national marine sanctuary, national wildlife refuges, a maritime area 14 off-limits to shipping, and tribal lands and fishing areas of federally 15 recognized coastal Indian tribes. 16 (2) The legislature further finds that these coasts are 17 periodically beset by severe storms with dangerously high seas and by 18 strong currents, obscuring fog, and other conditions that imperil 19 vessels and crews. When vessels suffer damage or founder, the coasts 20 are likewise imperiled, particularly if oil is spilled into coastal 21 waters. Oil spills pose great potential risks to treasured resources. 22 (3) The legislature further finds that Washington has maintained an 23 emergency response tug at Neah Bay since 1999 to protect state waters 24 from maritime casualties and resulting oil spills. The tug is 25 necessary because of the peculiarities of local waters that call for 26 special precautionary measures. -

Fisheries and Oceans Pêches Et Des Océans
Third Session Troisième session de la Fortieth Parliament, 2010 quarantième législature, 2010 SENATE OF CANADA SÉNAT DU CANADA Proceedings of the Standing Délibérations du Comité Senate Committee on sénatorial permanent des Fisheries and Oceans Pêches et des océans Chair: Président : The Honourable BILL ROMPKEY, P.C. L'honorable BILL ROMPKEY, C.P. Tuesday, November 23, 2010 Le mardi 23 novembre 2010 Thursday, November 25, 2010 Le jeudi 25 novembre 2010 Tuesday, November 30, 2010 Le mardi 30 novembre 2010 Issue No. 7 Fascicule no 7 Twelfth, thirteenth and fourteenth meetings on: Douzième, treizième et quatorzième réunions concernant : The study on issues relating to the federal government's L'étude sur les questions relatives au cadre stratégique en current and evolving policy framework for managing évolution du gouvernement fédéral pour la gestion des Canada's fisheries and oceans pêches et des océans du Canada (Canadian lighthouses) (Les phares canadiens) WITNESSES: TÉMOINS : (see back cover) (voir à l'endos) 48465-48487-48498 STANDING SENATE COMMITTEE ON COMITÉ SÉNATORIAL PERMANENT DES FISHERIES AND OCEANS PÊCHES ET DES OCÉANS The Honourable Bill Rompkey, P.C., Chair Président : L'honorable Bill Rompkey, C.P. The Honourable Dennis Glen Patterson, Deputy Chair Vice-président : L'honorable Dennis Glen Patterson and et The Honourable Senators: Les honorables sénateurs : Andreychuk Losier-Cool Andreychuk Losier-Cool Cochrane MacDonald Cochrane MacDonald * Cowan Manning * Cowan Manning (or Tardif) Nancy Ruth (ou Tardif) Nancy Ruth Hubley