Specialty Metals Production, Considerations for SOFC
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Progress the Business and Technology of Heat Treating ® May/June 2008 • Volume 8, Number 3
An ASM International® HEATPublication TREATING PROGRESS THE BUSINESS AND TECHNOLOGY OF HEAT TREATING ® www.asminternational.org MAY/JUNE 2008 • VOLUME 8, NUMBER 3 HEAT TREATMENT OF LANDING GEAR HEAT TREAT SIMULATION MICROWAVE HEATING SM Aircraft landing gear, such as on this U.S. Navy FA18 fighter jet, must perform under severe loading conditions and in many different environments. HEAT TREATMENT OF LANDING GEAR The heat treatment of rguably, landing gear has Alloys Used perhaps the most stringent The alloys used for landing gear landing gear is a complex requirements for perform- have remained relatively constant operation requiring ance. They must perform over the past several decades. Alloys A under severe loading con- like 300M and HP9-4-30, as well as the precise control of time, ditions and in many different envi- newer alloys AF-1410 and AerMet ronments. They have complex shapes 100, are in use today on commercial temperature, and carbon and thick sections. and military aircraft. Newer alloys like control. Understanding the Alloys used in these applications Ferrium S53, a high-strength stainless must have high strengths between steel alloy, have been proposed for interaction of quenching, 260 to 300 ksi (1,792 to 2,068 MPa) landing gear applications. The typical racking, and distortion and excellent fracture toughness (up chemical compositions of these alloys to100 ksi in.1/2, or 110 MPa×m0.5). are listed in Table 1. contributes to reduced To achieve these design and per- The alloy 300M (Timken Co., distortion and residual formance goals, heat treatments Canton, Ohio; www.timken.com) is have been developed to extract the a low-alloy, vacuum-melted steel of stress. -

Society, Materials, and the Environment: the Case of Steel
metals Review Society, Materials, and the Environment: The Case of Steel Jean-Pierre Birat IF Steelman, Moselle, 57280 Semécourt, France; [email protected]; Tel.: +333-8751-1117 Received: 1 February 2020; Accepted: 25 February 2020; Published: 2 March 2020 Abstract: This paper reviews the relationship between the production of steel and the environment as it stands today. It deals with raw material issues (availability, scarcity), energy resources, and generation of by-products, i.e., the circular economy, the anthropogenic iron mine, and the energy transition. The paper also deals with emissions to air (dust, Particulate Matter, heavy metals, Persistant Organics Pollutants), water, and soil, i.e., with toxicity, ecotoxicity, epidemiology, and health issues, but also greenhouse gas emissions, i.e., climate change. The loss of biodiversity is also mentioned. All these topics are analyzed with historical hindsight and the present understanding of their physics and chemistry is discussed, stressing areas where knowledge is still lacking. In the face of all these issues, technological solutions were sought to alleviate their effects: many areas are presently satisfactorily handled (the circular economy—a historical’ practice in the case of steel, energy conservation, air/water/soil emissions) and in line with present environmental regulations; on the other hand, there are important hanging issues, such as the generation of mine tailings (and tailings dam failures), the emissions of greenhouse gases (the steel industry plans to become carbon-neutral by 2050, at least in the EU), and the emission of fine PM, which WHO correlates with premature deaths. Moreover, present regulatory levels of emissions will necessarily become much stricter. -
Crucible A2 Data Sheet
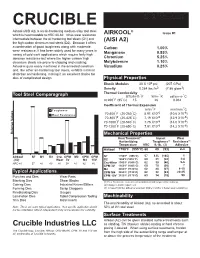
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Higher-Quality Electric-Arc Furnace Steel
ACADEMIC PULSE Higher-Quality Electric-Arc Furnace Steel teelmakers have traditionally viewed Research Continues to Improve the electric arc furnaces (EAFs) as unsuitable Quality of Steel for producing steel with the highest- Even with continued improvements to the Squality surface finish because the process design of steelmaking processes, the steelmaking uses recycled steel instead of fresh iron. With over research community has focused their attention 100 years of processing improvements, however, on the fundamental materials used in steelmaking EAFs have become an efficient and reliable in order to improve the quality of steel. In my lab steelmaking alternative to integrated steelmaking. In at Carnegie Mellon University, we have several fact, steel produced in a modern-day EAF is often research projects that deal with controlling the DR. P. BILLCHRIS MAYER PISTORIUS indistinguishable from what is produced with the impurity concentration and chemical quality of POSCOManaging Professor Editorof Materials integrated blast-furnace/oxygen-steelmaking route. steel produced in EAFs. Science412-306-4350 and Engineering [email protected] Mellon University Improvements in design, coupled with research For example, we recently used mathematical developments in metallurgy, mean high-quality steel modeling to explore ways to control produced quickly and energy-efficiently. phosphorus. Careful regulation of temperature, slag and stirring are needed to produce low- Not Your (Great-) Grandparent’s EAF phosphorus steel. We analyzed data from Especially since the mid-1990s, there have been operating furnaces and found that, in many significant improvements in the design of EAFs, cases, the phosphorus removal reaction could which allow for better-functioning burners and a proceed further. -

Cold Rolled Steel Coils Arcelormittal Europe
ENVIRONMENTAL PRODUCT DECLARATION as per ISO 14025 and EN 15804 Owner of the Declaration ArcelorMittal Europe - Flat Products Programme holder Institut Bauen und Umwelt e.V. (IBU) Publisher Institut Bauen und Umwelt e.V. (IBU) Declaration number EPD-ARC-20200027-CBD1-EN ECO EPD Ref. No. ECO-00001269 Issue date 10/07/2020 Valid to 09/07/2025 Cold Rolled Steel Coils ArcelorMittal Europe www.ibu-epd.com | https://epd-online.com Umwelt Produktdeklaration Name des Herstellers – Name des Produkts General Information ArcelorMittal Europe Cold Rolled Steel Coils Programme holder Owner of the declaration IBU – Institut Bauen und Umwelt e.V. ArcelorMittal Europe – Flat Products Panoramastr. 1 24-26 Boulevard d’Avranches 10178 Berlin L-1160 Luxembourg Germany Luxembourg Declaration number Declared product / declared unit EPD-ARC-20200027-CBD1-EN The declaration applies to 1 ton of cold rolled steel coil. This declaration is based on the product Scope: category rules: The Life Cycle Assessment is based on data collected Structural steels, 07.2014 from the ArcelorMittal plants producing Cold Rolled (PCR checked and approved by the SVR) Coils, representing 95 % of the annual production from 2015. Issue date 10/07/2020 The owner of the declaration shall be liable for the underlying information and evidence; the IBU shall not Valid to be liable with respect to manufacturer information, life cycle assessment data and evidences. 09/07/2025 Verification The standard EN 15804 serves as the core PCR Independent verification of the declaration and data according to ISO 14025:2010 Dipl. Ing. Hans Peters internally x externally (chairman of Institut Bauen und Umwelt e.V.) Dr. -

Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron
Asian Journal of Chemistry Vol. 19, No. 6 (2007), 4665-4673 Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron A.R. ISMAEEL*, S.S. ABDEL REHIM† and A.E. ABDOU‡ Department of Chemistry, Faculty of Science, Garyounis University, Benghazi, Libya E-mail: [email protected] Two steps ferritizing technique was applied on ductile cast iron samples by austenitizing at 900ºC, air cooling to produce pearlite, ferritizing by reheating samples for different times at 700ºC and air cooling to room temperature. Chemical analysis and microstructure showed that as ferritizing time increased, an increase of percentage of ferrite, decrease of pearlite, with corresponding decrease in cementite and increase of free carbon in the form of spheroidal graphite. These changes explain the changes of physical (mechanical) properties repre- sented in the increase of percentage elongation, decrease of tensile strength and decrease in brinle hardness. Weight loss corrosion test technique was followed for investigation of corrosion rate of heat treated samples in 0.1 N H2SO4 solution, which show decrease in corrosion rate with increased ferritizing time. This was explained due to decrease of cathodic sites represented in cementite forming pearlitic lamella. The exception was in the early step of ferritizing, where the corrosion rate increased due to formation of secondary graphite acting as effec- tive cathodic sites. Key Words: Ferritizing, Pearlite, Austenitizing, Microstructure, Cementite, Spheroidal graphite, Cathodic, Corrosion, Secondary graphite. INTRODUCTION Ductile (nodular or spherulitic graphite) cast iron in which a part or all of the carbon is present in the form of a tiny spherical balls, of average 33 to 37 µm1-4. -

On a Mathematical Model for Case Hardening of Steel
On a mathematical model for case hardening of steel vorgelegt von Dott.ssa Lucia Panizzi Von der Fakultät II ‚ Mathematik und Naturwissenschaften der Technischen Universität Berlin zur Erlangung des akademischen Grades Doktor der Naturwissenschaften Dr. rer. nat. sowie der Classe di Scienze der Scuola Normale Superiore di Pisa als Diploma di Perfezionamento in Matematica per la Tecnologia e l’Industria genehmigte Dissertation Promotionsausschuss: Berichter/Gutachter: Prof. A. Fasano (Univerisità di Firenze) Berichter/Gutachter: Prof. D. Hömberg (Technische Universität Berlin) Gutachter: Prof. L. Formaggia (Politecnico di Milano) Gutachter: Prof. M. Primicerio (Università di Firenze) Gutachter: Prof. F. Tröltzsch (Technische Universität Berlin) Gutachter: Prof. P. Wittbold (Technische Universität Berlin) Tag der wissenschaftlichen Aussprache: 05.03.2010 Berlin 2010 D83 i Eidesstattliche Versicherung Hiermit erkläre ich, dass die vorliegende Dissertation: On a mathematical model for case hardening of steel selbständig verfasst wurde. Die benutzten Hilfsmittel und Quellen wurden von mir angegeben, weitere wurden nicht verwendet. ii Erklärung Hiermit erkläre ich, dass die Anmeldung meiner Promotionsabsicht früher nicht bei einer anderen Hochschule oder einer anderen Fakultät beantragt wurde. Teile meiner Dissertation sind darüber hinaus schon veröffentlich worden, welche im Folgenden aufgelistet sind: • D. Hömberg, A. Fasano, L. Panizzi A mathematical model for case hardening of steel. angenommen zur Veröffentlichung in "Mathematical Models and Methods in Applied Sciences" (M3AS), 2009. • P. Krejčí, L. Panizzi. Regularity and uniqueness in quasilinear parabolic systems. angenommen zur Veröffentlichung in "Applications of Mathematics", 2009. iii Compendio Nonostante la disponibilità di numerosi nuovi materiali, l’acciaio rimane il ma- teriale di base della moderna società industriale. L’uso dell’ acciaio con peculiari caratteristiche (durezza, resistenza all’uso, malleabilità etc.) è perciò assai diffuso in molti settori della tecnica. -

Heat Treating of Aluminum Alloys
ASM Handbook, Volume 4: Heat Treating Copyright © 1991 ASM International® ASM Handbook Committee, p 841-879 All rights reserved. DOI: 10.1361/asmhba0001205 www.asminternational.org Heat Treating of Aluminum Alloys HEAT TREATING in its broadest sense, • Aluminum-copper-magnesium systems The mechanism of strengthening from refers to any of the heating and cooling (magnesium intensifies precipitation) precipitation involves the formation of co- operations that are performed for the pur- • Aluminum-magnesium-silicon systems herent clusters of solute atoms (that is, the pose of changing the mechanical properties, with strengthening from Mg2Si solute atoms have collected into a cluster the metallurgical structure, or the residual • Aluminum-zinc-magnesium systems with but still have the same crystal structure as stress state of a metal product. When the strengthening from MgZn2 the solvent phase). This causes a great deal term is applied to aluminum alloys, howev- • Aluminum-zinc-magnesium-copper sys- of strain because of mismatch in size be- er, its use frequently is restricted to the tems tween the solvent and solute atoms. Conse- specific operations' employed to increase quently, the presence of the precipitate par- strength and hardness of the precipitation- The general requirement for precipitation ticles, and even more importantly the strain hardenable wrought and cast alloys. These strengthening of supersaturated solid solu- fields in the matrix surrounding the coher- usually are referred to as the "heat-treat- tions involves the formation of finely dis- ent particles, provide higher strength by able" alloys to distinguish them from those persed precipitates during aging heat treat- obstructing and retarding the movement of alloys in which no significant strengthening ments (which may include either natural aging dislocations. -

Development of Low-Cost Casting Titanium Alloys: an Integrated Computational
Development of Low-cost Casting Titanium Alloys: An Integrated Computational Materials Engineering (ICME) Guided Study Dissertation Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University By Zhi Liang Graduate Program in Materials Science and Engineering The Ohio State University 2018 Dissertation Committee Professor Alan A. Luo, Advisor Professor Glenn Daehn Professor Ji-cheng Zhao Copyrighted by Zhi Liang 2018 Abstract Titanium alloys have proved to be important lightweight structural materials since 1960’s, due to their excellent intermediate temperature mechanical properties, corrosion resistance and weldability. Their good property-to-weight ratios make them ideal for many high-end and weight-sensitive applications. However, the application of titanium alloys is still limited due to the high costs in raw materials and manufacturing, indicating the importance of developing new cost-effective titanium alloys. Compared with other lightweight structural alloys (e.g. aluminum, magnesium), the raw material cost for titanium alloys is generally considered as expensive due to its expensive alloying elements such as vanadium, molybdenum, and tin. The cost issue is further amplified by the difficulties in using conventional machining methods for component-shaping due to the low thermal conductivity. Therefore, cost-effective titanium alloys should address either aspect. This work focuses on the goal of developing new cost-effective Ti-Al-Fe- Mn titanium alloys for the casting process via Integrated Computational Materials Engineering (ICME) approach by using cheaper alloying elements and net-shape manufacture process. Calculation of Phase Diagram (CALPHAD) work on the Ti-Al-Mn ternary system was conducted to establish the reliable thermodynamic database to guide the alloy design. -

Effect of Compound Jacketing Rolling on Microstructure and Mechanical
EFFECT OF COMPOUND JACKETING ROLLING ON MICROSTRUCTURE AND MECHANICAL PROPERTIES OF SUPERALLOY GH4720Li Jinglong Qu 1, Minqing Wang 1, Jianxin Dong 2, Guilin Wu 3, Ji Zhang 1 1 Central Iron and Steel Research Institute, Superalloy Department, No.76, Xueyuan Nanlu, Beijing, 100081, China 2 University of Science and Technology Beijing, Department of Materials Science and Technology, No.30, Xueyuan Lu, Beijing, 100083,China 3 Northeast Special Steel Group Co., Ltd., Liaoning Fushun, 113001, China Keywords: GH4720Li Alloy, Compound Jacketed Rolling, Microstructure, γ′ phase Abstract In this paper, a compound jacketed rolling technique for superalloy GH4720Li is experimentally investigated. The results show that microstructure of GH4720Li is susceptible to hot working parameters. When rolling temperature is about 1130ºC, a fine-grained microstructure, excellent mechanical properties and high yield strength can be obtained. In addition, the rolling temperature can be controlled effectively, friction force between ingot and roller can be reduced, surface cracking induced by rolling can be avoided, and uniform microstructure can be obtained using compound jacketing. When accumulative strain of rolling is greater than 65%, the coarse columnar dendritic microstructure can be refined completely and grain size of ASTM 8 obtained. After heat treatment, GH4720Li bars exhibit excellent mechanical properties. Introduction GH4720Li is a high strength and difficult-to-deform superalloy with excellent mechanical, corrosion resistant and oxidation resistant properties. It is now widely used in aircraft and land-based turbine discs. In practice, the temperature required for a long-term use of GH4720Li is below 700 °C. The weight percent of Al+Ti is as high as 7.5%, and the amount of γ′ strengthening phase is as high as 40%. -

UNDERSTANDING and MEASURING DECARBURIZATION Understanding the Forces Behind Decarburization Is the First Step Toward Minimizing Its Detrimental Effects
22 UNDERSTANDING AND MEASURING DECARBURIZATION Understanding the forces behind decarburization is the first step toward minimizing its detrimental effects. George F. Vander Voort, FASM*, Struers Inc. (Consultant), Cleveland ecarburization is detrimental to crostructure of carbon contents close to the maximum depth of decarburization the wear life and fatigue life of the core may be difficult to discern. The is established. Because the carbon dif- steel heat-treated components. MAD determined by hardness traverse fusion rate increases with temperature ADVANCED MATERIALS & PROCESSES | FEBRUARY 2015 2015 FEBRUARY | & PROCESSES MATERIALS ADVANCED D This article explores some factors that may be slightly shallower than that de- when the structure is fully austenitic, cause decarburization while concentrat- termined by quantitative carbon analysis MAD also increases as temperature rises ing on its measurement. In most produc- with the electron microprobe. This is es- above the Ac3. For temperatures in the tion tests, light microscopes are used to pecially true when the bulk carbon con- two-phase region, between the Ac1 and scan the surface of a polished and etched tent exceeds about 0.45 wt%, as the rela- Ac3, the process is more complex. Carbon cross-section to find what appears to be tionship between carbon in the austenite diffusion rates in ferrite and austenite the greatest depth of total carbon loss before quenching to form martensite and are different, and are influenced by both (free-ferrite depth, or FFD) and the great- the as-quenched hardness loses its linear temperature and composition. est depth of combined FFD and partial nature above this carbon level. Decarburization is a serious prob- loss of carbon to determine the maxi- lem because surface properties are infe- mum affected depth (MAD). -

Utilising Forest Biomass in Iron and Steel Production
LICENTIATE T H E SIS Department of Engineering Sciences and Mathematics Division of Energy Science Nwachukwu Chinedu Maureen ISSN 1402-1757 Utilising forest biomass in iron ISBN 978-91-7790-761-9 (print) ISBN 978-91-7790-762-6 (pdf) and steel production Luleå University of Technology 2021 Investigating supply chain and competition aspects Utilising forest biomass in iron and steel production biomass in iron Utilising forest Chinedu Maureen Nwachukwu Energy Engineering 135067 LTU_Nwachukwu.indd Alla sidor 2021-03-12 08:10 Utilising forest biomass in iron and steel production Investigating supply chain and competition aspects Chinedu Maureen Nwachukwu Licentiate Thesis Division of Energy Science Department of Engineering Sciences and Mathematics Lulea University of Technology April 2021 Copyright © 2021 Chinedu Maureen Nwachukwu. Printed by Luleå University of Technology, Graphic Production 2021 ISSN 1402-1757 ISBN 978-91-7790-761-9 (print) ISBN 978-91-7790-762-6 (pdf) Luleå 2021 www.ltu.se ii For my family past, present, and future iii iv Preface The research work presented in this thesis was carried out at the Division of Energy Science, Luleå University of Technology, Sweden, during the period 2017 - 2020. The studies were carried out under the BioMetInd project, partly financed by the Swedish Energy Agency and Bio4Energy, a strategic research environment appointed by the Swedish government. The thesis provides an overview of forest biomass utilisation in the Swedish iron and steel industry from a supply chain perspective. Results also highlight the biomass competition between the iron and steel industry and the forest industry and stationary energy sectors. Findings from the studies are detailed in the three appended papers.