Titanium Alloy Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

10-1 CHAPTER 10 DEFORMATION 10.1 Stress-Strain Diagrams And
EN380 Naval Materials Science and Engineering Course Notes, U.S. Naval Academy CHAPTER 10 DEFORMATION 10.1 Stress-Strain Diagrams and Material Behavior 10.2 Material Characteristics 10.3 Elastic-Plastic Response of Metals 10.4 True stress and strain measures 10.5 Yielding of a Ductile Metal under a General Stress State - Mises Yield Condition. 10.6 Maximum shear stress condition 10.7 Creep Consider the bar in figure 1 subjected to a simple tension loading F. Figure 1: Bar in Tension Engineering Stress () is the quotient of load (F) and area (A). The units of stress are normally pounds per square inch (psi). = F A where: is the stress (psi) F is the force that is loading the object (lb) A is the cross sectional area of the object (in2) When stress is applied to a material, the material will deform. Elongation is defined as the difference between loaded and unloaded length ∆푙 = L - Lo where: ∆푙 is the elongation (ft) L is the loaded length of the cable (ft) Lo is the unloaded (original) length of the cable (ft) 10-1 EN380 Naval Materials Science and Engineering Course Notes, U.S. Naval Academy Strain is the concept used to compare the elongation of a material to its original, undeformed length. Strain () is the quotient of elongation (e) and original length (L0). Engineering Strain has no units but is often given the units of in/in or ft/ft. ∆푙 휀 = 퐿 where: is the strain in the cable (ft/ft) ∆푙 is the elongation (ft) Lo is the unloaded (original) length of the cable (ft) Example Find the strain in a 75 foot cable experiencing an elongation of one inch. -

Repoussé Work for Amateurs
rf Bi oN? ^ ^ iTION av op OCT i 3 f943 2 MAY 8 1933 DEC 3 1938 MAY 6 id i 28 dec j o m? Digitized by the Internet Archive in 2011 with funding from Boston Public Library http://www.archive.org/details/repoussworkforamOOhasl GROUP OF LEAVES. Repousse Work for Amateurs. : REPOUSSE WORK FOR AMATEURS: BEING THE ART OF ORNAMENTING THIN METAL WITH RAISED FIGURES. tfjLd*- 6 By L. L. HASLOPE. ILLUSTRATED. LONDON L. UPCOTT GILL, 170, STRAND, W.C, 1887. PRINTED BY A. BRADLEY, 170, STRAND, LONDON. 3W PREFACE. " JjJjtfN these days, when of making books there is no end," ^*^ and every description of work, whether professional or amateur, has a literature of its own, it is strange that scarcely anything should have been written on the fascinating arts of Chasing and Repousse Work. It is true that a few articles have appeared in various periodicals on the subject, but with scarcely an exception they treated only of Working on Wood, and the directions given were generally crude and imperfect. This is the more surprising when we consider how fashionable Repousse Work has become of late years, both here and in America; indeed, in the latter country, "Do you pound brass ? " is said to be a very common question. I have written the following pages in the hope that they might, in some measure, supply a want, and prove of service to my brother amateurs. It has been hinted to me that some of my chapters are rather "advanced;" in other words, that I have gone farther than amateurs are likely to follow me. -

The Effect of Yield Strength on Inelastic Buckling of Reinforcing
Mechanics and Mechanical Engineering Vol. 14, No. 2 (2010) 247{255 ⃝c Technical University of Lodz The Effect of Yield Strength on Inelastic Buckling of Reinforcing Bars Jacek Korentz Institute of Civil Engineering University of Zielona G´ora Licealna 9, 65{417 Zielona G´ora, Poland Received (13 June 2010) Revised (15 July 2010) Accepted (25 July 2010) The paper presents the results of numerical analyses of inelastic buckling of reinforcing bars of various geometrical parameters, made of steel of various values of yield strength. The results of the calculations demonstrate that the yield strength of the steel the bars are made of influences considerably the equilibrium path of the compressed bars within the range of postyielding deformations Comparative diagrams of structural behaviour (loading paths) of thin{walled sec- tions under investigation for different strain rates are presented. Some conclusions and remarks concerning the strain rate influence are derived. Keywords: Reinforcing bars, inelastic buckling, yield strength, tensil strength 1. Introduction The impact of some exceptional loads, e.g. seismic loads, on a structure may re- sult in the occurrence of post{critical states. Therefore the National Standards regulations for designing reinforced structures on seismically active areas e.g. EC8 [15] require the ductility of a structure to be examined on a cross{sectional level, and additionally, the structures should demonstrate a suitable level of global duc- tility. The results of the examinations of members of reinforced concrete structures show that inelastic buckling of longitudinal reinforcement bars occurs in the state of post{critical deformations, [1, 2, 4, 7], and in some cases it occurs yet within the range of elastic deformations [8]. -

Sheet Metal Operations - Bending and Related Processes
Sheet metal operations - Bending and related processes R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Table of Contents 1.Quiz-Key ........................................ Error! Bookmark not defined. 1.Bending and related processes: 1.1 Sheet metal bending Bending of sheets and plates is widely used in forming parts such as corrugations, flanges, etc. Bending is a forming operation in which a sheet metal is subjected to bending stress thereby a flat straight sheet is made into a curved sheet. The sheet gets plastically deformed without change in thickness. Die and punch are used for bending. If a v shaped die and punch are used, the bending is called v-bending. If the sheet is bent on the edge using a wiping die it is called edge bending. In this process, one end of the sheet is held like a cantilever using a pressure pad and the other end is deformed by a punch which moves vertically down, bending the sheet. Usually, edge bending is done in order to obtain an angle of 90o. During bending of a strip, the material outward of the neutral axis is subjected to tensile stress. Material inside is subjected to compressive stress. Bend radius R is the radius of curvature of the bent sheet inside the bending. The neutral axis remains at the center of the thickness of the sheet for elastic bending. For plastic bending, however, the neutral axis shifts towards the inside of the bend. The rate of elongation of outer fibers is greater than the rate of contraction of inner fibers. Therefore, there is a thickness reduction at the bend section. -

Design of an Electrically Powered Bending Machine
Proceedings of the International Conference on Industrial Engineering and Operations Management Rabat, Morocco, April 11-13, 2017 Design of an electrically powered bending machine: Case of Zimbabwe Tawanda Mushiri Department of Mechanical Engineering University of Johannesburg P.O Box APK 524 Johannesburg South Africa [email protected], [email protected] Definite Shumba Department of Mechanical Engineering University of Zimbabwe P.O Box MP167 Mt Pleasant Harare Zimbabwe [email protected] Charles Mbohwa Faculty of Engineering and the Built Environment University of Johannesburg P.O Box APK 524 Johannesburg South Africa [email protected] Abstract This paper seeks to carry out design of a small scale electrically powered bending machine for a developing nation, case for Zimbabwe. The bending of metal is of great importance in the manufacture of products such as nut shelling machines and maize shelling machines. Currently being used at Company X engineering is a manual bending machine with a single operation hence this design will help to increase the number of metals being bent, an increase in the efficiency and production. The paper deals with manufacturing or bending of sheet metal by using power operated sheet bending machine. Especially discussion made the productivity analysis of manually or power operated sheet bending machine. Considering manual operation is replaced by power operated devices. It also gives information about limitation of manually operated sheet bending machine and power operated sheet bending machine. The existing machines are limited to a single operation. The aim of the research is to increase the number of bent parts and to place an adjustable table to suit the height of the user thereby reducing back pain internal injuries in the long run. -
The Use of Titanium in Dentistry
Cells and Materials Volume 5 Number 2 Article 9 1995 The Use of Titanium in Dentistry Toru Okabe Baylor College of Dentistry, Dallas Hakon Hero Scandinavian Institute of Dental Materials, Haslum Follow this and additional works at: https://digitalcommons.usu.edu/cellsandmaterials Part of the Dentistry Commons Recommended Citation Okabe, Toru and Hero, Hakon (1995) "The Use of Titanium in Dentistry," Cells and Materials: Vol. 5 : No. 2 , Article 9. Available at: https://digitalcommons.usu.edu/cellsandmaterials/vol5/iss2/9 This Article is brought to you for free and open access by the Western Dairy Center at DigitalCommons@USU. It has been accepted for inclusion in Cells and Materials by an authorized administrator of DigitalCommons@USU. For more information, please contact [email protected]. Cells and Materials, Vol. 5, No. 2, 1995 (Pages 211-230) 1051-6794/95$5 0 00 + 0 25 Scanning Microscopy International, Chicago (AMF O'Hare), IL 60666 USA THE USE OF TITANIUM IN DENTISTRY Toru Okabe• and HAkon Hem1 Baylor College of Dentistry, Dallas, TX, USA 1Scandinavian Institute of Dental Materials (NIOM), Haslum, Norway (Received for publication August 8, 1994 and in revised form September 6, 1995) Abstract Introduction The aerospace, energy, and chemical industries have Compared to the metals and alloys commonly used benefitted from favorable applications of titanium and for many years for various industrial applications, tita titanium alloys since the 1950's. Only about 15 years nium is a rather "new" metal. Before the success of the ago, researchers began investigating titanium as a mate Kroll process in 1938, no commercially feasible way to rial with the potential for various uses in the dental field, produce pure titanium had been found. -
Cobalt Chrome Alloy Strength Without Size… Achieving Rigid Fixation Without the Bulk
Cobalt Chrome Alloy Strength Without Size… Achieving Rigid Fixation Without the Bulk • Cobalt Chrome Alloy Rod, 5.5mm Diameter • Polaris™ Deformity System • Trivium™ Derotation System Customizable Spinal Deformity Correction The Polaris™ Deformity System is available in Titanium and Stainless Steel in both 5.5mm and 6.35mm diameter rods. We now offer three tensile strengths of Cobalt Chrome Alloy in 5.5mm diameter rods. Our rod options offer you the ability to customize deformity correction based on curve type, curve stiffness and rigidity, and desired curve correction. Polaris™ Cobalt Chrome Alloy and Stainless Steel rods are Titanium rods are offered in three grades. offered in three tensile strengths. Cobalt Chrome Alloy Stainless Steel Titanium • Available in 5.5mm • Available in 5.5mm • Available in 5.5mm and 6.35mm and 6.35mm • Imaging advantages due • Offered in Titanium alloy and Commercially Pure Titanium to its use with titanium • Retains the initial bend screws and hooks and provides rigid fixation • Less exertion required for bending • Maintaining high strength • Imaging advantages without compromising profile Low Standard CP Ti 5.5mm and Ti Alloy 5.5mm 6.35mm High Ti Alloy 6.35mm Material Comparison Characteristics Cobalt Chrome Alloy Stainless Steel Titanium Stiffness High High Low Strength High High Medium Corrosion Resistance Medium Low High Notch Sensitivity Medium Low High Imaging Compatibility Medium Low High Cobalt Chrome Alloy for Spinal Deformity Correction The Polaris™ Deformity System offers a 5.5mm diameter Cobalt Chrome Alloy (CoCrMo) rod, which is offered in three tensile strengths for use with Polaris™ Titanium Implants. CoCrMo has a history of use in various orthopedic implants, and provides rigid fixation while maintaining imaging capability. -

Metals and Metal Products Tariff Schedules of the United States
251 SCHEDULE 6. - METALS AND METAL PRODUCTS TARIFF SCHEDULES OF THE UNITED STATES SCHEDULE 6. - METALS AND METAL PRODUCTS 252 Part 1 - Metal-Bearing Ores and Other Metal-Bearing Schedule 6 headnotes: Materials 1, This schedule does not cover — Part 2 Metals, Their Alloys, and Their Basic Shapes and Forms (II chemical elements (except thorium and uranium) and isotopes which are usefully radioactive (see A. Precious Metals part I3B of schedule 4); B. Iron or Steel (II) the alkali metals. I.e., cesium, lithium, potas C. Copper sium, rubidium, and sodium (see part 2A of sched D. Aluminum ule 4); or E. Nickel (lii) certain articles and parts thereof, of metal, F. Tin provided for in schedule 7 and elsewhere. G. Lead 2. For the purposes of the tariff schedules, unless the H. Zinc context requires otherwise — J. Beryllium, Columbium, Germanium, Hafnium, (a) the term "precious metal" embraces gold, silver, Indium, Magnesium, Molybdenum, Rhenium, platinum and other metals of the platinum group (iridium, Tantalum, Titanium, Tungsten, Uranium, osmium, palladium, rhodium, and ruthenium), and precious- and Zirconium metaI a Iloys; K, Other Base Metals (b) the term "base metal" embraces aluminum, antimony, arsenic, barium, beryllium, bismuth, boron, cadmium, calcium, chromium, cobalt, columbium, copper, gallium, germanium, Part 3 Metal Products hafnium, indium, iron, lead, magnesium, manganese, mercury, A. Metallic Containers molybdenum, nickel, rhenium, the rare-earth metals (Including B. Wire Cordage; Wire Screen, Netting and scandium and yttrium), selenium, silicon, strontium, tantalum, Fencing; Bale Ties tellurium, thallium, thorium, tin, titanium, tungsten, urani C. Metal Leaf and FoU; Metallics um, vanadium, zinc, and zirconium, and base-metal alloys; D, Nails, Screws, Bolts, and Other Fasteners; (c) the term "meta I" embraces precious metals, base Locks, Builders' Hardware; Furniture, metals, and their alloys; and Luggage, and Saddlery Hardware (d) in determining which of two or more equally specific provisions for articles "of iron or steel", "of copper", E. -

PRESS BRAKE CAPACITIES SPRINGBACK a True 90° Air Bend, the Tooling Must Formed Flanges and Causing Distortion
www.e-ci.com 1 CONTENTS 2 Safety 2 Bending on a CI Press Brake 8 Press Brake Bending Capacity 9 Mild Steel Air Bend Capacity Chart 13 Bending Factors Chart 17 Punching on a Press Brake SAFETY Good safety practices and proper training of each press brake operator is mandatory. Comprehensive operator, maintenance and safety manuals provide instruction on proper procedures and safety methods and BENDING ON A CINCINNATI should be with the press brake at all times. Warning signs and a checklist PRESS BRAKE of operator safety guidelines should be placed at strategic locations on PRESS BRAKE RATING For thicker than 1/2” mild steel, it may the press brake. be necessary to increase the vee die All CINCINNATI press brakes are opening up to ten times the material Users are responsible for proper rated for maximum bending pressure, thickness to minimize cracking of the installation and continued use of or tonnage. Tonnage can then be material. To determine the vee opening point-of-operation safeguarding converted into bending capacities for a simple 90° bend, multiply the and other machine guards. This through an understanding of basic metal thickness by eight. The answer helps assure operator safety factors affecting the formability of is then rounded to the next higher 1/8” and compliance with OSHA metal. Bending factors, or “rules of figure. For example: 14ga. (.075”) x 8 requirements. thumb,” for press brake forming are = .600”. This is rounded to a 5/8” vee based on using mild steel (60,000 Each new CINCINNATI press opening. psi maximum tensile strength). -

Exploring Density
Exploring Density Students investigate the densities of different liquids and solids and understand how density may help identify a substance. Suggested Grade Range: 6-8 Approximate Time: 1 hour Relevant National Content Standards: Next Generation Science Standards Science and Engineering Practices: Developing and using Models Modeling in 6–8 builds on K–5 experiences and progresses to developing, using, and revising models to describe, test, and predict more abstract phenomena and design systems. • Develop and use a model to describe phenomena. Science and Engineering Practices: Analyzing and Interpreting Data Analyzing data in 6-8 builds on K-5 and progresses to extending quantitative analysis to investigations, distinguishing between correlation and causation, and basic statistical techniques of data and error analysis. • Analyze and interpret data to determine similarities and differences in findings. Disciplinary Core Ideas: PS1.A Structure and Properties of Matter Each pure substance has characteristic physical and chemical properties (for any bulk quantity under given conditions) that can be used to identify it. Common Core State Standard: 7NS 2. Apply and extend previous understanding of multiplication and division and of fractions to multiply and divide rational numbers. 3. Solve real-world and mathematical problems involving the four operations with rational numbers. Common Core State Standard: 7EE Solve real-life and mathematical problems using numerical and algebraic expressions and equations. 4. Use variables to represent -
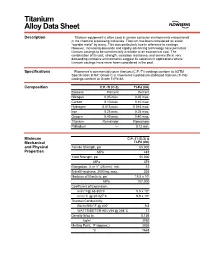
Titanium Alloy Data Sheet
M Titanium Alloy Data Sheet Description Titanium equipment is often used in severe corrosive environments encountered in the chemical processing industries. Titanium has been considered an exotic “wonder metal” by many. This was particularly true in reference to castings. However, increasing demands and rapidly advancing technology have permitted titanium castings to be commercially available at an economical cost. The combination of its cost, strength, corrosion resistance, and service life in very demanding corrosive environments suggest its selection in applications where titanium castings have never been considered in the past. Specifications Flowserve’s commercially pure titanium (C.P.-Ti) castings conform to ASTM Specification B367, Grade C-3. Flowserve’s palladium stabilized titanium (Ti-Pd) castings conform to Grade Ti-Pd 8A. Composition C.P.-Ti (C-3) Ti-Pd (8A) Element Percent Percent Nitrogen 0.05 max. 0.05 max. Carbon 0.10 max. 0.10 max. Hydrogen 0.015 max. 0.015 max. Iron 0.25 max. 0.25 max. Oxygen 0.40 max. 0.40 max. Titanium Remainder Remainder Palladium –– 0.12 min. Minimum C.P.-Ti (C-3) & Mechanical Ti-Pd (8A) and Physical Tensile Strength, psi 65,000 Properties MPa 448 Yield Strength, psi 55,000 MPa 379 Elongation, % in 1" (25 mm), min. 12 Brinell Hardness, 3000 kg, max. 235 Modulus of Elasticity, psi 15.5 x 106 MPa 107,000 Coefficient of Expansion, in/in/°F@ 68-800°F 5.5 x 10-6 m/m/°C @ 20-427°C 9.9 x 10-6 Thermal Conductivity, Btu/hr/ft/ft2/°F @ 400° 9.8 WATTS/METER-KELVIN @ 204°C 17 Density lb/cu in 0.136 kg/m3 3760 Melting Point, °F (approx.) 3035 °C 1668 Titanium Alloy Data Sheet (continued) Corrosion The outstanding mechanical and physical properties of titanium, combined with its Resistance unexpected corrosion resistance in many environments, makes it an excellent choice for particularly aggressive environments like wet chlorine, chlorine dioxide, sodium and calcium hypochlorite, chlorinated brines, chloride salt solutions, nitric acid, chromic acid, and hydrobromic acid. -

Springback Analysis for Warm Bending of Titanium Tube Based on Coupled Thermal-Mechanical Simulation
materials Article Springback Analysis for Warm Bending of Titanium Tube Based on Coupled Thermal-Mechanical Simulation Guangjun Li 1,*, Zirui He 1, Jun Ma 2 , Heng Yang 2 and Heng Li 2,* 1 Chengdu Aircraft Industry (Group) Co., Ltd., Chengdu 610092, China; [email protected] 2 State Key Laboratory of Solidification Processing, School of Materials Science and Engineering, Northwestern Polytechnical University, Xi’an 710072, China; [email protected] (J.M.); [email protected] (H.Y.) * Correspondence: [email protected] (G.L.); [email protected] (H.L.) Abstract: Titanium bent tubular parts attract extensive applications, thus meeting the ever-growing demands for light weight, high reliability, and long service life, etc. To improve bending limit and forming quality, local-heat-assisted bending has been developed. However, significant springback seriously reduces the dimensional accuracy of the bent tubular parts even under elevated forming temperatures, and coupled thermal-mechanical working conditions make springback behavior more complex and difficult to control in warm bending of titanium tubular materials. In this paper, using warm bending of thin-walled commercial pure titanium tube as a case, a coupled thermal-mechanical finite element model of through-process heating-bending-unloading is constructed and verified, for predicting the springback behavior in warm bending. Based on the model, the time-dependent evolutions of springback angle and residual stress distribution during thermal-mechanical unloading are studied. In addition, the influences of forming temperature and bending angle on springback angle, thickness variation, and cross-section flattening of bent tubes are clarified. This research Citation: Li, G.; He, Z.; Ma, J.; Yang, provides a fundamental understanding of the thermal-mechanical-affected springback behavior H.; Li, H.