Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Lean Manufacturing Essentials Lean Manufacturing Defined & Explained
C O N S U L T A N T S E N G I N E E R S S T R A T E G I S T S www.strategosinc.com Lean Manufacturing Essentials Lean Manufacturing Defined & Explained These are core disciplines. Not every organization requires them all. Others require supplementary disciplines such as 5S. Determining which disciplines are most important and/or urgent is the subject of Strategos' "Workshop for Wagon masters" that formulates an implementation plan. Lean Manufacturing is "manufacturing without waste." Waste has many forms. Inventory Material, time, idle equipment, and Besides core disciplines, there inventory are examples. Most companies is an overall theme of waste 70%-90% of their available inventory reduction. Inventory resources. Even the best Lean hides waste. Almost every Manufacturers probably waste 30%. imperfection or problem creates a need for inventory. Hence, This is an enormous opportunity. Lean inventory is a result and Manufacturing and Cellular Manufacturing measures the imperfection of the system. improve material handling, inventory, Inventory also devours capital. For most quality, scheduling, personnel and customer companies, the inventory savings alone satisfaction. These improvements are not provide funding for implementing the just a few percentage points, they are order- system and the largest savings occur early of-magnitude. Typically such improvements on. Thus, Lean Manufacturing is essentially range from 30%-90%. The benefits have self-funding. been documented by academic researchers and some of their work is available at our website. People & Technology Factories include people. To The Core Disciplines function well, people and technology must integrate in a Most waste is invisible. -

Extension of the Lean 5S Methodology to 6S with an Additional Layer to Ensure Occupational Safety and Health Levels
sustainability Article Extension of the Lean 5S Methodology to 6S with An Additional Layer to Ensure Occupational Safety and Health Levels Mariano Jiménez 1,2 , Luis Romero 2,* , Jon Fernández 2, María del Mar Espinosa 2 and Manuel Domínguez 2 1 Department of Mechanical Engineering, Technical School of Engineering—ICAI, Comillas Pontifical University, 25, 28015 Madrid, Spain 2 Design Engineering Area, Industrial Engineering School, National Distance Education University (UNED), 38, 28015 Madrid, Spain * Correspondence: [email protected] Received: 12 June 2019; Accepted: 11 July 2019; Published: 12 July 2019 Abstract: This paper proposes an expansion of the Lean 5S methodology, which includes the concept of Safety–Security as 6S. Implementation was done by a standardized process tested in a pilot area that is part of the Integrated Industrial Manufacturing System Laboratory at the Higher Technical School of Engineering (ICAI). The additional 6S phase (Safety-Security) thoroughly reviews all areas of an industrial plant by analyzing the risks at each workstation, which let employees be fitted out with protection resources depending on each of their personal characteristics and to guarantee the safety of the workstation by strictly complying with occupational safety and health and machinery use standards, which must hold a CE certificate of compliance. The main objective was to increase the scope of 5S methodology to respond to the occupational safety and health needs for machines required in optimizing production processes. It is important to remember that companies must guarantee that their employees use personal protection equipment (PPE) at their work posts or stations that protect them properly from risks to their health and safety and that cannot be prevented or sufficiently limited by using collective means of protection or by adopting work organization measures. -
Lean Infographic
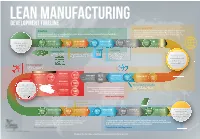
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -
White Paper the PDCA Cycle and Management System Standards
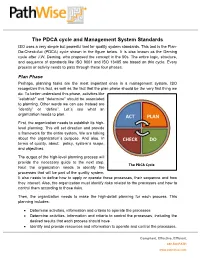
The PDCA cycle and Management System Standards ISO uses a very simple but powerful tool for quality system standards. This tool is the Plan- Do-Check-Act (PDCA) cycle shown in the figure below. It is also known as the Deming cycle after J.W. Deming, who proposed the concept in the 50s. The entire logic, structure, and sequence of standards like ISO 9001 and ISO 13485 are based on this cycle. Every process or activity needs to pass through these four phases. Plan Phase Perhaps, planning tasks are the most important ones in a management system. ISO recognizes this fact, as well as the fact that the plan phase should be the very first thing we do. To better understand this phase, activities like “establish” and “determine” should be associated to planning. Other words we can use instead are “identify” or “define”. Let´s see what an organization needs to plan. ACT PLAN First, the organization needs to establish its high- level planning. This will set direction and provide a framework for the entire system. We are talking about the organization´s purpose. And also, in CHECK DO terms of quality, about: policy, system´s scope, and objectives. The output of the high-level planning process will provide the necessary guide to the next step. The PDCA Cycle Next the organization needs to identify the processes that will be part of the quality system. It also needs to define how to apply or operate these processes, their sequence and how they interact. Also, the organization must identify risks related to the processes and how to control them according to those risks. -

The Concept and Implementation of Kaizen in an Organization
Global Journal of Management and Business Research: A Administration and Management Volume 19 Issue 1 Version 1.0 Year 201 Type: Double Blind Peer Reviewed International Research Journal Publisher: Global Journals Online ISSN: 2249-4588 & Print ISSN: 0975-5853 The Concept and Implementation of Kaizen in an Organization By Lubna Rahman Lina & Hafiz Ullah University of Dhaka Abstract- For continuous improvement in an organization, Japanese philosophy Kaizen is very popular. Flawless concepts of kaizen methodology and proper implementation of tools can lead to a successful kaizen program in a company. From the reviews of various case studies, it has revealed that most of the companies have implemented kaizen efficiently and observe better performance. Besides, some companies also failed to implement kaizen due to the lacking of proper knowledge about the concepts of kaizen. Keywords: kaizen, 5 why technique, 5s, 7 QC tools, 7 wastes, jidoka, PDCA cycle, poka-yoke. GJMBR-A Classification: JEL Code: M00 TheConceptandImplementationofKaizeninanOrganization Strictly as per the compliance and regulations of: © 2019. Lubna Rahman Lina & Hafiz Ullah. This is a research/review paper, distributed under the terms of the Creative Commons Attribution-Noncommercial 3.0 Unported License http://creativecommons.org/licenses/by-nc/3.0/), permitting all non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited. The Concept and Implementation of Kaizen in an Organization α σ Lubna Rahman Lina & Hafiz Ullah Abstract - For continuous improvement in an organization, over the longer term, without having to go through any Japanese philosophy Kaizen is very popular. Flawless radical innovation. It can be a much gentler and concepts of kaizen methodology and proper implementation employee-friendly way to institute the changes that must of tools can lead to a successful kaizen program in a occur as a business grows and adapts to its changing company. -

Agile and Devops Overview for Business
NELKINDA SOFTWARE CRAFT Ƅ TRAINING Agile and DevOps Overview for Business Duration: 2 Days Available Languages: English Audience Everyone who is steering or involved in software delivery: Business, Management, Operations, Development, for example: CxOs, managers, directors, team leads, systems administrators, development managers, business analysts, requirements engineers, architects, product owners, scrum masters, IT operations sta', IT stakeholders, developers, testers Goals Agile and DevOps are the big drivers of organizational transformation today. What do they mean? Where do they come from? What are their goals? How can they help my organization and my team? How can I use and implement them? And are there any side-e'ects or challenges to consider? Learn the answers to these questions in a holistic perspective from the CxO level to the code about what Agile and DevOps mean for organizations of all sizes. Contents • Business Case for Improving the Software Development Life Cycle ◦ Evolution of the Software Development Life Cycle (SDLC) ◦ Business Drivers of the SDLC Evolution ◦ Principles of Agile, DevOps, Extreme Programming (XP), and Software Craft ◦ Goals and Objectives of Agile, DevOps (Development Operations), XP, and Software Craft ◦ The Pipeline for Value Delivery • Essential Principles ◦ Manifesto for Agile Software Development ("Agile Manifesto") ◦ The Values and Principles of XP ◦ Manifesto of Software Craft ◦ The Two Values of Software ◦ The Deming (PDCA, plan-do-check-act) Cycle ◦ The XP Feedback Loops ◦ Parkinson's Law and Timeboxing ◦ Conway's Law, Organizational Structure and Cross-functional responsibility ◦ KPIs (Key Performance Indicators) and Drivers: Story-Point Velocity, Cycle Time, WIP (Work In Progress) limit ◦ Heisenberg's Uncertainty Principle of Agile Estimation 1/3 https://nelkinda.com/training/DevOps-Driven-Agile © Copyright 2015-2020 Nelkinda Software Craft Private Limited. -

Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics
Dissertations and Theses 4-2014 Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics Arash Sabet-Rasekh Follow this and additional works at: https://commons.erau.edu/edt Part of the Mechanical Engineering Commons Scholarly Commons Citation Sabet-Rasekh, Arash, "Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics" (2014). Dissertations and Theses. 241. https://commons.erau.edu/edt/241 This Thesis - Open Access is brought to you for free and open access by Scholarly Commons. It has been accepted for inclusion in Dissertations and Theses by an authorized administrator of Scholarly Commons. For more information, please contact [email protected]. Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics By Arash Sabet-Rasekh A Thesis Submitted to the College of Engineering Department of Mechanical Engineering in Partial Fulfillment of the Requirements for the Degree of Master of Science in Mechanical Engineering Embry-Riddle Aeronautical University Daytona Beach, Florida April 2014 Acknowledgement I would like to thank my thesis advisor Dr. Patrick Currier for his help and guidance throughout this entire project. Without his support and meaningful insight I would not have been able to complete this thesis. I am also thankful to Dr. Sathya Gangadharan (a.k.a. Dr. G) for his continued support and encouragement. I wish to express my genuine appreciation to Kevin Farthing at Sparton Electronics for his unlimited support, advice and patience. Lastly, but most importantly, I would like to thank my family for always being there for me and motivating me. -

Bringing Lean to Life: Making Processes Flow in Healthcare
NH S Improving Quality BRINGING LEAN TO LIFE Making processes flow in healthcare IMPROVEMENT. PEOPLE. QUALITY. STAFF. DATA. SATcEknPoSw.leLdgEeAmNen. tsPATIENTS. PRODUCTIVITY. IDEAS. This document has been written in partnership by: RZEoë LDord ESIGN. MAPPING. SOLUTIONS. EXPERIENCE. Email: [email protected] Lisa Smith SEmHail:A [email protected] OCESSES. TOOLS. MEASURES. INVOLVEMENT. STRENGTH. SUPPORT. LEARN. CHANGE. TEST. IMPLEMENT. PREPARATION. KNOW-HOW. SCOPE. INNOVATION. FOCUS. ENGAGEMENT. DELIVERY. DIAGNOSIS. LAUNCH. RESOURCES. EVALUATION. NHS. PLANNING. TECHNIQUES. FRAMEWORK. AGREEMENT. UNDERSTAND. IMPLEMENTATION. SUSTAIN. Bringing Lean to Life - Making processes flow in healthcare Contents Introduction - what is the problem in healthcare? 4 Identifying waste 18 What is Lean? 6 Making value flow 21 A3 thinking 7 Understanding pull 22 An example A3 report 8 Understanding Takt time 23 The importance of data and measures 10 Using 5S to improve safety 24 Example statistical process control (SPC) charts 11 Plan, Do, Check, Adjust (PDCA) cycle 25 Current state value stream mapping 12 Continuous improvement 26 Analysing your current state and designing your 14 Value stream mapping symbols 27 future state value stream map Standard work to produce high quality every time 15 Visual management 16 3 4 Bringing Lean to Life - Making processes flow in healthcare Introduction - what is the problem in healthcare? We all come to work to do our very best - to The processes are to blame, not the people This booklet provides a basic introduction and achieve what we are capable of and to add real overview of Lean; the culture, principles and value for our patients and ensure clinical Often, there is ambiguity in how certain tasks tools to understand to enable you to tackle and expertise is supported by process excellence to should be performed – so people work it out for resolve issues within healthcare. -

Takt Time Grouping: a Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints Mitchell Alan Millstein University of Missouri-St
University of Missouri, St. Louis IRL @ UMSL Dissertations UMSL Graduate Works 7-6-2014 Takt Time Grouping: A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints Mitchell Alan Millstein University of Missouri-St. Louis, [email protected] Follow this and additional works at: https://irl.umsl.edu/dissertation Part of the Business Commons Recommended Citation Millstein, Mitchell Alan, "Takt Time Grouping: A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints" (2014). Dissertations. 242. https://irl.umsl.edu/dissertation/242 This Dissertation is brought to you for free and open access by the UMSL Graduate Works at IRL @ UMSL. It has been accepted for inclusion in Dissertations by an authorized administrator of IRL @ UMSL. For more information, please contact [email protected]. Takt Time Grouping A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints & Comparison to One Piece Flow and Drum Buffer Rope: Which is Better, When and Why Mitchell A. Millstein M.B.A, Washington University – St. Louis, MO, 1996 B.S., Engineering, Rutgers University – New Brunswick, NJ, 1988 A Thesis Submitted to The Graduate School at the University of Missouri – St. Louis in partial fulfillment of the requirements for the degree Ph.D. in Business Administration with an emphasis in Logistics and Supply Chain Management Advisory Committee Joseph P. Martinich, Ph.D. Chairperson Robert M. Nauss, Ph.D. L. Douglas Smith, Ph.D. Donald C. Sweeney II, Ph.D. Revision: July 2, 2014 Copyright, Mitchell A. Millstein, 2014 1 Contents Abstract ......................................................................................................................................................... 7 Section 1: Introduction ................................................................................................................................ -

Review Paper on “Poka Yoke: the Revolutionary Idea in Total Productive Management” 1,Mr
Research Inventy: International Journal Of Engineering And Science Issn: 2278-4721, Vol. 2, Issue 4 (February 2013), Pp 19-24 Www.Researchinventy.Com Review Paper On “Poka Yoke: The Revolutionary Idea In Total Productive Management” 1,Mr. Parikshit S. Patil, 2,Mr. Sangappa P. Parit, 3,Mr. Y.N. Burali 1,Final Year U.G. Students, Mechanical Engg. Department,Rajarambapu Institute of Technology Islampur (Sangli),Shivaji University, Kolhapur (India) 2,P.G. Student, Electronics Engg. Department, Rajarambapu Institute of Technology Islampur (Sangli), Shivaji University, Kolhapur (India) Abstract: Poka-yoke is a concept in total quality management which is related to restricting errors at source itself. It deals with "fail-safing" or "mistake-proofing". A poka-yoke is any idea generation or mechanism development in a total productive management process that helps operator to avoid (yokeru) mistakes (poka). The concept was generated, and developed by Shigeo Shingo for the Toyota Production System. Keywords— Mistake-proofing, Total quality management, Total productive management. I INTRODUCTION In today’s competitive world any organisation has to manufacture high quality, defect free products at optimum cost. The new culture of total quality management, total productive management in the manufacturing as well as service sector gave birth to new ways to improve quality of products. By using various tools of TQM like KAIZEN, 6 sigma, JIT, JIDCO, POKA YOKE, FMS etc. organisation is intended to develop quality culture.[2,6] The paper is intended to focus basic concept of poka yoke, types of poka yoke system, ways to achieve simple poka yoke mechanism. It also covers practical study work done by various researchers . -

Investigation of Takt Time Planning As a Work
UC Berkeley UC Berkeley Electronic Theses and Dissertations Title TAKT TIME PLANNING AS A WORK STRUCTURING METHOD TO IMPROVE CONSTRUCTION WORK FLOW Permalink https://escholarship.org/uc/item/6dp4n4fz Author Frandson, Adam Gene Publication Date 2019 Peer reviewed|Thesis/dissertation eScholarship.org Powered by the California Digital Library University of California TAKT TIME PLANNING AS A WORK STRUCTURING METHOD TO IMPROVE CONSTRUCTION WORK FLOW By Adam Frandson A dissertation submitted in partial satisfaction of the requirements for the degree of Doctor of Philosophy In Engineering – Civil and Environmental Engineering in the GRADUATE DIVISION of the UNIVERSITY OF CALIFORNIA, BERKELEY Committee in charge: Professor Iris D. Tommelein, Chair Professor William C. Ibbs Professor Philip Kaminsky Professor Dana Buntrock Summer 2019 Everything we do in life requires the support of others, and I could not have completed this research without the support of my friends and family. Thank you to my wife for believing in me, supporting me, and for moving away from San Diego to the Bay with me. Thank you to my professors at San Diego State University for my undergraduate education and my professors at University of California on my committee for their guidance in my research and professional life. Thank you to all of the visiting scholars, past PHD students, current PHD students, and industry professionals with whom I have worked these past eight years. Last, thank you to my family and friends for truly believing in me and never batting an eye when I said 12 years ago that I wanted to obtain my doctorate from UC Berkeley. -

Lean Methodology and Its Derivates Usage for Production Systems in Modern Industry
Applied Engineering Letters Vol.2, No.4, 144-148 (2017) e-ISSN: 2466-4847 LEAN METHODOLOGY AND ITS DERIVATES USAGE FOR PRODUCTION SYSTEMS IN MODERN INDUSTRY Marko Miletić1, Ivan Miletić1 1Faculty of Engineering, University of Kragujevac, Serbia Abstract: ARTICLE HISTORY With lean methodology usage being the only way to stay competitive on Received 15.11.2017. nowadays market, it is important to implement it and spread it through the Accepted 07.12.2017. organization. Available 15.12.2017. In this paper, purpose of lean is explained, the most important definition and tools are given and differences between problem solving approaches are explained. KEYWORDS It can be concluded that problem solving approaches are in first look Lean Manufacturing, World Class Manufacturing, Toyota different, having also different number of steps, but they are adapted to the Production System, Basic Tools, company in which they are used and that they depend on the size, Continuous Improvement complexity and expected closing time of project. 1. INTRODUCTION which is initiated by management and bottom-up initiated by people on shop floor. The concept of lean methodology is nowadays Therefore, TPS is used in many industries and widely used in companies around the world in companies, adapted to its products and needs and order to maximise production by minimising loses now defined as common used methodologies such at the same time. Roots of integration of entire as: Lean [1], Lean Six Sigma [2], World Class production system done in flow was made by Manufacturing, Toyota Production System [3], Ford Henry Ford in 1913. However, true usage of lean Production System, Bosch Production System, etc… concept was started by Toyota owner Kiischiro Purpose of this paper is to show tools widely Toyoda and engineer Kaiichi Ohno after WWII, and used in these methodologies and present their finally summarized in 1980s rebranding their TPS main foundations.