Glossary of Lean Terminology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Implementation of Kanban, a Lean Tool, in Switchgear Manufacturing Industry – a Case Study
Proceedings of the International Conference on Industrial Engineering and Operations Management Paris, France, July 26-27, 2018 Implementation of Kanban, a Lean tool, In Switchgear Manufacturing Industry – A Case Study Shashwat Gawande College Of Engineering, Pune Department of Industrial Engineering and management Savitribai Phule Pune University Pune, Maharashtra 44, India [email protected] Prof. J.S Karajgikar College Of Engineering, Pune Department of Industrial Engineering and management Savitribai Phule Pune University Pune, Maharashtra 44, India [email protected] Abstract Kanban is a scheduling system for lean and just in time manufacturing industries or services firms. It is a very effective tool for running a production system as a whole, in this system problem areas are highlighted by measuring lead time and cycle time of the full process the other benefits of the Kanban system is to establish an upper limit to work in process inventory to avoid over capacity. The objective of this case study is to implement a standard Kanban System for a Electrical manufacturing MNC company. With this system, the firm implemented use of just in time to reduce the inventory cost stocked during the process. This case study also shows that the Kanban implementation is not only bounded to the company but to their vendor also, from where, some of the components are been assembled. A replenishment strategy was also developed, tested and improved at the company location. A complete instruction manual is also developed as a reference Keywords Value Steam Mapping, Kanban, Root Cause Analysis, Replenishment Strategy 1. Introduction Lean manufacturing or simply ‘lean’ is a systematic method for waste reduction within a manufacturing system without affecting productivity. -

A Conceptual Model for Production Leveling (Heijunka) Implementation in Batch Production Systems
A Conceptual Model for Production Leveling (Heijunka) Implementation in Batch Production Systems Luciano Fonseca de Araujo and Abelardo Alves de Queiroz Federal University of Santa Catarina, Department of Manufacturing, GETEQ Research Group, Caixa Postal 476, Campus Universitário, Trindade, 88040-900, Florianópolis, SC, Brazil [email protected], [email protected] Abstract. This paper explains an implementation model for a new method for Production Leveling designed for batch production system. The main struc- ture of this model is grounded on three constructs: traditional framework for Operations Planning, Lean Manufacturing concepts for Production Leveling and case study guidelines. By combining the first and second construct, a framework for Production Leveling has been developed for batch production systems. Then, case study guidelines were applied to define an appropriate im- plementation sequence that includes prioritizing criteria of products and level production plan for capacity analysis. This conceptual model was applied on a Brazilian subsidiary of a multinational company. Furthermore, results evidence performance improvement and hence were approved by both manag- ers and Production personnel. Finally, based on research limitations, researchers and practitioners can confirm the general applicability of this method by applying it in companies that share similarities in terms of batch processing operations. Keywords: Batch Production, Heijunka, Implementation Model, Production Leveling. 1 Introduction Due intense competition, both traditional and emerging companies must improve existing methods for Operations Planning (OP). Indeed, Production Leveling im- proves operational efficiency in five objectives related to flexibility, speed, cost, qual- ity and customers’ service level [1], [6], [10]. Production Leveling combines two well known concepts of Lean Manufacturing: Kanban System and Heijunka. -

Acronym Title Brief Description
Education Acronyms and Their Meanings Acronym Title Brief Description AB 430 Assembly Bill 430 Training for administrators in state adopted English language arts/math curriculum ADA Average Daily Attendance This number is determined by dividing the total number of days of student attendance by the number of total days in the district’s school year. If a student attended school every school day during the year, he/she would generate 1.0 ADA. This number is used to fund many programs. AMAO Annual Measurable Achievement Objectives A performance objective, or target, that the district receiving Title III funds must meet each year for its English learners. AMO Annual Measurable Objectives A school must demonstrate a minimum percentage of its students scoring proficient or above on a standards-based assessment in English language arts and math. API Academic Performance Index State – An annual achievement score given by the state to schools and districts. The state’s target is all schools reach 875 by 2014. APS Academic Program Survey The Academic Program Survey (APS) of nine essential program components for instructional success is the foundational tool at the school level. The APS measures structures for creating a coherent instructional program and recent revisions explicitly address the needs of SWDs and English Learners (ELs). AYP Adequate Yearly Progress Federal – Growth targets the federal government set for student achievement. The federal target is 100% proficiency by 2014. BTSA Beginning Teacher Support and Assessment An initiative to provide individualized support based on assessment information for beginning teachers. CAHSEE California High School Exit Exam All public school students are required to pass the exam to earn a high school diploma. -

Lean Manufacturing Essentials Lean Manufacturing Defined & Explained
C O N S U L T A N T S E N G I N E E R S S T R A T E G I S T S www.strategosinc.com Lean Manufacturing Essentials Lean Manufacturing Defined & Explained These are core disciplines. Not every organization requires them all. Others require supplementary disciplines such as 5S. Determining which disciplines are most important and/or urgent is the subject of Strategos' "Workshop for Wagon masters" that formulates an implementation plan. Lean Manufacturing is "manufacturing without waste." Waste has many forms. Inventory Material, time, idle equipment, and Besides core disciplines, there inventory are examples. Most companies is an overall theme of waste 70%-90% of their available inventory reduction. Inventory resources. Even the best Lean hides waste. Almost every Manufacturers probably waste 30%. imperfection or problem creates a need for inventory. Hence, This is an enormous opportunity. Lean inventory is a result and Manufacturing and Cellular Manufacturing measures the imperfection of the system. improve material handling, inventory, Inventory also devours capital. For most quality, scheduling, personnel and customer companies, the inventory savings alone satisfaction. These improvements are not provide funding for implementing the just a few percentage points, they are order- system and the largest savings occur early of-magnitude. Typically such improvements on. Thus, Lean Manufacturing is essentially range from 30%-90%. The benefits have self-funding. been documented by academic researchers and some of their work is available at our website. People & Technology Factories include people. To The Core Disciplines function well, people and technology must integrate in a Most waste is invisible. -

Extension of the Lean 5S Methodology to 6S with an Additional Layer to Ensure Occupational Safety and Health Levels
sustainability Article Extension of the Lean 5S Methodology to 6S with An Additional Layer to Ensure Occupational Safety and Health Levels Mariano Jiménez 1,2 , Luis Romero 2,* , Jon Fernández 2, María del Mar Espinosa 2 and Manuel Domínguez 2 1 Department of Mechanical Engineering, Technical School of Engineering—ICAI, Comillas Pontifical University, 25, 28015 Madrid, Spain 2 Design Engineering Area, Industrial Engineering School, National Distance Education University (UNED), 38, 28015 Madrid, Spain * Correspondence: [email protected] Received: 12 June 2019; Accepted: 11 July 2019; Published: 12 July 2019 Abstract: This paper proposes an expansion of the Lean 5S methodology, which includes the concept of Safety–Security as 6S. Implementation was done by a standardized process tested in a pilot area that is part of the Integrated Industrial Manufacturing System Laboratory at the Higher Technical School of Engineering (ICAI). The additional 6S phase (Safety-Security) thoroughly reviews all areas of an industrial plant by analyzing the risks at each workstation, which let employees be fitted out with protection resources depending on each of their personal characteristics and to guarantee the safety of the workstation by strictly complying with occupational safety and health and machinery use standards, which must hold a CE certificate of compliance. The main objective was to increase the scope of 5S methodology to respond to the occupational safety and health needs for machines required in optimizing production processes. It is important to remember that companies must guarantee that their employees use personal protection equipment (PPE) at their work posts or stations that protect them properly from risks to their health and safety and that cannot be prevented or sufficiently limited by using collective means of protection or by adopting work organization measures. -

Waste Measurement Techniques for Lean Companies
WASTE MEASUREMENT TECHNIQUES FOR LEAN COMPANIES Maciej Pieńkowski PhD student Wrocław University of Economics Komandorska 118/120, Wrocław, Poland [email protected] A B S T R A C T K E Y W O R D S Waste measurement, The paper is dedicated to answer the problem of lean manufacturing, lean metrics measuring waste in companies, which are implementing Lean Manufacturing concept. Lack of complex identification, quantification an visualization of A R T I C L E I N F O waste significantly impedes Lean transformation Received 07 June 2014 Accepted 17 June 2014 efforts. This problem can be solved by a careful Available online1 December 2014 investigation of Muda, Muri and Mura, which represent the essence of waste in the Toyota Production System. Measuring them facilitates complete and permanent elimination of waste in processes. The paper introduces a suggestion of methodology, which should enable company to quantify and visualize waste at a shop floor level. 1. Introduction Lean Management, originated from the Toyota Production System, is nowadays one of the most dominating management philosophies, both in industrial and service environment. One of the reasons for such a success is its simplicity. The whole concept is based on a common sense idea of so called “waste”. Removing it is the very essence of Lean Management. Despite seemingly simple principles, eliminating waste is not an easy task. Many companies, even those with many years of Lean experience, still struggle to clear the waste out of their processes. It turns out, that the most difficult part is not removing waste itself, but identifying and highlighting it, which should precede the process of elimination. -

An Approach to Patronymic Names As a Resource for Familiness
European Journal of Family Business (2016) 6, 32---45 EUROPEAN JOURNAL OF FAMILY BUSINESS www.elsevier.es/ejfb ORIGINAL ARTICLE An approach to patronymic names as a resource for familiness and as a variable for family business identification a,∗ b c Fernando Olivares-Delgado , Alberto Pinillos-Laffón , María Teresa Benlloch-Osuna a Chair of Family Business, University of Alicante, Alicante, Spain b Department of Communication and Social Psychology, University of Alicante, Alicante, Spain c Department of Communication Sciences, University Jaume I, Castellón, Spain Received 20 April 2016; accepted 13 June 2016 Available online 18 July 2016 JEL CODES Abstract This paper aims to hint at a theory of family business naming. Besides, it puts forward E22; two kinds of practical proposals. The former intends to integrate the patronymic name as M30; an intangible resource for corporate brand management, in addition to family branding and M14; familiness. The latter proposals aim at including the patronymic company name in Spanish as M19 a variable in research methods on family business identification. © 2016 European Journal of Family Business. Published by Elsevier Espana,˜ S.L.U. This is an KEYWORDS open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by- Corporate naming; nc-nd/4.0/). Brand name; Patronymic trade mark; Family name firm; Family brand; Company name CÓDIGOS JEL Una aproximación al nombre patronímico como recurso de familiness y como E22; variable para la identificación de la empresa familiar M30; M14; Resumen Nuestro trabajo realiza apuntes para una teoría del nombre de la empresa familiar. M19 Además, este trabajo formula 2 tipos de proposiciones prácticas. -

Material Replenishment System
MATERIAL REPLENISHMENT SYSTEM REPLENISHMENT METHODS FOR VISUALIZING MATERIAL NEEDS IN A LEAN MANUFACTURING COMPANY Examensarbete – Högskoleingenjör Industriell ekonomi Stefan Andersson Johan Elfvenfrost År: 2016.18.07 I Svensk titel: Material återfyllningssystem Engelsk titel: Material replenishment system Utgivningsår: 2016 Författare: Stefan Andersson, Johan Elfvenfrost Handledare: Sara Lorén, Högskolan i Borås Magnus Hansson Fallenius, IAC Group Göteborg Examinator: Andreas Hagen II Abstract This thesis work has been written both for and in co-operation with the company IAC Group Gothenburg. The main purpose of the report is to find a new alternative material replenishment system which will improve the internal material flow and eliminate unnecessary work activities such as manual call offs. The aim is to find a new system to reduce the incidental costs incurred and improve customer service in quality and performance. Observations and interviews were conducted and an analysis of the current situation was made. Waste was identified in the form of unnecessary transport, specifically in milk runs, where time was spent looking for materials to be loaded. This creates uncertainty and may contribute to increased costs and poor customer service. Three different options for a new replenishment system were developed which were compared with the theory and present situation. The proposal was evaluated with respect to cost, available support, complexity and future compatibility. The analysis of the theory and current state shows the importance of a long-term solution with few risks of waste. The solution that best cope with this is an e-Kanban system that automates the replenishment system and would make manual material call offs disappear completely. -
Process Improvement Glossary
Process Improvement Glossary 5 Whys Asking why repeatedly to discover the root cause of a problem. 5S A system for organizing the workplace to reduce waste and make problems visible. The 5S's: sort (keep only what is essential), set in order (a place for everything and everything in its place), shine (clean and tidy), standardize (systems and procedures to maintain first 3 S's), and sustain. A3 A standard, one-page description of the problem, hypothesis, and the improvement to be tested. It combines analysis of data and intuition, to present a compelling story in support of strategy deployment. The succinct format supports effective communication and use of data to problem-solve. The name comes from the "A3" size of paper (11"x17") that is used. Andon Japanese term for "lantern". Historically, a light system would alert someone of a quality or process problem in the production line. Today, a light may be triggered automatically, or an employee can manually alert the team and leadership of a problem. The intent is to alert the entire team, including leadership, that there is a problem so the team can respond and fix the problem before the workflow is stopped, if at all possible. ("The Machine That Changed the World" points out that there are hundreds of andon calls a day in a Toyota plant, but the line never stops. That is because workers respond to the Andons promptly, and usually are able to correct the problem within the tact time.) Bottleneck A step of a process that limits the capacity of a larger process or system. -

Title / Project Acronym
NAME of PI PROJECT TYPE PROJECT ACRONYM LINZ INSTITUTE OF TECHNOLOGY JOHANNES KEPLER UNIVERSITY RESEARCH PROPOSAL TITLE / PROJECT ACRONYM Principal Name Investigator Email Co-Principal Names Investigators Emails Project Type Young Career, Seed, Advance, Co Funding, or Career Accelerator Project Duration # months Funding € Requested Hosting Name of Institute or Department Institute or Name of Person Department Email Industrial Company Collaborator(s) Name of Person Email Co-Funding Provided (if any): € Scientific e.g., Physics Field(s) Scientific https://www.fwf.ac.at/fileadmin/files/Dokumente/Antragstellung/wiss-disz- Discipline(s) 201507.pdf (FWF categories) Primary Goals Additional Infrastructure you require access to Infrastructure Needed Abstract 1/6 NAME of PI PROJECT TYPE PROJECT ACRONYM A. Proposal (Free Form) Young Career Projects, Seed Projects, and Career Accelerator Projects require a max. 10 page proposal. Project description: 1. Scientific/scholarly aspects What is High Risk / What is High Gain? Aims (hypotheses or research questions): Relevance to international research in the field (international status of the research); Explanation of how the project could break new ground in research (innovative aspects); Importance of the expected results for the discipline (based on the project described); Methods; Work plan, project schedule and strategies for dissemination of results; Cooperation arrangements (national and international); Where ethical issues have to be considered in the proposed research project: All potential ethical, security-related or regulatory aspects of the proposed research project and the planned handling of those issues must be discussed in a separate paragraph. In particular, the benefits and burdens arising from the experiments as well as their effects on the test subjects/objects should be explained in detail. -
Lean Infographic
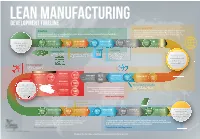
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -
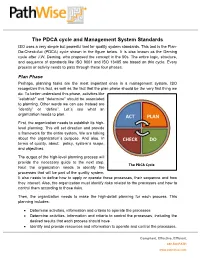
White Paper the PDCA Cycle and Management System Standards
The PDCA cycle and Management System Standards ISO uses a very simple but powerful tool for quality system standards. This tool is the Plan- Do-Check-Act (PDCA) cycle shown in the figure below. It is also known as the Deming cycle after J.W. Deming, who proposed the concept in the 50s. The entire logic, structure, and sequence of standards like ISO 9001 and ISO 13485 are based on this cycle. Every process or activity needs to pass through these four phases. Plan Phase Perhaps, planning tasks are the most important ones in a management system. ISO recognizes this fact, as well as the fact that the plan phase should be the very first thing we do. To better understand this phase, activities like “establish” and “determine” should be associated to planning. Other words we can use instead are “identify” or “define”. Let´s see what an organization needs to plan. ACT PLAN First, the organization needs to establish its high- level planning. This will set direction and provide a framework for the entire system. We are talking about the organization´s purpose. And also, in CHECK DO terms of quality, about: policy, system´s scope, and objectives. The output of the high-level planning process will provide the necessary guide to the next step. The PDCA Cycle Next the organization needs to identify the processes that will be part of the quality system. It also needs to define how to apply or operate these processes, their sequence and how they interact. Also, the organization must identify risks related to the processes and how to control them according to those risks.