White Paper Entitled 'A Review of Kaizen'
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Process Improvement Glossary
Process Improvement Glossary 5 Whys Asking why repeatedly to discover the root cause of a problem. 5S A system for organizing the workplace to reduce waste and make problems visible. The 5S's: sort (keep only what is essential), set in order (a place for everything and everything in its place), shine (clean and tidy), standardize (systems and procedures to maintain first 3 S's), and sustain. A3 A standard, one-page description of the problem, hypothesis, and the improvement to be tested. It combines analysis of data and intuition, to present a compelling story in support of strategy deployment. The succinct format supports effective communication and use of data to problem-solve. The name comes from the "A3" size of paper (11"x17") that is used. Andon Japanese term for "lantern". Historically, a light system would alert someone of a quality or process problem in the production line. Today, a light may be triggered automatically, or an employee can manually alert the team and leadership of a problem. The intent is to alert the entire team, including leadership, that there is a problem so the team can respond and fix the problem before the workflow is stopped, if at all possible. ("The Machine That Changed the World" points out that there are hundreds of andon calls a day in a Toyota plant, but the line never stops. That is because workers respond to the Andons promptly, and usually are able to correct the problem within the tact time.) Bottleneck A step of a process that limits the capacity of a larger process or system. -
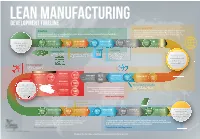
Lean Infographic
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -

Application of Lean Methodology to Improve Processes in the Construction and Demolition Waste Industry
Application of lean methodology to improve processes in the construction and demolition waste industry The Ambisider Case Study Mariana Marques Ribeiro Master in Civil Engineering Instituto Superior Técnico, Universidade de Lisboa, Portugal email: [email protected] Abstract – The construction industry is one of the largest consumers of natural resources and one of the main generators of construction and demolition waste (CDW). Thus, the incorporation of recycled aggregates in construction is fundamental in achieving sustainability, but this is only feasible if these are competitive in relation to new materials. Thus, lean management plays an important role in reaching efficiency of production processes within the CDW industry. This management paradigm, developed in the automotive industry, is currently one of the most used methodologies in improving production processes. This dissertation focuses on Ambisider, a Portuguese company of the construction sector that manages the CDW generated by the demolition worKs, it performs with the objective of increasing efficiency of the production process of recycled aggregates. The fundamental aim is to propose the implementation of improvement actions based on lean management following the DMAIC cycle (Define - Measure - Analyze - Improve - Control) methodology, an organized and sequential method for solving problems using various tools and methodologies from the six sigma management philosophy. The study of Ambisider recycling operations led to identify lean wastes, understand their root causes, and propose improvement strategies and respective forms of maintenance. The proposed improvements were designed in the future value stream mapping (VSM) showing improvements in production capacity, reduction of lead time and consequently improving the quality of aggregates, reducing production costs and increasing the organization level and competiveness of Ambisider. -

Five Whys Analysis
Five Whys Analysis Source: http://www.gnrtr.com/Generator.html?pi=141&cp=3 In solving an inventive problem, it is very important to understand the casual relation of phenomena taking place in a system... In solving an inventive problem, it is very important to understand the casual relation of phenomena taking place in a system. Constructing such chains is a very interesting process which sometimes yields completely unexpected results. The following story is popular in the engineering environment. Auxiliary engines of one of the first American spaceships had 5 ft in diameter although, according to the designers' calculations, their optimal diameter should have been a little larger. # 1. Why were the engines made with 5 ft diameter ? The limitation was caused by that the engines were delivered to the assembly site by railway which went through several tunnels. The distance between the rails was standard – 4 ft and 8.5 and the tunnel diameter was not much larger. #2. Why the standard distance between rails was 4 ft and 8.5? How did that figure arise? The American railway was designed after the English pattern. In England, in turn, the distance between rails was selected by analogy with the tram track which was just 4 ft and 8.5. But why? The thing is that first trams in England were produced at the same factory as horse- drawn vehicles. The distance between the wheels of such a vehicle was 4 ft and 8.5. # 3. Why ? Horse-drawn vehicles were made so that their wheels matched old ruts on roads and the distance between the ruts was 4 ft and 8.5 all over England. -

Top Four Problem-Solving Techniques in a High Performance Team
4360 Corporate Road Charleston, SC 29405-7445 843.744.7110 www.LCE.com Top Four Problem-Solving Techniques in a High Performance Team By R. Keith Mobley While most people associate Lean with tools and principles such as value stream mapping, one-piece flow, Kanban, 5S, Total Productive Maintenance, and Kaizen events, few people think about the more mundane aspects of Lean. Problem solving is one of the keys to a successful Lean implementation because it empowers all those involved. Lean manufacturing has a unique way of solving problems. It does not just look at the effect of the problem and try to cover it with a Band-Aid. Rather the root cause of the problem is identified and the root cause, as well as all contributing factors, is eliminated from the system, process or infrastructure in order to permanently solve the problems. What is the difference in these two approaches? Simple, when you find and rectify the root causes the problem will be solved forever. Even other problems occurring due to these root causes will be eliminated in this effort. It is very clear now that we must find out the root causes of the problems before we think about rectifying them in Lean manufacturing environments. So how should we do this? What are the tools available to perform these tasks? Let's look at what problem solving is about. We'll begin by asking the question: "What is a problem?" A good definition of a problem is a variation from a recognized standard. In other words, you need to know how things should be before you can recognize a possible cause for them not being that way. -
Glossary of Lean Terminology
Glossary of Lean Terminology Lean Term Definition Use 6S: Used for improving organization of the Create a safe and workplace, the name comes from the six organized work area steps required to implement and the words (each starting with S) used to describe each step: sort, set in order, scrub, safety, standardize, and sustain. A3 thinking: Forces consensus building; unifies culture TPOC, VSA, RIE, around a simple, systematic problem solving methodology; also becomes a communication tool that follows a logical narrative and builds over years as organization learning; A3 = metric nomenclature for a paper size equal to 11”x17” Affinity A process to organize disparate language Problem solving, Diagram: info by placing it on cards and grouping brainstorming the cards that go together in a creative way. “header” cards are then used to summarize each group of cards Andon: A device that calls attention to defects, Visual management tool equipment abnormalities, other problems, or reports the status and needs of a system typically by means of lights – red light for failure mode, amber light to show marginal performance, and a green light for normal operation mode. Annual In Policy Deployment, those current year Strategic focus Objectives: objectives that will allow you to reach your 3-5 year breakthrough objectives Autonomation: Described as "intelligent automation" or On-demand, defect free "automation with a human touch.” If an abnormal situation arises the machine stops and the worker will stop the production line. Prevents the production of defective products, eliminates overproduction and focuses attention on understanding the problem and ensuring that it never recurs. -

KAIZEN TOPS/8D's DMAIC/DMADV
KAIZEN TOPS/8D’s DMAIC/DMADV 70 GLEN ROAD, CRANSTON, RI 02920 T: 401-461-1118 | F: 401-461-1119 www.tedco-inc.com Kaizen literally means to break apart or separate for the better. Kai Zen The word itself has been “Kaizened” to change for the better. 2 Kaizen is a system that involves every employee - from upper management to the cleaning crew. Everyone is encouraged to come up with small improvement suggestions on a regular basis. This is not a once a month or once a year activity. It is continuous. At Japanese companies, such as Toyota and Canon, a total of 60 to 70 suggestions per employee per year are written down, shared and implemented. 3 In most cases these are not ideas for major changes. Kaizen is based on making little changes on a regular basis: always improving productivity, safety and effectiveness while reducing waste. Suggestions are not limited to a specific area such as production or marketing. Kaizen is based on making changes anywhere that improvements can be made. -Western philosophy may be summarized as, "if it ain't broke, don't fix it." -The Kaizen philosophy is to "do it better, make it better, improve it even if it isn't broken, because if we don't, we can't compete with those who do." 4 Kaizen in Japan is a system of improvement that includes both home and business life. Kaizen even includes social activities. It is a concept that is applied in every aspect of a person's life. In business Kaizen encompasses many of the components of Japanese businesses that have been seen as a part of their success. -

Glossary of Lean Terminology
Glossary of Lean Terminology Lean Term Definition Use 5S: Used for Improving organization of the Create an workplace: Sort > Set in order > Shine > organized Standardize > Sustain work area A3 Thinking: Forces consensus building: unifies culture Value Stream around a simple, systematic methodology; A3 Analysis = metric nomenclature for a paper size (VSA), Rapid equivalent to 11”x17” Improvement Event (RIE), problem solving Affinity A process for organizing ideas by placing Problem Diagram: them on cards and grouping the cards that go solving, together in a creative way. “Header” cards brainstorming are then used to summarize each group of cards. Andon: A device that calls attention to defects, Visual equipment abnormalities, other problems, or management reports the status and needs of a system tool typically by means of light - red light for failure mode, yellow light to show marginal performance, and green light for normal operation mode. Annual Current year objectives that will allow you to Strategic focus Objectives reach your 3-5 year breakthrough objectives. Bottleneck: The place in the value stream that negatively Constraint or affects the flow; inhibiting a process/system flow stopper from meeting the demand of the customer. Breakthrough Objectives characterized by multi-functional Strategic focus Objectives: teamwork, significant change in the organization, significant competitive advantage and major stretch for the organization. Catch Ball: The process of selecting strategies to meet an Strategy objective at any level then getting managers deployment, and their teams to engage in dialogue to reach collaborative agreement on strategies to achieve their goals. goal setting Cause and A problem-solving tool used to establish Problem Effect relationships between effects and multiple solving Diagram: causes. -

Glossary of Lean Terms
Glossary of Lean Terms Continuous Flow: Producing and moving one item at a time (or a small and consistent batch of items) through a series of processing steps as continuously as possible, with each step making just what is requested by the next step. Also called one-piece flow or single-piece flow. Cycle Time: How often a part or product is completed by a process, as timed by observation. This time includes operating time plus the time required to prepare, and get ready for the next part or process. The calculation of cycle time may depend upon context. In factory homebuilding the part or process may be a step in the building process such as rough electrical or roofing. Five Ss: One of the guiding principles of lean meant to achieve standardization and stability in the workplace through visual management. The Five Ss are (in order of implementation): Sort (remove anything not needed from the workplace); Set in Order (organize what remains to be easy to find, use and return, to minimize motion waste); Shine (keep everything in top condition so that it is ready to be used); Standardize (establish procedures and systems that promote the ongoing maintenance of Sort, Set in Order and Shine); Sustain (create conditions that help sustain commitment to the Five Ss such as awareness, rewards, support). Five Whys: A method of root cause analysis whereby the investigator repeatedly probes operators and other employees with the simple question “why?” until the root cause of a problem is uncovered. Jidoka : Providing machines and operators the ability to detect when an abnormal condition has occurred and immediately stop work. -
Launching & Sustaining Lean-Six Sigma Improvement
Driving Change • Building Leaders Air Permit Backlog Kaizen Kickoff & Lean Overview Participants – Roll Call DEQ Participants Role/area of knowledge Ali Mirzakhalili Air Division Administrator Jaclyn Palermo HQ Air Operations Manager, lead manager for lean process improvement Claudia Davis Western Region permitting manager - Salem Mark Bailey Eastern Region permitting manager - Bend Matt Hoffman Northwest Region permitting manager - Portland Michael Orman HQ Air Planning manager (was Northwest Region permitting manager) Nancy Swofford Permit coordinator – Eastern Region Karen White Fallon Permit writer – Western Region. Primarily Title V, some ACDP Walt West Permit writer – Eastern Region. Title V and ACDP David Gravier Permit writer – Northwest Region. Title V and ACDP Patty Jacobs Permit writer – Northwest Region. Primarily Title V and some ACDP Paul DeVito Permit writer – Eastern Region. Primarily ACDP Dan Defehr Permit writer – Northwest Region. Primarily ACDP, web improvement team Tim Wollerman Air Communications Specialist – public meeting process improvement team, web improvement team Jill Inahara HQ lead permit engineer (attending one day) Angela Parker Potential project manager for improvements (attending report outs) Sue Langston Project manager for air audit response Marcy McKey, Kelly Kita Pivotal Resources consultants who will facilitate Kaizen Lauri Aunan Implementation Administrator (attending report outs) Nina DeConcini Northwest Region Administrator (attending report outs) Linda Hayes Gorman Eastern Region Administrator -

LEAN GUIDE to TRANSFORMING HEALTHCARE H1295 Zidel 00Front.Qxd 8/15/06 11:52 AM Page 2
H1295_Zidel_00Front.qxd 8/15/06 11:52 AM Page 1 A LEAN GUIDE TO TRANSFORMING HEALTHCARE H1295_Zidel_00Front.qxd 8/15/06 11:52 AM Page 2 Also available from ASQ Quality Press: Lean-Six Sigma for Healthcare: A Senior Leader Guide to Improving Cost and Throughput Chip Caldwell, Jim Brexler, and Tom Gillem Improving Healthcare with Control Charts: Basic and Advanced SPC Methods and Case Studies Raymond G. Carey The Manager's Guide to Six Sigma in Healthcare: Practical Tips and Tools for Improvement Robert Barry and Amy C. Smith Stop Rising Healthcare Costs Using Toyota Lean Production Methods: 38 Steps for Improvement Robert Chalice The Six Sigma Book for Healthcare: Improving Outcomes by Reducing Errors Robert Barry, Amy Murcko, and Clifford Brubaker Lean Kaizen: A Simplified Approach to Process Improvements George Alukal and Anthony Manos 5S for Service Organizations and Offices: A Lean Look at Improvements Debashis Sarkar Root Cause Analysis: Simplified Tools and Techniques, Second Edition Bjørn Andersen and Tom Fagerhaug The Quality Toolbox, Second Edition Nancy R. Tague Making Change Work: Practical Tools for Overcoming Human Resistance to Change Brien Palmer The Path to Profitable Measures: 10 Steps to Feedback That Fuels Performance Mark W. Morgan To request a complimentary catalog of ASQ Quality Press publications, call 800-248-1946, or visit our Web site at http://qualitypress.asq.org. H1295_Zidel_00Front.qxd 8/15/06 11:52 AM Page 3 A LEAN GUIDE TO TRANSFORMING HEALTHCARE How to Implement Lean Principles in Hospitals, Medical Offices, Clinics, and Other Healthcare Organizations THOMAS G. ZIDEL ASQ Quality Press Milwaukee, Wisconsin H1295_Zidel_00Front.qxd 8/15/06 11:52 AM Page 4 American Society for Quality, Quality Press, Milwaukee, WI 53203 © 2006 by ASQ All rights reserved. -

Lean Manufacturing One Page Overview
The Fast Eat The Slow! Key Tools Lean Typical results from lean: 90% reduction in lead times Voice of the Customer: Systematically 90% reduction in all inventories explores and links customer requirements 100% increase in productivity to design, parts, and production character- Simplified 50% reduction in errors istics. Fewer injuries How to Double Your Speed, Core Ideas Line Graph: Show data trends over time. 1. Determine and create value. The Y-axis (left) shows the defects, time, Productivity and Profitability 2. Use "pull" systems instead of "push" sys- cost and the X-axis (bottom) shows time tems to avoid overproduction. (minute, hour, day, week, etc.). 3. One piece flow—Make the work "flow," one piece at a time; minimize interruptions. Flowchart or Value Stream Map: Show 4. Eliminate the seven speed bumps using the the flow of work through a process: all five S's (see list on reverse side). activities, decisions, and measurements. 5. Use the "five whys?" of root cause problem solving to eliminate defects.Lean thinking will Value Added Flow Analysis: Systemati- invariably free up cash, people, and space. cally identifies delays and rework opportu- The most difficult step is the first one. nities in a process. Demand immediate results. Pick a pilot area that's open to change and jump right in. Line up Glossary the machines and work steps. Eliminate delays. Slash the inventories. Dramatic reductions in lead Cell: a close arrangement of people and machines in times, inventories, space, and defects should be a processing sequence to facilitate flow. possible in six to twelve months.