Lean Manufacturing One Page Overview
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Lean Manufacturing Essentials Lean Manufacturing Defined & Explained
C O N S U L T A N T S E N G I N E E R S S T R A T E G I S T S www.strategosinc.com Lean Manufacturing Essentials Lean Manufacturing Defined & Explained These are core disciplines. Not every organization requires them all. Others require supplementary disciplines such as 5S. Determining which disciplines are most important and/or urgent is the subject of Strategos' "Workshop for Wagon masters" that formulates an implementation plan. Lean Manufacturing is "manufacturing without waste." Waste has many forms. Inventory Material, time, idle equipment, and Besides core disciplines, there inventory are examples. Most companies is an overall theme of waste 70%-90% of their available inventory reduction. Inventory resources. Even the best Lean hides waste. Almost every Manufacturers probably waste 30%. imperfection or problem creates a need for inventory. Hence, This is an enormous opportunity. Lean inventory is a result and Manufacturing and Cellular Manufacturing measures the imperfection of the system. improve material handling, inventory, Inventory also devours capital. For most quality, scheduling, personnel and customer companies, the inventory savings alone satisfaction. These improvements are not provide funding for implementing the just a few percentage points, they are order- system and the largest savings occur early of-magnitude. Typically such improvements on. Thus, Lean Manufacturing is essentially range from 30%-90%. The benefits have self-funding. been documented by academic researchers and some of their work is available at our website. People & Technology Factories include people. To The Core Disciplines function well, people and technology must integrate in a Most waste is invisible. -
Process Improvement Glossary
Process Improvement Glossary 5 Whys Asking why repeatedly to discover the root cause of a problem. 5S A system for organizing the workplace to reduce waste and make problems visible. The 5S's: sort (keep only what is essential), set in order (a place for everything and everything in its place), shine (clean and tidy), standardize (systems and procedures to maintain first 3 S's), and sustain. A3 A standard, one-page description of the problem, hypothesis, and the improvement to be tested. It combines analysis of data and intuition, to present a compelling story in support of strategy deployment. The succinct format supports effective communication and use of data to problem-solve. The name comes from the "A3" size of paper (11"x17") that is used. Andon Japanese term for "lantern". Historically, a light system would alert someone of a quality or process problem in the production line. Today, a light may be triggered automatically, or an employee can manually alert the team and leadership of a problem. The intent is to alert the entire team, including leadership, that there is a problem so the team can respond and fix the problem before the workflow is stopped, if at all possible. ("The Machine That Changed the World" points out that there are hundreds of andon calls a day in a Toyota plant, but the line never stops. That is because workers respond to the Andons promptly, and usually are able to correct the problem within the tact time.) Bottleneck A step of a process that limits the capacity of a larger process or system. -
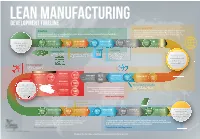
Lean Infographic
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -

Application of Lean Methodology to Improve Processes in the Construction and Demolition Waste Industry
Application of lean methodology to improve processes in the construction and demolition waste industry The Ambisider Case Study Mariana Marques Ribeiro Master in Civil Engineering Instituto Superior Técnico, Universidade de Lisboa, Portugal email: [email protected] Abstract – The construction industry is one of the largest consumers of natural resources and one of the main generators of construction and demolition waste (CDW). Thus, the incorporation of recycled aggregates in construction is fundamental in achieving sustainability, but this is only feasible if these are competitive in relation to new materials. Thus, lean management plays an important role in reaching efficiency of production processes within the CDW industry. This management paradigm, developed in the automotive industry, is currently one of the most used methodologies in improving production processes. This dissertation focuses on Ambisider, a Portuguese company of the construction sector that manages the CDW generated by the demolition worKs, it performs with the objective of increasing efficiency of the production process of recycled aggregates. The fundamental aim is to propose the implementation of improvement actions based on lean management following the DMAIC cycle (Define - Measure - Analyze - Improve - Control) methodology, an organized and sequential method for solving problems using various tools and methodologies from the six sigma management philosophy. The study of Ambisider recycling operations led to identify lean wastes, understand their root causes, and propose improvement strategies and respective forms of maintenance. The proposed improvements were designed in the future value stream mapping (VSM) showing improvements in production capacity, reduction of lead time and consequently improving the quality of aggregates, reducing production costs and increasing the organization level and competiveness of Ambisider. -

White Paper Entitled 'A Review of Kaizen'
MultiSpectra Consultants White Paper A Review of Kaizen Dr. Amartya Kumar Bhattacharya BCE (Hons.) ( Jadavpur ), MTech ( Civil ) ( IIT Kharagpur ), PhD ( Civil ) ( IIT Kharagpur ), Cert.MTERM ( AIT Bangkok ), CEng(I), FIE, FACCE(I), FISH, FIWRS, FIPHE, FIAH, FAE, MIGS, MIGS – Kolkata Chapter, MIGS – Chennai Chapter, MISTE, MAHI, MISCA, MIAHS, MISTAM, MNSFMFP, MIIBE, MICI, MIEES, MCITP, MISRS, MISRMTT, MAGGS, MCSI, MIAENG, MMBSI, MBMSM Chairman and Managing Director, MultiSpectra Consultants, 23, Biplabi Ambika Chakraborty Sarani, Kolkata – 700029, West Bengal, INDIA. E-mail: [email protected] Website: https://multispectraconsultants.com Kaizen is a concept referring to business activities that continuously improve all functions and involve all employees from the CEO to the assembly line workers. Kaizen ( 改 善 ) is the Sino- Japanese word for "improvement". Kaizen also applies to processes, such as purchasing and logistics, that cross organisational boundaries into the supply chain. By improving standardised programmes and processes, kaizen aims to eliminate waste (lean manufacturing). Kaizen was first practised in Japanese businesses after World War II, influenced in part by American business and quality-management teachers, and most notably as part of The Toyota Way. It has since spread throughout the world and has been applied to environments outside business and productivity. The Japanese word kaizen means "change for better", without inherent meaning of either "continuous" or "philosophy" in Japanese dictionaries and in everyday use. The word refers to any improvement, one-time or continuous, large or small, in the same sense as the English word "improvement". However, given the common practice in Japan of labelling industrial or business improvement techniques with the word "kaizen", particularly the practices spearheaded by Toyota, the word "kaizen" in English is typically applied to measures for implementing continuous improvement, especially those with a "Japanese philosophy". -

Five Whys Analysis
Five Whys Analysis Source: http://www.gnrtr.com/Generator.html?pi=141&cp=3 In solving an inventive problem, it is very important to understand the casual relation of phenomena taking place in a system... In solving an inventive problem, it is very important to understand the casual relation of phenomena taking place in a system. Constructing such chains is a very interesting process which sometimes yields completely unexpected results. The following story is popular in the engineering environment. Auxiliary engines of one of the first American spaceships had 5 ft in diameter although, according to the designers' calculations, their optimal diameter should have been a little larger. # 1. Why were the engines made with 5 ft diameter ? The limitation was caused by that the engines were delivered to the assembly site by railway which went through several tunnels. The distance between the rails was standard – 4 ft and 8.5 and the tunnel diameter was not much larger. #2. Why the standard distance between rails was 4 ft and 8.5? How did that figure arise? The American railway was designed after the English pattern. In England, in turn, the distance between rails was selected by analogy with the tram track which was just 4 ft and 8.5. But why? The thing is that first trams in England were produced at the same factory as horse- drawn vehicles. The distance between the wheels of such a vehicle was 4 ft and 8.5. # 3. Why ? Horse-drawn vehicles were made so that their wheels matched old ruts on roads and the distance between the ruts was 4 ft and 8.5 all over England. -
Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality
Current Trends in Fashion Technology & Textile Engineering ISSN: 2577-2929 Review Article Curr Trends Fashion Technol Textile Eng Volume 4 - Issue 1 - July 2018 Copyright © All rights are reserved by Prakash C DOI: 10.19080/CTFTTE.2018.04.555628 Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality Mothilal B and Prakash C* Department of Fashion Technology, Sona College of Technology, India Submission: April 19, 2018; Published: July 02, 2018 *Corresponding author: Prakash C, Department of Fashion Technology, Sona College of Technology, India, Tel No: ; Fax: +91-427- 4099888; Email: Abstract The rapid change in apparel styles, deviation of order quantities and increasing quality levels at the lowest possible cut-rate, demand the market. To increase the productivity of the apparel industries we need to reduce the wastage of the manufacturing and time to manufacture the product.apparel manufacturing Lean is the tool industry to reduce to the be focusedwastage on in moreall process effective of apparel and efficient manufacturing, manufacturing reducing processes cost and for value survival added in anto theimmensely product. competitive This paper proposes the lean tool for the apparel industry to reduce the overall wastage of the industries. Keywords: Abbreviations:Apparel FMEA: industry; Failure Eco-efficiency; Mode and Effect Industrial Analysis; wastes; SFPS: Single Lean Failuretools Points; TPM: Total Productive Maintenance; OEE: Overall Equipment Effectiveness; PDCA: Plan-Do-Check-Act or Plan-Do-Check-Adjust; PDSA: Plan-Do-Study-Act Introduction Tapping D [1] observed that lean strategy is to eliminate wastes Lean tools from the process. Any excess in equipment’s, materials, parts, and working period beyond the requirement is generally referred as of waste (muda), the improvement of quality, and production waste. -

Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics
Dissertations and Theses 4-2014 Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics Arash Sabet-Rasekh Follow this and additional works at: https://commons.erau.edu/edt Part of the Mechanical Engineering Commons Scholarly Commons Citation Sabet-Rasekh, Arash, "Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics" (2014). Dissertations and Theses. 241. https://commons.erau.edu/edt/241 This Thesis - Open Access is brought to you for free and open access by Scholarly Commons. It has been accepted for inclusion in Dissertations and Theses by an authorized administrator of Scholarly Commons. For more information, please contact [email protected]. Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics By Arash Sabet-Rasekh A Thesis Submitted to the College of Engineering Department of Mechanical Engineering in Partial Fulfillment of the Requirements for the Degree of Master of Science in Mechanical Engineering Embry-Riddle Aeronautical University Daytona Beach, Florida April 2014 Acknowledgement I would like to thank my thesis advisor Dr. Patrick Currier for his help and guidance throughout this entire project. Without his support and meaningful insight I would not have been able to complete this thesis. I am also thankful to Dr. Sathya Gangadharan (a.k.a. Dr. G) for his continued support and encouragement. I wish to express my genuine appreciation to Kevin Farthing at Sparton Electronics for his unlimited support, advice and patience. Lastly, but most importantly, I would like to thank my family for always being there for me and motivating me. -

Top Four Problem-Solving Techniques in a High Performance Team
4360 Corporate Road Charleston, SC 29405-7445 843.744.7110 www.LCE.com Top Four Problem-Solving Techniques in a High Performance Team By R. Keith Mobley While most people associate Lean with tools and principles such as value stream mapping, one-piece flow, Kanban, 5S, Total Productive Maintenance, and Kaizen events, few people think about the more mundane aspects of Lean. Problem solving is one of the keys to a successful Lean implementation because it empowers all those involved. Lean manufacturing has a unique way of solving problems. It does not just look at the effect of the problem and try to cover it with a Band-Aid. Rather the root cause of the problem is identified and the root cause, as well as all contributing factors, is eliminated from the system, process or infrastructure in order to permanently solve the problems. What is the difference in these two approaches? Simple, when you find and rectify the root causes the problem will be solved forever. Even other problems occurring due to these root causes will be eliminated in this effort. It is very clear now that we must find out the root causes of the problems before we think about rectifying them in Lean manufacturing environments. So how should we do this? What are the tools available to perform these tasks? Let's look at what problem solving is about. We'll begin by asking the question: "What is a problem?" A good definition of a problem is a variation from a recognized standard. In other words, you need to know how things should be before you can recognize a possible cause for them not being that way. -

Takt Time Grouping: a Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints Mitchell Alan Millstein University of Missouri-St
University of Missouri, St. Louis IRL @ UMSL Dissertations UMSL Graduate Works 7-6-2014 Takt Time Grouping: A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints Mitchell Alan Millstein University of Missouri-St. Louis, [email protected] Follow this and additional works at: https://irl.umsl.edu/dissertation Part of the Business Commons Recommended Citation Millstein, Mitchell Alan, "Takt Time Grouping: A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints" (2014). Dissertations. 242. https://irl.umsl.edu/dissertation/242 This Dissertation is brought to you for free and open access by the UMSL Graduate Works at IRL @ UMSL. It has been accepted for inclusion in Dissertations by an authorized administrator of IRL @ UMSL. For more information, please contact [email protected]. Takt Time Grouping A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints & Comparison to One Piece Flow and Drum Buffer Rope: Which is Better, When and Why Mitchell A. Millstein M.B.A, Washington University – St. Louis, MO, 1996 B.S., Engineering, Rutgers University – New Brunswick, NJ, 1988 A Thesis Submitted to The Graduate School at the University of Missouri – St. Louis in partial fulfillment of the requirements for the degree Ph.D. in Business Administration with an emphasis in Logistics and Supply Chain Management Advisory Committee Joseph P. Martinich, Ph.D. Chairperson Robert M. Nauss, Ph.D. L. Douglas Smith, Ph.D. Donald C. Sweeney II, Ph.D. Revision: July 2, 2014 Copyright, Mitchell A. Millstein, 2014 1 Contents Abstract ......................................................................................................................................................... 7 Section 1: Introduction ................................................................................................................................ -

Investigation of Takt Time Planning As a Work
UC Berkeley UC Berkeley Electronic Theses and Dissertations Title TAKT TIME PLANNING AS A WORK STRUCTURING METHOD TO IMPROVE CONSTRUCTION WORK FLOW Permalink https://escholarship.org/uc/item/6dp4n4fz Author Frandson, Adam Gene Publication Date 2019 Peer reviewed|Thesis/dissertation eScholarship.org Powered by the California Digital Library University of California TAKT TIME PLANNING AS A WORK STRUCTURING METHOD TO IMPROVE CONSTRUCTION WORK FLOW By Adam Frandson A dissertation submitted in partial satisfaction of the requirements for the degree of Doctor of Philosophy In Engineering – Civil and Environmental Engineering in the GRADUATE DIVISION of the UNIVERSITY OF CALIFORNIA, BERKELEY Committee in charge: Professor Iris D. Tommelein, Chair Professor William C. Ibbs Professor Philip Kaminsky Professor Dana Buntrock Summer 2019 Everything we do in life requires the support of others, and I could not have completed this research without the support of my friends and family. Thank you to my wife for believing in me, supporting me, and for moving away from San Diego to the Bay with me. Thank you to my professors at San Diego State University for my undergraduate education and my professors at University of California on my committee for their guidance in my research and professional life. Thank you to all of the visiting scholars, past PHD students, current PHD students, and industry professionals with whom I have worked these past eight years. Last, thank you to my family and friends for truly believing in me and never batting an eye when I said 12 years ago that I wanted to obtain my doctorate from UC Berkeley. -

REST Journal on Emerging Trends in Modelling and Manufacturing 3(1) 2017, 12-16
Mayank. et.al / REST Journal on Emerging trends in Modelling and Manufacturing 3(1) 2017, 12-16 REST Journal on Emerging trends in Modelling and Manufacturing Vol:3(1),2017 REST Publisher ISSN: 2455-4537 Website: www.restpublisher.com/journals/jemm A Review of Lean Tools & Techniques for Cycle Time Reduction Mayank Pandya1, Vivek Patel2, Nilesh Pandya3 1,2G H Patel College of Engineering & Technology, V.V.Nagar-388120, Gujrat,India 3Foundry manager at Priti Marine PVT. LTD., Sihor, Dist. Bhavnagar, Gujarat, India [email protected], [email protected], [email protected] Abstract In today’s enormous competitive world, in order to survive in the market, any company has to satisfy their customers by providing right quantity with right quality and right price within stipulated time. All small scale industries facing problems in fulfilling customers demand within stipulated time period. In this paper the prime focus is various lean tools & techniques with their principles of application. There are many ideas and tools to explore in lean, so the one way is to do survey of some most important lean tools and its principles. This paper contains review of various lean tools and techniques such as 5S, Heijunka, SMED, Kaizen, PDCA, Takt time, TPM, and also about which tool can give better results for cycle time reduction also described with the help of literature review. Key words: lean tools & techniques, 5S, Heijunka, SMED, Kaizen, PDCA, Takt Time, TPM I. Introduction In Today’s Competitive era of globalization, in order to strive in this competitive market situation, companies now must look forward to please their customers in every possible manners and must complete customer’s ordered requirements within the stipulated time period which is given by customers.