AISI | Electric Arc Furnace Steelmaking
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Corrosion of Refractories by Denis A
A Chapter in the Refractories Handbook, edited by Charles A. Schacht, and to be published by Marcel Dekker, Inc., New York, NY 10016 Corrosion of Refractories by Denis A. Brosnan, PhD, PE Clemson University Clemson, SC 29634-0971 Introduction Refractories are used at elevated temperatures for structural purposes and they are used in many cases to contain a high temperature corrosive environment. This corrosive environment usually contains liquid (melted) phases that participate in chemical reactions with the refractory at the elevated temperatures resulting in refractory consumption or wear. It is usually not immediately obvious, but the oxidation and reduction state of the environment (as “redox” conditions or oxygen “activity”) can participate in and influence the chemical reactions that take place. Along with chemical reactions during corrosion, physical changes occur that may be accelerated by the corrosion process. Corrosion of refractories can be defined for the purposes of this discussion as follows: Corrosion of Refractories – refractory wear by loss of thickness and mass from the exposed face of the refractory as a consequence of chemical attack by a corroding fluid in a process in which the refractory and the corroding fluid react approaching chemical equilibrium in the zone of contact between the refractory and the fluid. It is an essential point that corrosion reactions proceed in a direction toward localized chemical equilibrium. This means that phase equilibrium diagrams can be used to analyze corrosion situations and to predict chemical strategies to minimize corrosion and wear rates. This gives persons interested in refractory corrosion two options. The first is to view corrosion as a chemical and physical process without a detailed application of phase equilibrium diagrams – called the “phenomenological approach”. -
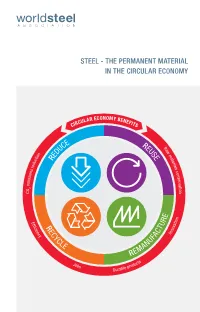
Reduce Reuse Recycle Remanufacture
STEEL - THE PERMANENT MATERIAL IN THE CIRCULAR ECONOMY AR ECONOMY BEN CUL EFI CIR TS E R R C E a U U w n D S m io E E a t t c R e u r i d a e l r s s c n o o n i s s s e i r v m a e t i 2 o O n C E n o E R i f t f U a ic R v o ie T n E n c C In y C Y FA C U LE N MA RE ts Jo duc bs pro Durable 1 CONTENTS Steel in the circular economy 3 Steel is essential to our modern world 5 Reduce 7 Decreasing the amount of material, energy and other resources used to create steel and reducing the weight of steel used in products. Use and reuse 11 Reuse is using an object or material again, either for its original purpose or for a similar purpose, without significantly altering the physical form of the object or material. Remanufacture 15 The process of restoring durable used steel products to as-new condition. Recycle 19 Melting steel products at the end of their useful life to create new steels. Recycling alters the physical form of the steel object so that a new application can be created from the recycled material. End notes 22 2 STEEL IN THE CIRCULAR ECONOMY A sustainable circular economy is one in which steel is fundamental to the circular economy. society reduces the burden on nature by ensuring The industry is continuing to expand its offer resources remain in use for as long as possible. -

Society, Materials, and the Environment: the Case of Steel
metals Review Society, Materials, and the Environment: The Case of Steel Jean-Pierre Birat IF Steelman, Moselle, 57280 Semécourt, France; [email protected]; Tel.: +333-8751-1117 Received: 1 February 2020; Accepted: 25 February 2020; Published: 2 March 2020 Abstract: This paper reviews the relationship between the production of steel and the environment as it stands today. It deals with raw material issues (availability, scarcity), energy resources, and generation of by-products, i.e., the circular economy, the anthropogenic iron mine, and the energy transition. The paper also deals with emissions to air (dust, Particulate Matter, heavy metals, Persistant Organics Pollutants), water, and soil, i.e., with toxicity, ecotoxicity, epidemiology, and health issues, but also greenhouse gas emissions, i.e., climate change. The loss of biodiversity is also mentioned. All these topics are analyzed with historical hindsight and the present understanding of their physics and chemistry is discussed, stressing areas where knowledge is still lacking. In the face of all these issues, technological solutions were sought to alleviate their effects: many areas are presently satisfactorily handled (the circular economy—a historical’ practice in the case of steel, energy conservation, air/water/soil emissions) and in line with present environmental regulations; on the other hand, there are important hanging issues, such as the generation of mine tailings (and tailings dam failures), the emissions of greenhouse gases (the steel industry plans to become carbon-neutral by 2050, at least in the EU), and the emission of fine PM, which WHO correlates with premature deaths. Moreover, present regulatory levels of emissions will necessarily become much stricter. -

Higher-Quality Electric-Arc Furnace Steel
ACADEMIC PULSE Higher-Quality Electric-Arc Furnace Steel teelmakers have traditionally viewed Research Continues to Improve the electric arc furnaces (EAFs) as unsuitable Quality of Steel for producing steel with the highest- Even with continued improvements to the Squality surface finish because the process design of steelmaking processes, the steelmaking uses recycled steel instead of fresh iron. With over research community has focused their attention 100 years of processing improvements, however, on the fundamental materials used in steelmaking EAFs have become an efficient and reliable in order to improve the quality of steel. In my lab steelmaking alternative to integrated steelmaking. In at Carnegie Mellon University, we have several fact, steel produced in a modern-day EAF is often research projects that deal with controlling the DR. P. BILLCHRIS MAYER PISTORIUS indistinguishable from what is produced with the impurity concentration and chemical quality of POSCOManaging Professor Editorof Materials integrated blast-furnace/oxygen-steelmaking route. steel produced in EAFs. Science412-306-4350 and Engineering [email protected] Mellon University Improvements in design, coupled with research For example, we recently used mathematical developments in metallurgy, mean high-quality steel modeling to explore ways to control produced quickly and energy-efficiently. phosphorus. Careful regulation of temperature, slag and stirring are needed to produce low- Not Your (Great-) Grandparent’s EAF phosphorus steel. We analyzed data from Especially since the mid-1990s, there have been operating furnaces and found that, in many significant improvements in the design of EAFs, cases, the phosphorus removal reaction could which allow for better-functioning burners and a proceed further. -

Untraditional Synthesis of Boron-Containing Superhard and Refractory Materials - a Review B
G.J. E.D.T., Vol. 2(1) 2013:21-26 ISSN 2319 – 7293 UNTRADITIONAL SYNTHESIS OF BORON-CONTAINING SUPERHARD AND REFRACTORY MATERIALS - A REVIEW B. Agyei-Tuffour1,2, E. Annan1,2, E. R. Rwenyagila1, E. Ampaw1, E. Arthur1, K. Mustapha1, S. Kolawole1, W. O. Soboyejo1,3, & D. D. Radev1,4 1Department of Materials Science and Engineering, African University of Science and Technology, Abuja-Nigeria 2Department of Materials Science and Engineering, Private Mail Bag, University of Ghana, Legon-Accra. 3Department of Mechanical and Aerospace Engineering, Princeton University, USA. 4Institute of General and Inorganic Chemistry, Bulgaria Academy of Sciences, Sofia-Bulgaria Abstract Boron-containing ceramics find large application in production of superhard and high-temperature materials with application in nuclear and aerospace techniques, military industry etc. The synthesis methods are decisive for the complexity of chemical, morphological and technological properties of these materials. The traditional high-temperature synthesis methods have some disadvantages leading to inconstancy of the product composition due to the boron evaporation, degradation of the furnace materials and contamination of the products, high energy losses etc. Here we show the advantages of some untraditional synthesis methods like direct mechanical synthesis and self propagating high-temperature synthesis (SHS) in the production of titanium diboride (TiB2), zirconium diboride (ZrB2) and production of dense boron carbide (B4C) based materials. Using SEM, TEM, XRD and analytical chemical methods, it was shown that diborides of titanium and zirconium have appropriate properties for production of dense ceramic materials. Using the method of mechanically-assisted sintering high-dense B4C-based ceramic materials was obtained. It was shown that the mechanical properties of materials obtained by pressureless sintering are close or overcome the corresponding properties of boron carbide densified by the method of hot pressing. -
Research Memorandum
RM ESOG21 NACA RESEARCH MEMORANDUM SO:ME PROPER TIES OF BER YLLIUM OXIDE AND BERYLLIUM OXIDE - COLUMBIUM CERAMALS By C. F. Robards and J. J. Gangler " Lewis Flight Propulsion Laboratory Cleveland, Ohio NATIONAL ADVISORY COMMITTEE FOR AERONAUTICS WASHINGTON March 2 , 1951 NACA RM E5OG21 NATIONAL ADVISORY COMMITTEE FOR AERONAUTICS RESEARCH MEMORANDUM SOME PROPERTIES OF BERYLLIUM OXIDE AND BERYLLIUM OXIDE - COLUMBIUM CERAMALS By C. F. Robards and J. J . Gangler SUMMARY Because of the potentially excellent refractory properties of beryllium oxide, a brief investigation was made of its short time tensile strength at a temperature of 18000 F and relative thermal-shock resistance from temperatures of 18000 and 2000° F to room temperature. The effect of additions of 2, 5, 8, 10, 12, and 15 percent by weight of columbium metal on the thermal-shock resistance of beryllium oxide was studied. Metallographic examination indicated that the metallic phase coalesced into pockets. Beryllium oxide had a tensile strength as high as 6160 :9ounds per square inch at 18000 F. The original columbium underwent a phase change, as indicated by X-ray analysis of the ceramals. The addition of columbium up to 15 percent by weight failed to improve the resistance to thermal shock. The phase change and the failure of the columbium to 'vet the beryllium oxide may explain the poor thermal-shock resistance of these ceramals. INTRODUCTION Beryllium oxide BeO has the highest thermal-shock resistance of the better-known oxide bodies. In an effort to extend the life of this material in thermal shock, an attempt was made at the NACA Lewis laboratory to use a metallic binder in the manner that has been successful in the carbide-tool industry. -

On a Mathematical Model for Case Hardening of Steel
On a mathematical model for case hardening of steel vorgelegt von Dott.ssa Lucia Panizzi Von der Fakultät II ‚ Mathematik und Naturwissenschaften der Technischen Universität Berlin zur Erlangung des akademischen Grades Doktor der Naturwissenschaften Dr. rer. nat. sowie der Classe di Scienze der Scuola Normale Superiore di Pisa als Diploma di Perfezionamento in Matematica per la Tecnologia e l’Industria genehmigte Dissertation Promotionsausschuss: Berichter/Gutachter: Prof. A. Fasano (Univerisità di Firenze) Berichter/Gutachter: Prof. D. Hömberg (Technische Universität Berlin) Gutachter: Prof. L. Formaggia (Politecnico di Milano) Gutachter: Prof. M. Primicerio (Università di Firenze) Gutachter: Prof. F. Tröltzsch (Technische Universität Berlin) Gutachter: Prof. P. Wittbold (Technische Universität Berlin) Tag der wissenschaftlichen Aussprache: 05.03.2010 Berlin 2010 D83 i Eidesstattliche Versicherung Hiermit erkläre ich, dass die vorliegende Dissertation: On a mathematical model for case hardening of steel selbständig verfasst wurde. Die benutzten Hilfsmittel und Quellen wurden von mir angegeben, weitere wurden nicht verwendet. ii Erklärung Hiermit erkläre ich, dass die Anmeldung meiner Promotionsabsicht früher nicht bei einer anderen Hochschule oder einer anderen Fakultät beantragt wurde. Teile meiner Dissertation sind darüber hinaus schon veröffentlich worden, welche im Folgenden aufgelistet sind: • D. Hömberg, A. Fasano, L. Panizzi A mathematical model for case hardening of steel. angenommen zur Veröffentlichung in "Mathematical Models and Methods in Applied Sciences" (M3AS), 2009. • P. Krejčí, L. Panizzi. Regularity and uniqueness in quasilinear parabolic systems. angenommen zur Veröffentlichung in "Applications of Mathematics", 2009. iii Compendio Nonostante la disponibilità di numerosi nuovi materiali, l’acciaio rimane il ma- teriale di base della moderna società industriale. L’uso dell’ acciaio con peculiari caratteristiche (durezza, resistenza all’uso, malleabilità etc.) è perciò assai diffuso in molti settori della tecnica. -

High-Temperature Properties of Magnesia-Refractory Brick Treated with Oxide and Salt Solutions
Q [R I 1898o I PLEASEDO NOT REMOVEFROM LIBRARY ()' ~ Bureau of Mines Report of Investigations/1985 ~ ~ High-Temperature Properties of Magnesia-Refractory Brick Treated With Oxide and Salt Solutions By James P. Bennett UNITED STATES DEPARTMENT OF THE INTERIOR Report of Investigations 8980 High-Temperature Properties of Magnesia-Refractory Brick Treated With Oxide and Salt Solutions By James P. Bennett UNITED STATES DEPARTMENT OF THE INTERIOR Donald Paul Hodel, Secretary BUREAU OF MINES Robert C. Horton, Director Research at the Tusca loo sa Research Center is carried out under a memorandum of agreement be tween . the Bureau of Mines, U.S. Department of the Interior, and the University of Alaba ma. Library of Congress Cataloging in Publication Data: Bennett, James P. (James Philip), 1951- High-temperature properties of magnesia-refractory brick treated with oxide and salt solutions. (Report of investigations 8980) Bi bl iography: p. 11. Supt. of Docs. no.: I 28.23: 8980. 1. Magnesia brick-Thermal properties. 2. Oxides. 3. Salt. 1. Title. II. Series: Report of investigations (United States. Bureau of Mines) ; 8980. TN23.C43 (TA418.26] 622s l669',821 85-600138 CONTENTS AbsIntroduction................................................................... tract ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••• 2 Refractory brick and sample preparation........................................ 2 Treatment procedure--solutions and techniques.................................. 4 Results and discussion........................................................ -

Electric Arc Furnace (EAF) Refractory Concept Solutions
STEEL INDUSTRY ELECTRIC ARC FURNACES STEEL INDUSTRY CALDERYS PERFORMANCE YOU CAN TRUST For all industries with extreme temperatures and working conditions, Calderys is there for you. Combining a global network with local expertise, we offer customised solutions wherever you are: from monolithic refractory to bricks and precast shapes to a full range of engineering and installation services. KEY POINTS Over 100 years of refractory experience Over 2 300 employees across 33 countries 19 plants in 16 countries totaling 600 000 tons capacity Annual revenue of over € 500 million 1 Global Technology Centre and 15 Customisation Labs 150 major projects implemented every year Wholly-owned subsidiary of Imerys Group 2 STEEL INDUSTRY OUR VALUE TO THE STEELMAKING INDUSTRY The world leader in monolithic refractory solutions, Calderys has a full product and service portfolio to adapt to the refractory needs of steelmakers. We ensure that we propose products most suitable for your process requirements and deliver to you superior refractory performance and reliable services. We are able to do so by combining our innovative product range and modern installation techniques with end-to-end project management. Value Optimisation Offering tailor-made solutions that meet the commercial and technical requirements for optimal performance. Complete Refractory Solutions We offer a full range of refractory products to meet the process needs of modern Steelmaking. Technology Expertise Ensuring the best possible equipment availability and productivity at the lowest total refractory cost per ton of steel produced, whilst adhering to strict environmental and safety regulations in operations. 3 STEEL INDUSTRY CALDERYS A TRUSTED SUPPLIER IN THE STEEL INDUSTRY A world leader in Refractory Solutions, Calderys has the complete product and service portfolio for all applications. -

STEEL in the CIRCULAR ECONOMY a Life Cycle Perspective CONTENTS
STEEL IN THE CIRCULAR ECONOMY A life cycle perspective CONTENTS Foreword 3 The circular economy 4 Life cycle thinking 6 The life cycle assessment (LCA) approach 8 worldsteel’s LCA methodology and life cycle inventory (LCI) database 10 Sustainability and life cycle assessment 12 LCA in the steel industry 14 LCA by life cycle phase 15 Raw materials and steel production 15 Markets for by-products 16 Manufacturing and use 16 Reuse and remanufacturing 18 Recycling 19 LCA initiatives 20 Regional and global initiatives 21 Market sector initiatives 22 Construction 22 Automotive 24 Packaging 25 End notes 28 Glossary 29 Cover image: Steel staircase, office building, Prague, Czech Republic Design: double-id.com FOREWORD We live in a rapidly changing world with finite resources. Too many legislative bodies around the world At the same time, improvements in standards of living still enact regulations which only affect the “use and eradication of poverty, combined with global phase” of a product’s life, for example water and population growth, exert pressure on our ecosystems. energy consumption for washing machines, energy consumption for a fridge or CO2 emissions whilst As steel is everywhere in our lives and is at the heart driving a vehicle. This focus on the “use phase” can of our sustainable future, our industry is an integral part lead to more expensive alternative lower density of the global circular economy. The circular economy materials being employed but which typically have a promotes zero waste, reduces the amount of materials higher environmental burden when the whole life cycle used, and encourages the reuse and recycling of is considered. -

UNDERSTANDING and MEASURING DECARBURIZATION Understanding the Forces Behind Decarburization Is the First Step Toward Minimizing Its Detrimental Effects
22 UNDERSTANDING AND MEASURING DECARBURIZATION Understanding the forces behind decarburization is the first step toward minimizing its detrimental effects. George F. Vander Voort, FASM*, Struers Inc. (Consultant), Cleveland ecarburization is detrimental to crostructure of carbon contents close to the maximum depth of decarburization the wear life and fatigue life of the core may be difficult to discern. The is established. Because the carbon dif- steel heat-treated components. MAD determined by hardness traverse fusion rate increases with temperature ADVANCED MATERIALS & PROCESSES | FEBRUARY 2015 2015 FEBRUARY | & PROCESSES MATERIALS ADVANCED D This article explores some factors that may be slightly shallower than that de- when the structure is fully austenitic, cause decarburization while concentrat- termined by quantitative carbon analysis MAD also increases as temperature rises ing on its measurement. In most produc- with the electron microprobe. This is es- above the Ac3. For temperatures in the tion tests, light microscopes are used to pecially true when the bulk carbon con- two-phase region, between the Ac1 and scan the surface of a polished and etched tent exceeds about 0.45 wt%, as the rela- Ac3, the process is more complex. Carbon cross-section to find what appears to be tionship between carbon in the austenite diffusion rates in ferrite and austenite the greatest depth of total carbon loss before quenching to form martensite and are different, and are influenced by both (free-ferrite depth, or FFD) and the great- the as-quenched hardness loses its linear temperature and composition. est depth of combined FFD and partial nature above this carbon level. Decarburization is a serious prob- loss of carbon to determine the maxi- lem because surface properties are infe- mum affected depth (MAD). -

Distortion in Case Carburized Components- the Steelmakers View
Heat Treating: Proceedings of the 18th Conference Copyright © 1999 ASM International® Ronald A. Wallis, Harry W. Walton, editors, p 5-11 All rights reserved. DOI: 10.1361/cp1998ht005 www.asminternational.org Distortion in Case Carburized Components The Steel makers View M. Cristinacce British Steel Engineering Steels Rotherham, United Kingdom 1. Abstract NVH (noise, vibration and harshness) is becoming of increasing importance in the automotive industry. The control Distortion of components during heat treatment has a of distortion to give correct mating of rotating components significant effect upon final component costs. The factors such as gears and shafts has a major influence upon NVH which influence distortion behaviour occur during the performance. machining and heat treatment processes and are therefore Most of the examples given in this paper are automotive outside the control of the steelmaker. One important factor transmission components which are carburised. which is under the control of the steelmaker is hardenability A wide variety of factors influence distortion behaviour Consistent hardenability performance can have a significant and can be broadly summarised as follows: effect in reducing the variability in distortion. In a number of Component shape. instances it has been shown that the macrostructure and Steel type. as-cast shape of the steel can also influence distortion. Other Microstructure and residual stresses prior to heat downstream processing effects such as forging may also be treatment. influential in these circumstances. Reheating and carburising conditions. This paper gives examples of some of the experiences of Stacking and support in furnace. British Steel Engineering Steels with customers and end users, Quenching - Medium, temperature, flow, jigging, etc.