An Introduction to Nitriding
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Progress the Business and Technology of Heat Treating ® May/June 2008 • Volume 8, Number 3
An ASM International® HEATPublication TREATING PROGRESS THE BUSINESS AND TECHNOLOGY OF HEAT TREATING ® www.asminternational.org MAY/JUNE 2008 • VOLUME 8, NUMBER 3 HEAT TREATMENT OF LANDING GEAR HEAT TREAT SIMULATION MICROWAVE HEATING SM Aircraft landing gear, such as on this U.S. Navy FA18 fighter jet, must perform under severe loading conditions and in many different environments. HEAT TREATMENT OF LANDING GEAR The heat treatment of rguably, landing gear has Alloys Used perhaps the most stringent The alloys used for landing gear landing gear is a complex requirements for perform- have remained relatively constant operation requiring ance. They must perform over the past several decades. Alloys A under severe loading con- like 300M and HP9-4-30, as well as the precise control of time, ditions and in many different envi- newer alloys AF-1410 and AerMet ronments. They have complex shapes 100, are in use today on commercial temperature, and carbon and thick sections. and military aircraft. Newer alloys like control. Understanding the Alloys used in these applications Ferrium S53, a high-strength stainless must have high strengths between steel alloy, have been proposed for interaction of quenching, 260 to 300 ksi (1,792 to 2,068 MPa) landing gear applications. The typical racking, and distortion and excellent fracture toughness (up chemical compositions of these alloys to100 ksi in.1/2, or 110 MPa×m0.5). are listed in Table 1. contributes to reduced To achieve these design and per- The alloy 300M (Timken Co., distortion and residual formance goals, heat treatments Canton, Ohio; www.timken.com) is have been developed to extract the a low-alloy, vacuum-melted steel of stress. -

Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons Under Similar Hardness
metals Article Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons under Similar Hardness 1,2 2 2 2, , Bingxu Wang , Xue Han , Gary C. Barber and Yuming Pan * y 1 Faculty of Mechanical Engineering and Automation, Zhejiang Sci-Tech University, Hangzhou 310018, China; [email protected] 2 Automotive Tribology Center, Department of Mechanical Engineering, School of Engineering and Computer Science, Oakland University, Rochester, MI 48309, USA; [email protected] (X.H.); [email protected] (G.C.B.) * Correspondence: [email protected] Current address: 201 N. Squirrel Rd Apt 1204, Auburn Hills, MI 48326, USA. y Received: 14 November 2019; Accepted: 4 December 2019; Published: 8 December 2019 Abstract: In this research, an austempering heat treatment was applied on gray cast iron using various austempering temperatures ranging from 232 ◦C to 371 ◦C and holding times ranging from 1 min to 120 min. The microstructure and hardness were examined using optical microscopy and a Rockwell hardness tester. Rotational ball-on-disk sliding wear tests were carried out to investigate the wear behavior of austempered gray cast iron samples and to compare with conventional quenched and tempered gray cast iron samples under equivalent hardness. For the austempered samples, it was found that acicular ferrite and carbon saturated austenite were formed in the matrix. The ferritic platelets became coarse when increasing the austempering temperature or extending the holding time. Hardness decreased due to a decreasing amount of martensite in the matrix. In wear tests, austempered gray cast iron samples showed slightly higher wear resistance than quenched and tempered samples under similar hardness while using the austempering temperatures of 232 ◦C, 260 ◦C, 288 ◦C, and 316 ◦C and distinctly better wear resistance while using the austempering temperatures of 343 ◦C and 371 ◦C. -

Evaluation of the Three-Phase, Electric Arc Melting Furnace for Treatment of Simulated, Thermally Oxidized Radioactive and Mixed Wastes (In Two Parts)
PLEASE DO NOT REMOVE FRCM LIBRARY REPORT OF INVESTIGATIONS/1995 Evaluation of the Three-Phase, Electric Arc Melting Furnace for Treatment of Simulated, Thermally Oxidized Radioactive and Mixed Wastes (In Two Parts) 1. Design Criteria and Description of Integrated Waste Lk3 dt.!H':.(ll J '; Mil .~ " Treatment Facility f $ 1 ;~ *.,;;::wr')oMFp.·:~ '" ,,~ ~~f . \N," 00<?0 ,- , l By L. L. Oden, W. K. O'Connor, P. C. Turner, and A. D. Hartman UNITED STATES DEPARTMENT OF THE INTERIOR BUREAU OF MINES u.s. Department of the Interior Mission Statement As the Nation's principal conservation agency, the Department of the Interior has responsibility for most of our nationally-owned public lands and natural resources. This includes fostering sound use of our land and water resources; protecting our fish, wildlife, and biological diversity; preserving the environmental and cultural values of our national parks and historical places; and providing for the enjoyment of life through outdoor recreation. The Department assesses our energy and mineral resources and works to ensure that their development is in the best interests of all our people by encouraging stewardship and citizen participa tion in their care. The Department also has a major responsibility for American Indian reservation communities and for people who live in island territories under U.S. administration. Cover. ThenntJl waste tret1lment facility. T- ~---------- ~1 H Report of Investigations 9528 'I Evaluation of the Three-Phase, Electric Arc Melting Furnace for Treatment of Simulated, Thermally Oxidized Radioactive and Mixed Wastes !' ( (In Two Parts) 1. Design Criteria and Description of Integrated Waste Treatment Facility By L. -

Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon As Carburizer
Materials Research, Vol. 12, No. 4, 483-487, 2009 © 2009 Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon as Carburizer Fatai Olufemi Aramidea,*, Simeon Ademola Ibitoyeb, Isiaka Oluwole Oladelea, Joseph Olatunde Borodea aMetallurgical and Materials Engineering Department, Federal University of Technology, Akure, Ondo State, Nigeria bMaterials Science and Engineering Department, Obafemi Awolowo University, Ile-Ife, Osun State, Nigeria Received: July 31, 2009; Revised: September 25, 2009 Due to the complexity of controlling parameters in carburization, there has been relatively little work on process variables during the surface hardening process. This work focuses on the effects of the carburizing temperature and time on the mechanical properties of mild steel carburized with activated carbon, at 850, 900 and 950 °C, soaked at the carburizing temperature for 15 and 30 minutes, quenched in oil, tempered at 550 °C and held for 60 minutes. Prior carburization process, standard test samples were prepared from the as received specimen for tensile and impact tests. After carburization process, the test samples were subjected to the standard test and from the data obtained, ultimate tensile strength, engineering strain, impact strength, Youngs’ moduli were calculated. The case and core hardness of the carburized tempered samples were measured. It was observed that the mechanical properties of mild steels were found to be strongly influenced by the process of carburization, carburizing temperature and soaking time at carburizing temperature. It was concluded that the optimum combination of mechanical properties is achieved at the carburizing temperature of 900 °C followed by oil quenching and tempering at 550 °C. -
Crucible A2 Data Sheet
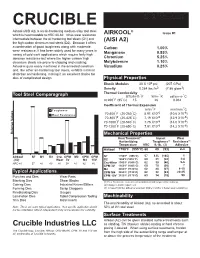
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Ferritic Nitrocarburizing Gears to Increase Wear Resisitance And
Ferritic Nitrocarburizing Gears tOI Increase Wear Resistance and Reduce Distortion Loren ,JI, Epler uaHtygear manufacturing depends on controlled toler- asa gaseous territic nitrocarl:mrizillg process and patented by ances and geometry. As a re ult, ferritic nillocarburizing Lucas Industries in 1961. Lucas demonstrated that they could ha become the heat treat process of choice for many produce surface layers identical to those produced in salt bath gear manufacturers. The primary reason for this are: processes using an endothermic, ammonia-based atmosphere. The process is performed at low temperatures, i.e. less than The process was classified as a "thermochemical susfece critical treatment" that involved !he diffusion of both nitrogenand car- 2. The quench methods increase fatigue strength by up to, L25% bon into the surface of a metal at a temperature below the au tell- without distorting. Ferritlc nitrocarboriziag is used in place ite transforrnation temperature. The process would yield .3 single of carburizing and hardening, carbonitriding, nltriding or in phase epsilon layer with an atomic weight of Fep3' The ingle conjunction wi.th conventional and induction hardening. phase layer makes !:heproduct much more wear resistant than gas 3. h establishes gradient base haronesses, i.e, eliminates egg- or ionnitriding, according to Dawc and Trantner 0). shell effect on TiN, TiAlN,. ere. etc. [II 1982, lronbeund HeatTreat developed Ni.tmwear® using In addition, the process can also be applied to hobs, broaches, similar atmo pheres in a fluidized bed medium. Subsequently. drills and other cutting tools. Jack Ross, owner and founder of lronbound,. patented and HisUJry, Fenitic nitrocarburizing was first established in licensed the process to Dynamic Metal Treating. -

A Study of the Optimum Quenching Temperature of Steels with Various Hot Rolling Microstructures After Cold Rolling, Quenching and Partitioning Treatment
metals Article A Study of the Optimum Quenching Temperature of Steels with Various Hot Rolling Microstructures after Cold Rolling, Quenching and Partitioning Treatment Bin Chen 1,2,3, Juhua Liang 2,3, Tao Kang 2,3, Ronghua Cao 2,3, Cheng Li 2,3, Jiangtao Liang 2,3, Feng Li 2,3, Zhengzhi Zhao 2,3,* and Di Tang 2,3 1 Institute of Engineering Technology, University of Science and Technology Beijing, Beijing 100083, China; [email protected] 2 Collaborative Innovation Center of steel Technology, University of Science and Technology Beijing, Beijing 100083, China; [email protected] (J.L.); [email protected] (T.K.); [email protected] (R.C.); [email protected] (C.L.); [email protected] (J.L.); [email protected] (F.L.); [email protected] (D.T.) 3 Beijing Laboratory for Modern Transportation Advanced Metal Materials and Processing Technology, University of Science and Technology Beijing, Beijing 100083, China * Correspondence: [email protected]; Tel.: +86-10-6233-2617 Received: 4 June 2018; Accepted: 24 July 2018; Published: 26 July 2018 Abstract: Quenching and partitioning (Q&P) processes were applied to a cold-rolled high strength steel (0.19C-1.26Si-2.82Mn-0.92Ni, wt %). The effects of the prior hot-rolled microstructure on the optimum quenching temperature of the studied steels were systematically investigated. The microstructure was analyzed by means of transmission electron microscope (TEM), electron backscatter diffraction (EBSD) and X-ray diffraction (XRD). Compared with the ferrite pearlite mixture matrix, the lower martensite start (Ms) temperature and smaller prior austenite grain size in the cold-rolled martensite matrix are the main reasons for the optimum quenching temperature shifting to a lower temperature in the Q&P steels. -
Comparing and Contrasting Carbonitriding and Nitrocarburizing
This article was originally published in the July 2016 issue of Industrial Heating magazine and is republished here with permission The Heat Treat Doctor® COMPARING AND CONTRASTING CARBONITRIDING AND NITROCARBURIZING Daniel H. Herring THE HERRING GROUP Inc. 630-834-3017 [email protected] The terminology of heat treating is sometimes challenging. Heat treaters can be inconsistent at times, using one word when they really mean another. You have heard the terms carbonitriding and nitrocarburizing and know they are two different case-hardening processes, but what are the real differences between them? Let’s learn more. Part of our confusion stems from the fact that years ago carbonitriding was known by other names – “dry cyaniding,” “gas cyaniding,” “nicarbing” and (yes) “nitrocarburizing.” The Carbonitriding Process Carbonitriding is a modified carburizing process, not a form of nitriding. This modification consists of introducing ammonia into the carburizing atmosphere in order to add nitrogen into the carburized case as it is being produced (Fig. 1). Carbonitriding is typically done at a lower temperature than carburizing, from as low as 700-900°C (1300-1650°F), and for a shorter time than carburizing. Since nitrogen inhibits the diffusion of carbon, a combination of factors result in shallower case depths than is typical for carburized parts, typically between 0.075 mm (0.003 inch) and 0.75 mm (0.030 inch). It is important to note that a common contributor to non-uniform case depth during carbonitriding is to introduce ammo- nia additions before the load is stabilized at temperature (this is a common mistake in furnaces that begin gas additions upon setpoint recovery rather than introducing a time delay for the load to reach tempera- ture). -

Carbonitriding and Hard Shot Peening for High-Strength Gears Yoshihisa Miwa, Masayuki Suzawa, Yukio Arimi, Yoshihiko Kojima, and Katsunori Nishimura Mazda Motor Corp
Carbonitriding and Hard Shot Peening for High-Strength Gears Yoshihisa Miwa, Masayuki Suzawa, Yukio Arimi, Yoshihiko Kojima, and Katsunori Nishimura Mazda Motor Corp. ABSTRACT CUE HARONESS HARONESS CUE OEtrM A new process for manufacturing high- OISTRIBUTION --E CORE HARONESS strength gears has been developed to meet the requirement of automobile transmission minia- r turization. The points of the process are to GRAIN SIZE increase the shot peening intensity and to MICROSTRUCTURE perform optimal control of the initial (before FATIGUE CARBIOES shot peening) microstructure by heat treatment STREMGTH MON-MARTEMSITIC corresponding with the peening intensity in OEFEtTS -r SURFACEUOU-METALLIC LAYER order to obtain higher residual compressive IuCLUSlONS stress. INTERGRANULAR i TOUGHMESS The new process, named Carbonitriding and Hard Shot Peening in Mazda, brings a much RESlOUAL COYIRESIVE STRESS higher fatigue strength than the one obtained by the conventional carburizing and shot peening process. Fig. 1 METALLURGICAL FACTORS AFFECTING ON THE FATIGUE STRENGTH OF GEARS 1. Introduction A higher drivability, stability in therefore, it is necessary to set a suitable driving, and fuel efficiency are required for i~ardnessdistribution by heat treatment using automobiles and the new systems to meet these clean material. However, in order to augment requirements have been developed. This can the fatigue strength furthermore, it is nec- be seen, for example, in multi-valve system, essary to make use of residual compressive super charging in engines, 4 WD or 4 WS, etc. stress more positively. In addition, the height of engine hood has For enlargement of the residual compressive been lowered in body designing for reducing stress, it is most effective to increase the air resistance. -

Carburizing & Carbonitriding
CARBURIZING & CARBONITRIDING A TRADITIONAL SURFACE HARDENING TREATMENT WITH MODERN PROCESS CONTROLS WHAT IS IT? HOW IS IT DONE? General Description of Carburizing & Carbonitriding Equipment & Process Carburizing is a process of controlled diffusion of carbon into Solid, molten salt and gaseous carbon-carrying medium may the surface of a component, followed by quenching and be employed, however, the first two are now rarely used. tempering, with the objective of increasing the component’s Nitrex offers gas carburizing in computer controlled integral surface hardness. The process is generally applicable to low quench and pit gas carburizing furnaces. A full range of case carbon and low alloy steels. There are two carburizing depths if feasible with an economically derived limit of process types available commercially – vacuum carburizing approximately 0.250” (6.4 mm). In addition, Nitrex offers and conventional carburizing. The former is described in a vacuum carburizing which is described in a separate separate brochure, and conventional carburizing is company publication. discussed here. The sequence of operations is as follows : In this thermal process ferrous alloys are heated to above • parts are appropriately fixtured, loaded into the furnace, their transformation temperature and exposed to carbon rich and the process is initiated atmosphere. Processing temperatures in conventional • carburizing typically are in the 1450°F - 1900°F (790°C - computers and/or process controllers are programmed to 1040°C) range. The diffusion of carbon into the part and the conduct the process automatically, subsequent quench leads to a part with a hard, wear • at the end of the process the load is either direct resistant surface and a tough, shock resistant core. -

On a Mathematical Model for Case Hardening of Steel
On a mathematical model for case hardening of steel vorgelegt von Dott.ssa Lucia Panizzi Von der Fakultät II ‚ Mathematik und Naturwissenschaften der Technischen Universität Berlin zur Erlangung des akademischen Grades Doktor der Naturwissenschaften Dr. rer. nat. sowie der Classe di Scienze der Scuola Normale Superiore di Pisa als Diploma di Perfezionamento in Matematica per la Tecnologia e l’Industria genehmigte Dissertation Promotionsausschuss: Berichter/Gutachter: Prof. A. Fasano (Univerisità di Firenze) Berichter/Gutachter: Prof. D. Hömberg (Technische Universität Berlin) Gutachter: Prof. L. Formaggia (Politecnico di Milano) Gutachter: Prof. M. Primicerio (Università di Firenze) Gutachter: Prof. F. Tröltzsch (Technische Universität Berlin) Gutachter: Prof. P. Wittbold (Technische Universität Berlin) Tag der wissenschaftlichen Aussprache: 05.03.2010 Berlin 2010 D83 i Eidesstattliche Versicherung Hiermit erkläre ich, dass die vorliegende Dissertation: On a mathematical model for case hardening of steel selbständig verfasst wurde. Die benutzten Hilfsmittel und Quellen wurden von mir angegeben, weitere wurden nicht verwendet. ii Erklärung Hiermit erkläre ich, dass die Anmeldung meiner Promotionsabsicht früher nicht bei einer anderen Hochschule oder einer anderen Fakultät beantragt wurde. Teile meiner Dissertation sind darüber hinaus schon veröffentlich worden, welche im Folgenden aufgelistet sind: • D. Hömberg, A. Fasano, L. Panizzi A mathematical model for case hardening of steel. angenommen zur Veröffentlichung in "Mathematical Models and Methods in Applied Sciences" (M3AS), 2009. • P. Krejčí, L. Panizzi. Regularity and uniqueness in quasilinear parabolic systems. angenommen zur Veröffentlichung in "Applications of Mathematics", 2009. iii Compendio Nonostante la disponibilità di numerosi nuovi materiali, l’acciaio rimane il ma- teriale di base della moderna società industriale. L’uso dell’ acciaio con peculiari caratteristiche (durezza, resistenza all’uso, malleabilità etc.) è perciò assai diffuso in molti settori della tecnica. -

Improving the Corrosion Behavior of Ductile Cast Iron in Sulphuric Acid
Available online at www.pelagiaresearchlibrary.com Pelagia Research Library Der Chemica Sinica, 2017, 8(6):513-523 ISSN : 0976-8505 CODEN (USA): CSHIA5 Improving the Corrosion Behavior of Ductile Cast Iron in Sulphuric Acid by Heat Treatment TFH Mohamed, SS Abd El Rehim and MAM Ibrahim* Chemistry Department, Faculty of Science, Ain Shams University, Abbassia, Cairo, Egypt ABSTRACT In this investigation, the effect of heat treatment on the corrosion behavior of ductile cast iron (DCI) in H2SO4 environment has been conducted. Moreover, the effect of heat treatment on the mechanical properties has also been investigated. The change in microstructure of DCI is obtained by austenetising at 900°C for two hours followed by oil quenching and then heated to 700ºC for different tempering times. The corrosion measurements were tested using anodic potentiodynamic polarization and cyclic polarization techniques. Here we show that the tempered specimens at different tempering times show better corrosion resistance in H2SO4 solution than that without heat treatment. Moreover, the polarization measurements showed that the Ecorr and ia of the different specimens increase with increasing H2SO4 concentration while both Epass and ipass were decreased. Keywords: Ductile cast iron, Corrosion behaviour, Potentiodynamic, Cyclic polarization, Heat treatment INTRODUCTION Ductile cast iron (DCI) possesses several engineering and manufacturing advantages when compared with cast steels [1,2]. These include an excellent damping capacity, better wear resistance, 20-40% lower manufacturing cost and lower volume shrinkage during solidification [3,4]. The combination between the good mechanical properties and the casting abilities of DCI makes its usage successful in structural applications especially in the automotive industry.