Design and Implementation of Kanban System to Reduce Finished Goods Inventory
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Implementation of Kanban, a Lean Tool, in Switchgear Manufacturing Industry – a Case Study
Proceedings of the International Conference on Industrial Engineering and Operations Management Paris, France, July 26-27, 2018 Implementation of Kanban, a Lean tool, In Switchgear Manufacturing Industry – A Case Study Shashwat Gawande College Of Engineering, Pune Department of Industrial Engineering and management Savitribai Phule Pune University Pune, Maharashtra 44, India [email protected] Prof. J.S Karajgikar College Of Engineering, Pune Department of Industrial Engineering and management Savitribai Phule Pune University Pune, Maharashtra 44, India [email protected] Abstract Kanban is a scheduling system for lean and just in time manufacturing industries or services firms. It is a very effective tool for running a production system as a whole, in this system problem areas are highlighted by measuring lead time and cycle time of the full process the other benefits of the Kanban system is to establish an upper limit to work in process inventory to avoid over capacity. The objective of this case study is to implement a standard Kanban System for a Electrical manufacturing MNC company. With this system, the firm implemented use of just in time to reduce the inventory cost stocked during the process. This case study also shows that the Kanban implementation is not only bounded to the company but to their vendor also, from where, some of the components are been assembled. A replenishment strategy was also developed, tested and improved at the company location. A complete instruction manual is also developed as a reference Keywords Value Steam Mapping, Kanban, Root Cause Analysis, Replenishment Strategy 1. Introduction Lean manufacturing or simply ‘lean’ is a systematic method for waste reduction within a manufacturing system without affecting productivity. -

Lean Manufacturing Essentials Lean Manufacturing Defined & Explained
C O N S U L T A N T S E N G I N E E R S S T R A T E G I S T S www.strategosinc.com Lean Manufacturing Essentials Lean Manufacturing Defined & Explained These are core disciplines. Not every organization requires them all. Others require supplementary disciplines such as 5S. Determining which disciplines are most important and/or urgent is the subject of Strategos' "Workshop for Wagon masters" that formulates an implementation plan. Lean Manufacturing is "manufacturing without waste." Waste has many forms. Inventory Material, time, idle equipment, and Besides core disciplines, there inventory are examples. Most companies is an overall theme of waste 70%-90% of their available inventory reduction. Inventory resources. Even the best Lean hides waste. Almost every Manufacturers probably waste 30%. imperfection or problem creates a need for inventory. Hence, This is an enormous opportunity. Lean inventory is a result and Manufacturing and Cellular Manufacturing measures the imperfection of the system. improve material handling, inventory, Inventory also devours capital. For most quality, scheduling, personnel and customer companies, the inventory savings alone satisfaction. These improvements are not provide funding for implementing the just a few percentage points, they are order- system and the largest savings occur early of-magnitude. Typically such improvements on. Thus, Lean Manufacturing is essentially range from 30%-90%. The benefits have self-funding. been documented by academic researchers and some of their work is available at our website. People & Technology Factories include people. To The Core Disciplines function well, people and technology must integrate in a Most waste is invisible. -

Material Replenishment System
MATERIAL REPLENISHMENT SYSTEM REPLENISHMENT METHODS FOR VISUALIZING MATERIAL NEEDS IN A LEAN MANUFACTURING COMPANY Examensarbete – Högskoleingenjör Industriell ekonomi Stefan Andersson Johan Elfvenfrost År: 2016.18.07 I Svensk titel: Material återfyllningssystem Engelsk titel: Material replenishment system Utgivningsår: 2016 Författare: Stefan Andersson, Johan Elfvenfrost Handledare: Sara Lorén, Högskolan i Borås Magnus Hansson Fallenius, IAC Group Göteborg Examinator: Andreas Hagen II Abstract This thesis work has been written both for and in co-operation with the company IAC Group Gothenburg. The main purpose of the report is to find a new alternative material replenishment system which will improve the internal material flow and eliminate unnecessary work activities such as manual call offs. The aim is to find a new system to reduce the incidental costs incurred and improve customer service in quality and performance. Observations and interviews were conducted and an analysis of the current situation was made. Waste was identified in the form of unnecessary transport, specifically in milk runs, where time was spent looking for materials to be loaded. This creates uncertainty and may contribute to increased costs and poor customer service. Three different options for a new replenishment system were developed which were compared with the theory and present situation. The proposal was evaluated with respect to cost, available support, complexity and future compatibility. The analysis of the theory and current state shows the importance of a long-term solution with few risks of waste. The solution that best cope with this is an e-Kanban system that automates the replenishment system and would make manual material call offs disappear completely. -
Lean Infographic
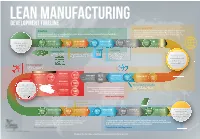
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -
Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality
Current Trends in Fashion Technology & Textile Engineering ISSN: 2577-2929 Review Article Curr Trends Fashion Technol Textile Eng Volume 4 - Issue 1 - July 2018 Copyright © All rights are reserved by Prakash C DOI: 10.19080/CTFTTE.2018.04.555628 Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality Mothilal B and Prakash C* Department of Fashion Technology, Sona College of Technology, India Submission: April 19, 2018; Published: July 02, 2018 *Corresponding author: Prakash C, Department of Fashion Technology, Sona College of Technology, India, Tel No: ; Fax: +91-427- 4099888; Email: Abstract The rapid change in apparel styles, deviation of order quantities and increasing quality levels at the lowest possible cut-rate, demand the market. To increase the productivity of the apparel industries we need to reduce the wastage of the manufacturing and time to manufacture the product.apparel manufacturing Lean is the tool industry to reduce to the be focusedwastage on in moreall process effective of apparel and efficient manufacturing, manufacturing reducing processes cost and for value survival added in anto theimmensely product. competitive This paper proposes the lean tool for the apparel industry to reduce the overall wastage of the industries. Keywords: Abbreviations:Apparel FMEA: industry; Failure Eco-efficiency; Mode and Effect Industrial Analysis; wastes; SFPS: Single Lean Failuretools Points; TPM: Total Productive Maintenance; OEE: Overall Equipment Effectiveness; PDCA: Plan-Do-Check-Act or Plan-Do-Check-Adjust; PDSA: Plan-Do-Study-Act Introduction Tapping D [1] observed that lean strategy is to eliminate wastes Lean tools from the process. Any excess in equipment’s, materials, parts, and working period beyond the requirement is generally referred as of waste (muda), the improvement of quality, and production waste. -

APPLICATION of KANBAN SYSTEM for IMPLEMENTING LEAN MANUFACTURING (A CASE STUDY) 1 2 3 B.Vijaya Ramnath, C
Journal of Engineering Research and Studies Research Article APPLICATION OF KANBAN SYSTEM FOR IMPLEMENTING LEAN MANUFACTURING (A CASE STUDY) 1 2 3 B.Vijaya Ramnath, C. Elanchezhian and R. Kesavan Address for Correspondence 1,2 Research Scholar, 3Asst. Professor, Department of Production Technology, Anna University, MIT Campus, Chennai-44, Tamilnadu Email: [email protected] ====================================================================== ABSTRACT This paper deals with implementation of lean manufacturing in Engine valve machining cell in a leading auto components manufacturing industry in the South India. The main objective of this paper is to provide a background on lean manufacturing, present an overview of manufacturing wastes and introduce the tools and techniques that are used to transform a company into a high performing lean enterprise. Value stream mapping is a main tool used to identify the opportunities for various lean techniques. The focus of the lean manufacturing approach is on cost reduction by eliminating Non- Value added activities. Applications have spanned many sectors including automotive, electronics and consumer products manufacturing. In this paper, Value Stream Mapping (VSM) is used to map the current operating state for production line. This map is used to identify sources of waste and to identify lean tools for reducing the waste. To eliminate the wastes found from the current state map Kanban system is suggested for pre machining section and single piece flow concept is suggested for machining section. Then a future state map has been developed for the system with lean tools applied to it KEYWORDS: Lean manufacturing, Value Stream Mapping and Kanban System 1. INTRODUCTION system focused on and driven by customers, Many manufacturers are now critically both internal and external. -

A Framework of E-Kanban System for Indonesia Automotive Mixed-Model Production Line
International Journal of Science and Research (IJSR) ISSN: 2319-7064 ResearchGate Impact Factor (2018): 0.28 | SJIF (2018): 7.426 A Framework of e-Kanban System for Indonesia Automotive Mixed-Model Production Line Santo Wijaya1, Fransisca Debora2, Galih Supriadi3, Insan Ramadhan4 1Department of Computer Engineering, META Industry of Polytechnic, Cikarang Technopark Building, Lippo Cikarang, West Java 17550, Indonesia 2Department of Industrial Engineering, META Industry of Polytechnic, Cikarang Technopark Building, Lippo Cikarang, West Java 17550, Indonesia 3PT. Trimitra Chitrahasta, Delta Silicon 2 Industrial Estate, West Java 17530, Indonesia 4Agency for the Assessment and Application of Technology, Puspiptek Serpong, Indonesia Abstract: The paper describes a development framework of e-Kanban (electronic Kanban) system for Indonesia automotive mixed- model production line. It is intended to solve problems found during the implementation of traditional kanban system in the subjected company. The traditional kanban system posed inefficiencies in the production line and it has been identified in this paper. The impact is significant in causing delay information for production instruction, loss of kanban cards, inaccurate inventory, and other human- related errors. We also identified that these inefficiencies are also increasing with the increase of product variety and volume in mixed- model production line. The presented framework is the extension of the traditional kanban system that has been running for over one year in the subject company. Design framework objective is to handle all the inefficiencies problem occurred and improve the overall efficiency of material and information flow within the production line. It is a combination of paper-based kanban and software-based kanban system. Paper-based kanban handles the movement of man and material in the production line. -

Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics
Dissertations and Theses 4-2014 Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics Arash Sabet-Rasekh Follow this and additional works at: https://commons.erau.edu/edt Part of the Mechanical Engineering Commons Scholarly Commons Citation Sabet-Rasekh, Arash, "Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics" (2014). Dissertations and Theses. 241. https://commons.erau.edu/edt/241 This Thesis - Open Access is brought to you for free and open access by Scholarly Commons. It has been accepted for inclusion in Dissertations and Theses by an authorized administrator of Scholarly Commons. For more information, please contact [email protected]. Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics By Arash Sabet-Rasekh A Thesis Submitted to the College of Engineering Department of Mechanical Engineering in Partial Fulfillment of the Requirements for the Degree of Master of Science in Mechanical Engineering Embry-Riddle Aeronautical University Daytona Beach, Florida April 2014 Acknowledgement I would like to thank my thesis advisor Dr. Patrick Currier for his help and guidance throughout this entire project. Without his support and meaningful insight I would not have been able to complete this thesis. I am also thankful to Dr. Sathya Gangadharan (a.k.a. Dr. G) for his continued support and encouragement. I wish to express my genuine appreciation to Kevin Farthing at Sparton Electronics for his unlimited support, advice and patience. Lastly, but most importantly, I would like to thank my family for always being there for me and motivating me. -

Bringing Lean to Life: Making Processes Flow in Healthcare
NH S Improving Quality BRINGING LEAN TO LIFE Making processes flow in healthcare IMPROVEMENT. PEOPLE. QUALITY. STAFF. DATA. SATcEknPoSw.leLdgEeAmNen. tsPATIENTS. PRODUCTIVITY. IDEAS. This document has been written in partnership by: RZEoë LDord ESIGN. MAPPING. SOLUTIONS. EXPERIENCE. Email: [email protected] Lisa Smith SEmHail:A [email protected] OCESSES. TOOLS. MEASURES. INVOLVEMENT. STRENGTH. SUPPORT. LEARN. CHANGE. TEST. IMPLEMENT. PREPARATION. KNOW-HOW. SCOPE. INNOVATION. FOCUS. ENGAGEMENT. DELIVERY. DIAGNOSIS. LAUNCH. RESOURCES. EVALUATION. NHS. PLANNING. TECHNIQUES. FRAMEWORK. AGREEMENT. UNDERSTAND. IMPLEMENTATION. SUSTAIN. Bringing Lean to Life - Making processes flow in healthcare Contents Introduction - what is the problem in healthcare? 4 Identifying waste 18 What is Lean? 6 Making value flow 21 A3 thinking 7 Understanding pull 22 An example A3 report 8 Understanding Takt time 23 The importance of data and measures 10 Using 5S to improve safety 24 Example statistical process control (SPC) charts 11 Plan, Do, Check, Adjust (PDCA) cycle 25 Current state value stream mapping 12 Continuous improvement 26 Analysing your current state and designing your 14 Value stream mapping symbols 27 future state value stream map Standard work to produce high quality every time 15 Visual management 16 3 4 Bringing Lean to Life - Making processes flow in healthcare Introduction - what is the problem in healthcare? We all come to work to do our very best - to The processes are to blame, not the people This booklet provides a basic introduction and achieve what we are capable of and to add real overview of Lean; the culture, principles and value for our patients and ensure clinical Often, there is ambiguity in how certain tasks tools to understand to enable you to tackle and expertise is supported by process excellence to should be performed – so people work it out for resolve issues within healthcare. -

Takt Time Grouping: a Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints Mitchell Alan Millstein University of Missouri-St
University of Missouri, St. Louis IRL @ UMSL Dissertations UMSL Graduate Works 7-6-2014 Takt Time Grouping: A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints Mitchell Alan Millstein University of Missouri-St. Louis, [email protected] Follow this and additional works at: https://irl.umsl.edu/dissertation Part of the Business Commons Recommended Citation Millstein, Mitchell Alan, "Takt Time Grouping: A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints" (2014). Dissertations. 242. https://irl.umsl.edu/dissertation/242 This Dissertation is brought to you for free and open access by the UMSL Graduate Works at IRL @ UMSL. It has been accepted for inclusion in Dissertations by an authorized administrator of IRL @ UMSL. For more information, please contact [email protected]. Takt Time Grouping A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints & Comparison to One Piece Flow and Drum Buffer Rope: Which is Better, When and Why Mitchell A. Millstein M.B.A, Washington University – St. Louis, MO, 1996 B.S., Engineering, Rutgers University – New Brunswick, NJ, 1988 A Thesis Submitted to The Graduate School at the University of Missouri – St. Louis in partial fulfillment of the requirements for the degree Ph.D. in Business Administration with an emphasis in Logistics and Supply Chain Management Advisory Committee Joseph P. Martinich, Ph.D. Chairperson Robert M. Nauss, Ph.D. L. Douglas Smith, Ph.D. Donald C. Sweeney II, Ph.D. Revision: July 2, 2014 Copyright, Mitchell A. Millstein, 2014 1 Contents Abstract ......................................................................................................................................................... 7 Section 1: Introduction ................................................................................................................................ -

Investigation of Takt Time Planning As a Work
UC Berkeley UC Berkeley Electronic Theses and Dissertations Title TAKT TIME PLANNING AS A WORK STRUCTURING METHOD TO IMPROVE CONSTRUCTION WORK FLOW Permalink https://escholarship.org/uc/item/6dp4n4fz Author Frandson, Adam Gene Publication Date 2019 Peer reviewed|Thesis/dissertation eScholarship.org Powered by the California Digital Library University of California TAKT TIME PLANNING AS A WORK STRUCTURING METHOD TO IMPROVE CONSTRUCTION WORK FLOW By Adam Frandson A dissertation submitted in partial satisfaction of the requirements for the degree of Doctor of Philosophy In Engineering – Civil and Environmental Engineering in the GRADUATE DIVISION of the UNIVERSITY OF CALIFORNIA, BERKELEY Committee in charge: Professor Iris D. Tommelein, Chair Professor William C. Ibbs Professor Philip Kaminsky Professor Dana Buntrock Summer 2019 Everything we do in life requires the support of others, and I could not have completed this research without the support of my friends and family. Thank you to my wife for believing in me, supporting me, and for moving away from San Diego to the Bay with me. Thank you to my professors at San Diego State University for my undergraduate education and my professors at University of California on my committee for their guidance in my research and professional life. Thank you to all of the visiting scholars, past PHD students, current PHD students, and industry professionals with whom I have worked these past eight years. Last, thank you to my family and friends for truly believing in me and never batting an eye when I said 12 years ago that I wanted to obtain my doctorate from UC Berkeley. -

REST Journal on Emerging Trends in Modelling and Manufacturing 3(1) 2017, 12-16
Mayank. et.al / REST Journal on Emerging trends in Modelling and Manufacturing 3(1) 2017, 12-16 REST Journal on Emerging trends in Modelling and Manufacturing Vol:3(1),2017 REST Publisher ISSN: 2455-4537 Website: www.restpublisher.com/journals/jemm A Review of Lean Tools & Techniques for Cycle Time Reduction Mayank Pandya1, Vivek Patel2, Nilesh Pandya3 1,2G H Patel College of Engineering & Technology, V.V.Nagar-388120, Gujrat,India 3Foundry manager at Priti Marine PVT. LTD., Sihor, Dist. Bhavnagar, Gujarat, India [email protected], [email protected], [email protected] Abstract In today’s enormous competitive world, in order to survive in the market, any company has to satisfy their customers by providing right quantity with right quality and right price within stipulated time. All small scale industries facing problems in fulfilling customers demand within stipulated time period. In this paper the prime focus is various lean tools & techniques with their principles of application. There are many ideas and tools to explore in lean, so the one way is to do survey of some most important lean tools and its principles. This paper contains review of various lean tools and techniques such as 5S, Heijunka, SMED, Kaizen, PDCA, Takt time, TPM, and also about which tool can give better results for cycle time reduction also described with the help of literature review. Key words: lean tools & techniques, 5S, Heijunka, SMED, Kaizen, PDCA, Takt Time, TPM I. Introduction In Today’s Competitive era of globalization, in order to strive in this competitive market situation, companies now must look forward to please their customers in every possible manners and must complete customer’s ordered requirements within the stipulated time period which is given by customers.