KAIZEN TOPS/8D's DMAIC/DMADV
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Root Cause Analysis in Context of WHO International Classification for Patient Safety
Root cause analysis in context of WHO International Classification for Patient Safety Dr David Cousins Associate Director Safe Medication Practice and Medical Devices 1 NHS | Presentation to [XXXX Company] | [Type Date] How heath care provider organisations manage patient safety incidents Incident External organisation Healthcare Patient/Carer or agency professional Department of Health Incident report Complaint Regulators Health & Safety Request Risk/complaint Request additional manager additional Healthcare information information commissioners and purchasers Local analysis and learning Industry Feed back External report Root Cause AnalysisWhy RCA? (RCA) To identify the root causes and key learning from serious incidents and use this information to significantly reduce the likelihood of future harm to patients Objectives To establish the facts i.e. what happened (effect), to whom, when, where, how and why To establish whether failings occurred in care or treatment To look for improvements rather than to apportion blame To establish how recurrence may be reduced or eliminated To formulate recommendations and an action plan To provide a report and record of the investigation process & outcome To provide a means of sharing learning from the incident To identify routes of sharing learning from the incident Basic elements of RCA WHAT HOW it WHY it happened happened happened Human Contributory Unsafe Acts Behaviour Factors Direct Care Delivery Problems – unsafe acts or omissions by staff Service Delivery Problems – unsafe systems, procedures -

Guidance for Performing Root Cause Analysis (RCA) with Pips
Guidance for Performing Root Cause Analysis (RCA) with Performance Improvement Projects (PIPs) Overview: RCA is a structured facilitated team process to identify root causes of an event that resulted in an undesired outcome and develop corrective actions. The RCA process provides you with a way to identify breakdowns in processes and systems that contributed to the event and how to prevent future events. The purpose of an RCA is to find out what happened, why it happened, and determine what changes need to be made. It can be an early step in a PIP, helping to identify what needs to be changed to improve performance. Once you have identified what changes need to be made, the steps you will follow are those you would use in any type of PIP. Note there are a number of tools you can use to perform RCA, described below. Directions: Use this guide to walk through a Root Cause Analysis (RCA) to investigate events in your facility (e.g., adverse event, incident, near miss, complaint). Facilities accredited by the Joint Commission or in states with regulations governing completion of RCAs should refer to those requirements to be sure all necessary steps are followed. Below is a quick overview of the steps a PIP team might use to conduct RCA. Steps Explanation 1. Identify the event to be Events and issues can come from many sources (e.g., incident report, investigated and gather risk management referral, resident or family complaint, health preliminary information department citation). The facility should have a process for selecting events that will undergo an RCA. -

Root Cause Analysis in Surgical Site Infections (Ssis) 1Mashood Ahmed, 2Mohd
International Journal of Pharmaceutical Science Invention ISSN (Online): 2319 – 6718, ISSN (Print): 2319 – 670X www.ijpsi.org Volume 1 Issue 1 ‖‖ December. 2012 ‖‖ PP.11-15 Root cause analysis in surgical site infections (SSIs) 1Mashood Ahmed, 2Mohd. Shahimi Mustapha, 3 4 Mohd. Gousuddin, Ms. Sandeep kaur 1Mashood Ahmed Shah (Master of Medical Laboratory Technology, Lecturer, Faculty of Pharmacy, Lincoln University College, Malaysia) 2Prof.Dr.Mohd. Shahimi Mustapha,(Dean, Faculty of Pharmacy, Lincoln University College, Malaysia) 3Mohd.Gousuddin, Master of Pharmacy (Lecturer, Faculty of Pharmacy, Lincoln University College, Malaysia) 4Sandeep kaur,(Student of Infection Prevention and control, Wairiki Institute of Technology, School of Nursing and Health Studies, Rotorua: NZ ) ABSTRACT: Surgical site infections (SSIs) are wound infections that usually occur within 30 days after invasive procedures. The development of infections at surgical incision site leads to extend of infection to adjacent tissues and structures.Wound infections are the most common infections in surgical patients, about 38% of all surgical patients will develop a SSI.The studies show that among post-surgical procedures, there is an increased risk of acquiring a nosocomial infection.Root cause analysis is a method used to investigate and analyze a serious event to identify causes and contributing factors, and to recommend actions to prevent a recurrence including clinical as well as administrative review. It is particularly useful for improving patient safety systems. The risk management process is done for any given scenario in three steps: perioperative condition, during operation and post-operative condition. Based upon the extensive searches in several biomedical science journals and web-based reports, we discussed the updated facts and phenomena related to the surgical site infections (SSIs) with emphasis on the root causes and various preventive measures of surgical site infections in this review. -

Root Cause Analysis: the Essential Ingredient Las Vegas IIA Chapter February 22, 2018 Agenda • Overview
Root Cause Analysis: The Essential Ingredient Las Vegas IIA Chapter February 22, 2018 Agenda • Overview . Concept . Guidance . Required Skills . Level of Effort . RCA Process . Benefits . Considerations • Planning . Information Gathering • Fieldwork . RCA Tools and Techniques • Reporting . 5 C’s Screen 2 of 65 OVERVIEW Root Cause Analysis (RCA) A root cause is the most reasonably identified basic causal factor or factors, which, when corrected or removed, will prevent (or significantly reduce) the recurrence of a situation, such as an error in performing a procedure. It is also the earliest point where you can take action that will reduce the chance of the incident happening. RCA is an objective, structured approach employed to identify the most likely underlying causes of a problem or undesired events within an organization. Screen 4 of 65 IPPF Standards, Implementation Guide, and Additional Guidance IIA guidance includes: • Standard 2320 – Analysis and Evaluation • Implementation Guide: Standard 2320 – Analysis and Evaluation Additional guidance includes: • PCAOB Initiatives to Improve Audit Quality – Root Cause Analysis, Audit Quality Indicators, and Quality Control Standards Screen 5 of 65 Required Auditor Skills for RCA Collaboration Critical Thinking Creative Problem Solving Communication Business Acumen Screen 6 of 65 Level of Effort The resources spent on RCA should be commensurate with the impact of the issue or potential future issues and risks. Screen 7 of 65 Steps for Performing RCA 04 02 Formulate and implement Identify the corrective actions contributing to eliminate the factors. root cause(s). 01 03 Define the Identify the root problem. cause(s). Screen 8 of 65 Steps for Performing RCA Risk Assessment Root Cause Analysis 1. -
Process Improvement Glossary
Process Improvement Glossary 5 Whys Asking why repeatedly to discover the root cause of a problem. 5S A system for organizing the workplace to reduce waste and make problems visible. The 5S's: sort (keep only what is essential), set in order (a place for everything and everything in its place), shine (clean and tidy), standardize (systems and procedures to maintain first 3 S's), and sustain. A3 A standard, one-page description of the problem, hypothesis, and the improvement to be tested. It combines analysis of data and intuition, to present a compelling story in support of strategy deployment. The succinct format supports effective communication and use of data to problem-solve. The name comes from the "A3" size of paper (11"x17") that is used. Andon Japanese term for "lantern". Historically, a light system would alert someone of a quality or process problem in the production line. Today, a light may be triggered automatically, or an employee can manually alert the team and leadership of a problem. The intent is to alert the entire team, including leadership, that there is a problem so the team can respond and fix the problem before the workflow is stopped, if at all possible. ("The Machine That Changed the World" points out that there are hundreds of andon calls a day in a Toyota plant, but the line never stops. That is because workers respond to the Andons promptly, and usually are able to correct the problem within the tact time.) Bottleneck A step of a process that limits the capacity of a larger process or system. -
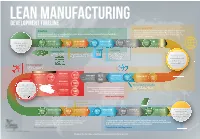
Lean Infographic
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -

Improving Performance of Epidemic Healthcare Management During COVID-19 Outbreak Using LSS DMAIC Approach: a Case Study for Bangladesh Aquib Irteza Reshad, Md
Proceedings of the 5th NA International Conference on Industrial Engineering and Operations Management, Detroit, Michigan, USA, August 10 - 14, 2020 Improving Performance of Epidemic Healthcare Management during COVID-19 Outbreak using LSS DMAIC Approach: A Case Study for Bangladesh Aquib Irteza Reshad, Md. Mozibur Rahman and Naquib Mahmud Chowdhury Department of Industrial and Production Engineering Bangladesh University of Engineering and Technology(BUET) Dhaka-1000 [email protected], [email protected], [email protected] Abstract The recent outbreak of coronavirus (COVID-19) pandemic has exposed the weakness of the existing healthcare facilities in developing countries like Bangladesh. The increasing amount of patients has made this condition more vulnerable. There is a high possibility that, these increasing amount of symptomatic patients might create a shortage in RT-PCR test kits in upcoming days. The objective of this study is to use Define, Measure, Analyze, Improve, and Control (DMAIC) in improving the epidemic healthcare management system during the COVID-19 outbreak in Bangladesh. The goal of this study is to use LSS methodology, especially the DMAIC improvement format in the existing dedicated healthcare management system for coronavirus treatment. The root cause analysis behind the higher response time and improper service for the Institute of Epidemiology, Disease Control and Research (IEDCR), and other dedicated healthcare providers regarding, coronavirus treatment in the current situation has been performed. FMEA (Failure Mode and Effect Analysis) was conducted in order to assess the potential failure modes in the existing healthcare management system. A simulation study regarding the implementation of pooled testing in Bangladesh for improving efficiency and optimizing the usage of RT-PCR test kits has also been carried out. -

Application of Lean Methodology to Improve Processes in the Construction and Demolition Waste Industry
Application of lean methodology to improve processes in the construction and demolition waste industry The Ambisider Case Study Mariana Marques Ribeiro Master in Civil Engineering Instituto Superior Técnico, Universidade de Lisboa, Portugal email: [email protected] Abstract – The construction industry is one of the largest consumers of natural resources and one of the main generators of construction and demolition waste (CDW). Thus, the incorporation of recycled aggregates in construction is fundamental in achieving sustainability, but this is only feasible if these are competitive in relation to new materials. Thus, lean management plays an important role in reaching efficiency of production processes within the CDW industry. This management paradigm, developed in the automotive industry, is currently one of the most used methodologies in improving production processes. This dissertation focuses on Ambisider, a Portuguese company of the construction sector that manages the CDW generated by the demolition worKs, it performs with the objective of increasing efficiency of the production process of recycled aggregates. The fundamental aim is to propose the implementation of improvement actions based on lean management following the DMAIC cycle (Define - Measure - Analyze - Improve - Control) methodology, an organized and sequential method for solving problems using various tools and methodologies from the six sigma management philosophy. The study of Ambisider recycling operations led to identify lean wastes, understand their root causes, and propose improvement strategies and respective forms of maintenance. The proposed improvements were designed in the future value stream mapping (VSM) showing improvements in production capacity, reduction of lead time and consequently improving the quality of aggregates, reducing production costs and increasing the organization level and competiveness of Ambisider. -
A DMAIC Framework for Improving Software Quality in Organizations: Case Study at RK Company Team Composition
MCGILL UNIVERSITY Montreal, Quebec September 20 – 21, 2016 A DMAIC Framework for Improving Software Quality in Organizations: Case Study at RK Company Team Composition • Racha Karout • Anjali Awasthi Outline 1. Introduction 1.1 Background 1.2 Problem Definition 1.3 Research Objectives 2. Literature Review 3. Solution Approach 4. Conclusions and Future Works 1.1 Background • To compete in today‘s world, every business needs to improve. • Software has increasingly become a critical component in many industries (telecoms, banking, insurance, … etc.). • Software quality is crucial and poor quality is not acceptable. • Software development has not been consistently successful. What is Software Quality? • Software quality is the degree to which a system, component or process meets specified requirements, in other words, the degree to which a system, component or process meets customer or user needs or expectation (IEEE, 1991). • The software should not have bugs that reduce the quality attributes (functionality, reliability, usability and maintainability) (Chang et al., 2006). • There should not be issues that affect its ability to maintain or re-establish its level of performance. • Easy to use and maintain. 1.2 Problem Definition • In today’s market competition and the need for rapid delivery, software quality is often sacrificed, leading to the failure of the software project • The use of traditional methodology (waterfall) with the current market pace, continuous change of customer requirements and rapid development of technology plays a major role in poor software quality. • People jump to solutions without fully understanding the problem or finding the root cause of poor quality. 1.3 Research Objectives 1. -

Statistical Process Control for Monitoring Nonlinear Profiles: a Six Sigma Project on Curing Process
This is the author’s final, peer-reviewed manuscript as accepted for publication. The publisher-formatted version may be available through the publisher’s web site or your institution’s library. Statistical process control for monitoring nonlinear profiles: a six sigma project on curing process Shing I. Chang, Tzong-Ru Tsai, Dennis K. J. Lin, Shih-Hsiung Chou, & Yu-Siang Lin How to cite this manuscript If you make reference to this version of the manuscript, use the following information: Chang, S. I., Tsai, T., Lin, D. K. J., Chou, S., & Lin, Y. (2012). Statistical process control for monitoring nonlinear profiles: A six sigma project on curing process. Retrieved from http://krex.ksu.edu Published Version Information Citation: Chang, S. I., Tsai, T., Lin, D. K. J., Chou, S., & Lin, Y. (2012). Statistical process control for monitoring nonlinear profiles: A six sigma project on curing process. Quality Engineering, 24(2), 251-263. Copyright: Copyright © Taylor & Francis Group, LLC. Digital Object Identifier (DOI): doi:10.1080/08982112.2012.641149 Publisher’s Link: http://www.tandfonline.com/doi/abs/10.1080/08982112.2012.641149 This item was retrieved from the K-State Research Exchange (K-REx), the institutional repository of Kansas State University. K-REx is available at http://krex.ksu.edu Statistical Process Control for Monitoring Nonlinear Profiles: A Six Sigma Project on Curing Process Shing I Chang1, Tzong‐Ru Tsai2, Dennis K.J. Lin3, Shih‐Hsiung Chou1 & Yu‐Siang Lin4 1Quality Engineering Laboratory, Department of Industrial and Manufacturing Systems Engineering, Kansas State University, USA 2Department of Statistics, Tamkang University, Danshui District, New Taipei City 25137 Taiwan 3Department of Statistics, Pennsylvania State University, USA 4Department of Industrial Management, National Taiwan University of Science and Technology, Taipei, Taiwan ABSTRACT Curing duration and target temperature are the most critical process parameters for high- pressure hose products. -

White Paper Entitled 'A Review of Kaizen'
MultiSpectra Consultants White Paper A Review of Kaizen Dr. Amartya Kumar Bhattacharya BCE (Hons.) ( Jadavpur ), MTech ( Civil ) ( IIT Kharagpur ), PhD ( Civil ) ( IIT Kharagpur ), Cert.MTERM ( AIT Bangkok ), CEng(I), FIE, FACCE(I), FISH, FIWRS, FIPHE, FIAH, FAE, MIGS, MIGS – Kolkata Chapter, MIGS – Chennai Chapter, MISTE, MAHI, MISCA, MIAHS, MISTAM, MNSFMFP, MIIBE, MICI, MIEES, MCITP, MISRS, MISRMTT, MAGGS, MCSI, MIAENG, MMBSI, MBMSM Chairman and Managing Director, MultiSpectra Consultants, 23, Biplabi Ambika Chakraborty Sarani, Kolkata – 700029, West Bengal, INDIA. E-mail: [email protected] Website: https://multispectraconsultants.com Kaizen is a concept referring to business activities that continuously improve all functions and involve all employees from the CEO to the assembly line workers. Kaizen ( 改 善 ) is the Sino- Japanese word for "improvement". Kaizen also applies to processes, such as purchasing and logistics, that cross organisational boundaries into the supply chain. By improving standardised programmes and processes, kaizen aims to eliminate waste (lean manufacturing). Kaizen was first practised in Japanese businesses after World War II, influenced in part by American business and quality-management teachers, and most notably as part of The Toyota Way. It has since spread throughout the world and has been applied to environments outside business and productivity. The Japanese word kaizen means "change for better", without inherent meaning of either "continuous" or "philosophy" in Japanese dictionaries and in everyday use. The word refers to any improvement, one-time or continuous, large or small, in the same sense as the English word "improvement". However, given the common practice in Japan of labelling industrial or business improvement techniques with the word "kaizen", particularly the practices spearheaded by Toyota, the word "kaizen" in English is typically applied to measures for implementing continuous improvement, especially those with a "Japanese philosophy". -

Quality Control
Topic Gateway Series Quality control Quality Control Topic Gateway Series No. 37 1 Prepared by Bill Haskins and Technical Information Service July 2007 Topic Gateway Series Quality control About Topic Gateways Topic Gateways are intended as a refresher or introduction to topics of interest to CIMA members. They include a basic definition, a brief overview and a fuller explanation of practical application. Finally they signpost some further resources for detailed understanding and research. Topic Gateways are available electronically to CIMA members only in the CPD Centre on the CIMA website, along with a number of electronic resources. About the Technical Information Service CIMA supports its members and students with its Technical Information Service (TIS) for their work and CPD needs. Our information specialists and accounting specialists work closely together to identify or create authoritative resources to help members resolve their work related information needs. Additionally, our accounting specialists can help CIMA members and students with the interpretation of guidance on financial reporting, financial management and performance management, as defined in the CIMA Official Terminology 2005 edition. CIMA members and students should sign into My CIMA to access these services and resources. The Chartered Institute of Management Accountants 26 Chapter Street London SW1P 4NP United Kingdom T. +44 (0)20 8849 2259 F. +44 (0)20 8849 2468 E. [email protected] www.cimaglobal.com 2 Topic Gateway Series Quality control Definition Definitions