Essentials of Lean Manufacturing Reviewing the Essentials of Lean Thinking and Terminology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Implementation of Kanban, a Lean Tool, in Switchgear Manufacturing Industry – a Case Study
Proceedings of the International Conference on Industrial Engineering and Operations Management Paris, France, July 26-27, 2018 Implementation of Kanban, a Lean tool, In Switchgear Manufacturing Industry – A Case Study Shashwat Gawande College Of Engineering, Pune Department of Industrial Engineering and management Savitribai Phule Pune University Pune, Maharashtra 44, India [email protected] Prof. J.S Karajgikar College Of Engineering, Pune Department of Industrial Engineering and management Savitribai Phule Pune University Pune, Maharashtra 44, India [email protected] Abstract Kanban is a scheduling system for lean and just in time manufacturing industries or services firms. It is a very effective tool for running a production system as a whole, in this system problem areas are highlighted by measuring lead time and cycle time of the full process the other benefits of the Kanban system is to establish an upper limit to work in process inventory to avoid over capacity. The objective of this case study is to implement a standard Kanban System for a Electrical manufacturing MNC company. With this system, the firm implemented use of just in time to reduce the inventory cost stocked during the process. This case study also shows that the Kanban implementation is not only bounded to the company but to their vendor also, from where, some of the components are been assembled. A replenishment strategy was also developed, tested and improved at the company location. A complete instruction manual is also developed as a reference Keywords Value Steam Mapping, Kanban, Root Cause Analysis, Replenishment Strategy 1. Introduction Lean manufacturing or simply ‘lean’ is a systematic method for waste reduction within a manufacturing system without affecting productivity. -

Sep 0 1 2004
AEROSPACE MERGERS AND ACQUISITIONS FROM A LEAN ENTERPRISE PERSPECTIVE by JUNHONG KIM B.S., Chemical Engineering Seoul National University (1998) SUBMITTED TO THE SYSTEM DESIGN AND MANAGEMENT PROGRAM IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF SCIENCE IN ENGINEERING AND MANAGEMENT at the MASSACHUSETTS INSTITUTE OF TECHNOLOGY June 2004 @0 2004 Junhong Kim. All rights reserved The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part. Signature of Author......... ........................ Junhong Kim /ste7&Ies 'and Management Program February 2004 Certified by ... .........I . ...................... Joel Cutcher-Gershenfeld Executive Director, Engineering Systems Learning Center Senior Research Scientist, Sloan School of Management Accepted by ....................................................... -........................... Thomas J. Allen Co-Director, LFM/SDM Howard W. Johnson Professor of Management r A c c ep te d b y ............................. ......... ............................................................................................ David Simchi-Levi Co-Director, LFM/SDM MASSACHUSETTS INSTITUTE| Professor of Engineering Systems O.F TENL GYL.J SEP 0 1 2004 BARKER LIBRARIES Room 14-0551 77 Massachusetts Avenue Cambridge, MA 02139 Ph: 617.253.2800 MITL-ibries Email: [email protected] Document Services http://Iibraries.mit.eduldocs DISCLAIMER OF QUALITY Due to the condition of the original material, there -

A Conceptual Model for Production Leveling (Heijunka) Implementation in Batch Production Systems
A Conceptual Model for Production Leveling (Heijunka) Implementation in Batch Production Systems Luciano Fonseca de Araujo and Abelardo Alves de Queiroz Federal University of Santa Catarina, Department of Manufacturing, GETEQ Research Group, Caixa Postal 476, Campus Universitário, Trindade, 88040-900, Florianópolis, SC, Brazil [email protected], [email protected] Abstract. This paper explains an implementation model for a new method for Production Leveling designed for batch production system. The main struc- ture of this model is grounded on three constructs: traditional framework for Operations Planning, Lean Manufacturing concepts for Production Leveling and case study guidelines. By combining the first and second construct, a framework for Production Leveling has been developed for batch production systems. Then, case study guidelines were applied to define an appropriate im- plementation sequence that includes prioritizing criteria of products and level production plan for capacity analysis. This conceptual model was applied on a Brazilian subsidiary of a multinational company. Furthermore, results evidence performance improvement and hence were approved by both manag- ers and Production personnel. Finally, based on research limitations, researchers and practitioners can confirm the general applicability of this method by applying it in companies that share similarities in terms of batch processing operations. Keywords: Batch Production, Heijunka, Implementation Model, Production Leveling. 1 Introduction Due intense competition, both traditional and emerging companies must improve existing methods for Operations Planning (OP). Indeed, Production Leveling im- proves operational efficiency in five objectives related to flexibility, speed, cost, qual- ity and customers’ service level [1], [6], [10]. Production Leveling combines two well known concepts of Lean Manufacturing: Kanban System and Heijunka. -

The Secrets of Toyota's Success Revealed in a "New" Book by Dr
The Secrets of Toyota's Success Revealed in a "New" Book by Dr. Shigeo Shingo Once again Dr. Shigeo Shingo will amaze you. Along with Taiichi Ohno, Dr. Shingo co-developed TPS (LEAN) with his deep understanding of how to improve the overall process of production. Dr. Shingo reveals how he taught Toyota and other Japanese companies the art of identifying and solving problems. Many companies in the West are trying to emulate Lean but few can do it. Why not? Possibly, because we in the West do not recognize, develop and support the creative potential of every worker in solving problems. Toyota makes all employees problem solvers. Dr. Shingo gives you the tools to do it. A new book from Dr. Shigeo Shingo the co-creator of the Toyota Production System (Lean manufacturing) News Image Dr. Shingo was a master of Kaizen, he had the scientific training and innovative genius to deeply understand processes and the humility to realize that he needed the operators to take ownership. We are fortunate to have this new opportunity to gaze deeply into the thinking of one of the true geniuses behind TPS. --Dr. Shigeo Shingo. November 27, 2007 Vancouver, Washington Announcing a new hardcover Shigeo Shingo book, Kaizen and the Art of Creative Thinking. Once again Dr. Shingo will amaze you. Along with Taiichi Ohno, Dr. Shingo co-developed TPS (LEAN) with his deep understanding of how to improve the overall process of production. Dr. Shingo reveals how he taught Toyota and other Japanese companies the art of identifying and solving problems. -

Extension of the Lean 5S Methodology to 6S with an Additional Layer to Ensure Occupational Safety and Health Levels
sustainability Article Extension of the Lean 5S Methodology to 6S with An Additional Layer to Ensure Occupational Safety and Health Levels Mariano Jiménez 1,2 , Luis Romero 2,* , Jon Fernández 2, María del Mar Espinosa 2 and Manuel Domínguez 2 1 Department of Mechanical Engineering, Technical School of Engineering—ICAI, Comillas Pontifical University, 25, 28015 Madrid, Spain 2 Design Engineering Area, Industrial Engineering School, National Distance Education University (UNED), 38, 28015 Madrid, Spain * Correspondence: [email protected] Received: 12 June 2019; Accepted: 11 July 2019; Published: 12 July 2019 Abstract: This paper proposes an expansion of the Lean 5S methodology, which includes the concept of Safety–Security as 6S. Implementation was done by a standardized process tested in a pilot area that is part of the Integrated Industrial Manufacturing System Laboratory at the Higher Technical School of Engineering (ICAI). The additional 6S phase (Safety-Security) thoroughly reviews all areas of an industrial plant by analyzing the risks at each workstation, which let employees be fitted out with protection resources depending on each of their personal characteristics and to guarantee the safety of the workstation by strictly complying with occupational safety and health and machinery use standards, which must hold a CE certificate of compliance. The main objective was to increase the scope of 5S methodology to respond to the occupational safety and health needs for machines required in optimizing production processes. It is important to remember that companies must guarantee that their employees use personal protection equipment (PPE) at their work posts or stations that protect them properly from risks to their health and safety and that cannot be prevented or sufficiently limited by using collective means of protection or by adopting work organization measures. -

Waste Measurement Techniques for Lean Companies
WASTE MEASUREMENT TECHNIQUES FOR LEAN COMPANIES Maciej Pieńkowski PhD student Wrocław University of Economics Komandorska 118/120, Wrocław, Poland [email protected] A B S T R A C T K E Y W O R D S Waste measurement, The paper is dedicated to answer the problem of lean manufacturing, lean metrics measuring waste in companies, which are implementing Lean Manufacturing concept. Lack of complex identification, quantification an visualization of A R T I C L E I N F O waste significantly impedes Lean transformation Received 07 June 2014 Accepted 17 June 2014 efforts. This problem can be solved by a careful Available online1 December 2014 investigation of Muda, Muri and Mura, which represent the essence of waste in the Toyota Production System. Measuring them facilitates complete and permanent elimination of waste in processes. The paper introduces a suggestion of methodology, which should enable company to quantify and visualize waste at a shop floor level. 1. Introduction Lean Management, originated from the Toyota Production System, is nowadays one of the most dominating management philosophies, both in industrial and service environment. One of the reasons for such a success is its simplicity. The whole concept is based on a common sense idea of so called “waste”. Removing it is the very essence of Lean Management. Despite seemingly simple principles, eliminating waste is not an easy task. Many companies, even those with many years of Lean experience, still struggle to clear the waste out of their processes. It turns out, that the most difficult part is not removing waste itself, but identifying and highlighting it, which should precede the process of elimination. -

Material Replenishment System
MATERIAL REPLENISHMENT SYSTEM REPLENISHMENT METHODS FOR VISUALIZING MATERIAL NEEDS IN A LEAN MANUFACTURING COMPANY Examensarbete – Högskoleingenjör Industriell ekonomi Stefan Andersson Johan Elfvenfrost År: 2016.18.07 I Svensk titel: Material återfyllningssystem Engelsk titel: Material replenishment system Utgivningsår: 2016 Författare: Stefan Andersson, Johan Elfvenfrost Handledare: Sara Lorén, Högskolan i Borås Magnus Hansson Fallenius, IAC Group Göteborg Examinator: Andreas Hagen II Abstract This thesis work has been written both for and in co-operation with the company IAC Group Gothenburg. The main purpose of the report is to find a new alternative material replenishment system which will improve the internal material flow and eliminate unnecessary work activities such as manual call offs. The aim is to find a new system to reduce the incidental costs incurred and improve customer service in quality and performance. Observations and interviews were conducted and an analysis of the current situation was made. Waste was identified in the form of unnecessary transport, specifically in milk runs, where time was spent looking for materials to be loaded. This creates uncertainty and may contribute to increased costs and poor customer service. Three different options for a new replenishment system were developed which were compared with the theory and present situation. The proposal was evaluated with respect to cost, available support, complexity and future compatibility. The analysis of the theory and current state shows the importance of a long-term solution with few risks of waste. The solution that best cope with this is an e-Kanban system that automates the replenishment system and would make manual material call offs disappear completely. -
Process Improvement Glossary
Process Improvement Glossary 5 Whys Asking why repeatedly to discover the root cause of a problem. 5S A system for organizing the workplace to reduce waste and make problems visible. The 5S's: sort (keep only what is essential), set in order (a place for everything and everything in its place), shine (clean and tidy), standardize (systems and procedures to maintain first 3 S's), and sustain. A3 A standard, one-page description of the problem, hypothesis, and the improvement to be tested. It combines analysis of data and intuition, to present a compelling story in support of strategy deployment. The succinct format supports effective communication and use of data to problem-solve. The name comes from the "A3" size of paper (11"x17") that is used. Andon Japanese term for "lantern". Historically, a light system would alert someone of a quality or process problem in the production line. Today, a light may be triggered automatically, or an employee can manually alert the team and leadership of a problem. The intent is to alert the entire team, including leadership, that there is a problem so the team can respond and fix the problem before the workflow is stopped, if at all possible. ("The Machine That Changed the World" points out that there are hundreds of andon calls a day in a Toyota plant, but the line never stops. That is because workers respond to the Andons promptly, and usually are able to correct the problem within the tact time.) Bottleneck A step of a process that limits the capacity of a larger process or system. -
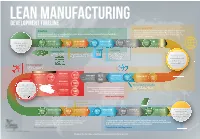
Lean Infographic
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -
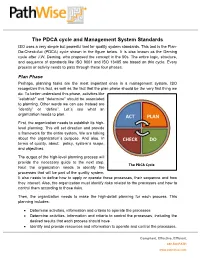
White Paper the PDCA Cycle and Management System Standards
The PDCA cycle and Management System Standards ISO uses a very simple but powerful tool for quality system standards. This tool is the Plan- Do-Check-Act (PDCA) cycle shown in the figure below. It is also known as the Deming cycle after J.W. Deming, who proposed the concept in the 50s. The entire logic, structure, and sequence of standards like ISO 9001 and ISO 13485 are based on this cycle. Every process or activity needs to pass through these four phases. Plan Phase Perhaps, planning tasks are the most important ones in a management system. ISO recognizes this fact, as well as the fact that the plan phase should be the very first thing we do. To better understand this phase, activities like “establish” and “determine” should be associated to planning. Other words we can use instead are “identify” or “define”. Let´s see what an organization needs to plan. ACT PLAN First, the organization needs to establish its high- level planning. This will set direction and provide a framework for the entire system. We are talking about the organization´s purpose. And also, in CHECK DO terms of quality, about: policy, system´s scope, and objectives. The output of the high-level planning process will provide the necessary guide to the next step. The PDCA Cycle Next the organization needs to identify the processes that will be part of the quality system. It also needs to define how to apply or operate these processes, their sequence and how they interact. Also, the organization must identify risks related to the processes and how to control them according to those risks. -

Application of Lean Methodology to Improve Processes in the Construction and Demolition Waste Industry
Application of lean methodology to improve processes in the construction and demolition waste industry The Ambisider Case Study Mariana Marques Ribeiro Master in Civil Engineering Instituto Superior Técnico, Universidade de Lisboa, Portugal email: [email protected] Abstract – The construction industry is one of the largest consumers of natural resources and one of the main generators of construction and demolition waste (CDW). Thus, the incorporation of recycled aggregates in construction is fundamental in achieving sustainability, but this is only feasible if these are competitive in relation to new materials. Thus, lean management plays an important role in reaching efficiency of production processes within the CDW industry. This management paradigm, developed in the automotive industry, is currently one of the most used methodologies in improving production processes. This dissertation focuses on Ambisider, a Portuguese company of the construction sector that manages the CDW generated by the demolition worKs, it performs with the objective of increasing efficiency of the production process of recycled aggregates. The fundamental aim is to propose the implementation of improvement actions based on lean management following the DMAIC cycle (Define - Measure - Analyze - Improve - Control) methodology, an organized and sequential method for solving problems using various tools and methodologies from the six sigma management philosophy. The study of Ambisider recycling operations led to identify lean wastes, understand their root causes, and propose improvement strategies and respective forms of maintenance. The proposed improvements were designed in the future value stream mapping (VSM) showing improvements in production capacity, reduction of lead time and consequently improving the quality of aggregates, reducing production costs and increasing the organization level and competiveness of Ambisider. -

Language and Culture Chapter 10 ぶんか にほんご 文化・日本語 Culture Bunka/Nihongo
Language and Culture Chapter 10 ぶんか にほんご 文化・日本語 Culture Bunka/Nihongo ぶ ん か 文化 Bunka This section contains a brief overview of some aspects of Japanese culture that you ought to be aware of. If you would like to learn more about Japanese culture, there are a great many books on the subject. This overview is simply meant to help make your life in Japan a little bit easier. The best way to learn proper Japanese manners is to mimic those around you. Etiquette While Eating Like every other country, Japan has specific etiquette for mealtimes. When out to eat with Japanese friends or coworkers it is important to be aware of what is considered rude. いただきます itadakimasu. After sitting down to a meal, and just before beginning to eat, many Japanese will put their hands together, much like how Christians pray, and say itadakimasu. It is not actually a prayer, however, and literally translates as “I humbly receive this.” When out at a restaurant, it is not uncommon for the meals to come out as they are prepared, which may mean that you get your food before your companions, or they will get theirs first. Do not be surprised if they tell you to start eating or begin eating when the food comes. This is just Japanese custom. Generally before digging in you should say something like おさきにすみません osaki ni sumimasen, which means, “excuse me for going first.” They may urge you to eat. If this makes you uncomfortable it is perfectly ok to explain that in your culture you wait until everyone gets their food before eating, but they will not think ill of you for starting without them.