Investigation of Takt Time Planning As a Work
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Lean Manufacturing Essentials Lean Manufacturing Defined & Explained
C O N S U L T A N T S E N G I N E E R S S T R A T E G I S T S www.strategosinc.com Lean Manufacturing Essentials Lean Manufacturing Defined & Explained These are core disciplines. Not every organization requires them all. Others require supplementary disciplines such as 5S. Determining which disciplines are most important and/or urgent is the subject of Strategos' "Workshop for Wagon masters" that formulates an implementation plan. Lean Manufacturing is "manufacturing without waste." Waste has many forms. Inventory Material, time, idle equipment, and Besides core disciplines, there inventory are examples. Most companies is an overall theme of waste 70%-90% of their available inventory reduction. Inventory resources. Even the best Lean hides waste. Almost every Manufacturers probably waste 30%. imperfection or problem creates a need for inventory. Hence, This is an enormous opportunity. Lean inventory is a result and Manufacturing and Cellular Manufacturing measures the imperfection of the system. improve material handling, inventory, Inventory also devours capital. For most quality, scheduling, personnel and customer companies, the inventory savings alone satisfaction. These improvements are not provide funding for implementing the just a few percentage points, they are order- system and the largest savings occur early of-magnitude. Typically such improvements on. Thus, Lean Manufacturing is essentially range from 30%-90%. The benefits have self-funding. been documented by academic researchers and some of their work is available at our website. People & Technology Factories include people. To The Core Disciplines function well, people and technology must integrate in a Most waste is invisible. -
Lean Infographic
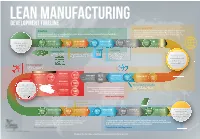
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -
Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality
Current Trends in Fashion Technology & Textile Engineering ISSN: 2577-2929 Review Article Curr Trends Fashion Technol Textile Eng Volume 4 - Issue 1 - July 2018 Copyright © All rights are reserved by Prakash C DOI: 10.19080/CTFTTE.2018.04.555628 Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality Mothilal B and Prakash C* Department of Fashion Technology, Sona College of Technology, India Submission: April 19, 2018; Published: July 02, 2018 *Corresponding author: Prakash C, Department of Fashion Technology, Sona College of Technology, India, Tel No: ; Fax: +91-427- 4099888; Email: Abstract The rapid change in apparel styles, deviation of order quantities and increasing quality levels at the lowest possible cut-rate, demand the market. To increase the productivity of the apparel industries we need to reduce the wastage of the manufacturing and time to manufacture the product.apparel manufacturing Lean is the tool industry to reduce to the be focusedwastage on in moreall process effective of apparel and efficient manufacturing, manufacturing reducing processes cost and for value survival added in anto theimmensely product. competitive This paper proposes the lean tool for the apparel industry to reduce the overall wastage of the industries. Keywords: Abbreviations:Apparel FMEA: industry; Failure Eco-efficiency; Mode and Effect Industrial Analysis; wastes; SFPS: Single Lean Failuretools Points; TPM: Total Productive Maintenance; OEE: Overall Equipment Effectiveness; PDCA: Plan-Do-Check-Act or Plan-Do-Check-Adjust; PDSA: Plan-Do-Study-Act Introduction Tapping D [1] observed that lean strategy is to eliminate wastes Lean tools from the process. Any excess in equipment’s, materials, parts, and working period beyond the requirement is generally referred as of waste (muda), the improvement of quality, and production waste. -

Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics
Dissertations and Theses 4-2014 Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics Arash Sabet-Rasekh Follow this and additional works at: https://commons.erau.edu/edt Part of the Mechanical Engineering Commons Scholarly Commons Citation Sabet-Rasekh, Arash, "Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics" (2014). Dissertations and Theses. 241. https://commons.erau.edu/edt/241 This Thesis - Open Access is brought to you for free and open access by Scholarly Commons. It has been accepted for inclusion in Dissertations and Theses by an authorized administrator of Scholarly Commons. For more information, please contact [email protected]. Design of a Lean Manufacturing System for the Production of Compliant Wind at Sparton Electronics By Arash Sabet-Rasekh A Thesis Submitted to the College of Engineering Department of Mechanical Engineering in Partial Fulfillment of the Requirements for the Degree of Master of Science in Mechanical Engineering Embry-Riddle Aeronautical University Daytona Beach, Florida April 2014 Acknowledgement I would like to thank my thesis advisor Dr. Patrick Currier for his help and guidance throughout this entire project. Without his support and meaningful insight I would not have been able to complete this thesis. I am also thankful to Dr. Sathya Gangadharan (a.k.a. Dr. G) for his continued support and encouragement. I wish to express my genuine appreciation to Kevin Farthing at Sparton Electronics for his unlimited support, advice and patience. Lastly, but most importantly, I would like to thank my family for always being there for me and motivating me. -

Takt Time Grouping: a Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints Mitchell Alan Millstein University of Missouri-St
University of Missouri, St. Louis IRL @ UMSL Dissertations UMSL Graduate Works 7-6-2014 Takt Time Grouping: A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints Mitchell Alan Millstein University of Missouri-St. Louis, [email protected] Follow this and additional works at: https://irl.umsl.edu/dissertation Part of the Business Commons Recommended Citation Millstein, Mitchell Alan, "Takt Time Grouping: A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints" (2014). Dissertations. 242. https://irl.umsl.edu/dissertation/242 This Dissertation is brought to you for free and open access by the UMSL Graduate Works at IRL @ UMSL. It has been accepted for inclusion in Dissertations by an authorized administrator of IRL @ UMSL. For more information, please contact [email protected]. Takt Time Grouping A Method to Implement Kanban-Flow Manufacturing in an Unbalanced Process with Moving Constraints & Comparison to One Piece Flow and Drum Buffer Rope: Which is Better, When and Why Mitchell A. Millstein M.B.A, Washington University – St. Louis, MO, 1996 B.S., Engineering, Rutgers University – New Brunswick, NJ, 1988 A Thesis Submitted to The Graduate School at the University of Missouri – St. Louis in partial fulfillment of the requirements for the degree Ph.D. in Business Administration with an emphasis in Logistics and Supply Chain Management Advisory Committee Joseph P. Martinich, Ph.D. Chairperson Robert M. Nauss, Ph.D. L. Douglas Smith, Ph.D. Donald C. Sweeney II, Ph.D. Revision: July 2, 2014 Copyright, Mitchell A. Millstein, 2014 1 Contents Abstract ......................................................................................................................................................... 7 Section 1: Introduction ................................................................................................................................ -

REST Journal on Emerging Trends in Modelling and Manufacturing 3(1) 2017, 12-16
Mayank. et.al / REST Journal on Emerging trends in Modelling and Manufacturing 3(1) 2017, 12-16 REST Journal on Emerging trends in Modelling and Manufacturing Vol:3(1),2017 REST Publisher ISSN: 2455-4537 Website: www.restpublisher.com/journals/jemm A Review of Lean Tools & Techniques for Cycle Time Reduction Mayank Pandya1, Vivek Patel2, Nilesh Pandya3 1,2G H Patel College of Engineering & Technology, V.V.Nagar-388120, Gujrat,India 3Foundry manager at Priti Marine PVT. LTD., Sihor, Dist. Bhavnagar, Gujarat, India [email protected], [email protected], [email protected] Abstract In today’s enormous competitive world, in order to survive in the market, any company has to satisfy their customers by providing right quantity with right quality and right price within stipulated time. All small scale industries facing problems in fulfilling customers demand within stipulated time period. In this paper the prime focus is various lean tools & techniques with their principles of application. There are many ideas and tools to explore in lean, so the one way is to do survey of some most important lean tools and its principles. This paper contains review of various lean tools and techniques such as 5S, Heijunka, SMED, Kaizen, PDCA, Takt time, TPM, and also about which tool can give better results for cycle time reduction also described with the help of literature review. Key words: lean tools & techniques, 5S, Heijunka, SMED, Kaizen, PDCA, Takt Time, TPM I. Introduction In Today’s Competitive era of globalization, in order to strive in this competitive market situation, companies now must look forward to please their customers in every possible manners and must complete customer’s ordered requirements within the stipulated time period which is given by customers. -
Problem Solving Process (A3) – Clear Understanding of Our Systems – Visual Management – Drive and Dedication – Urgency and Accountability
“Process Stabilization Through A3 and the Daily Management Process” Angelo Esposito Manager of Quality & Operational Excellence ODG (Ontario Drive and Gear) Welcome Who is ODG? • Started in 1962 • Two divisions – Gear and Vehicle • Brand names – ODG Gear and ARGO • Sales 2013 of nearly $60M • Total employees 230 1967 The first Argo amphibious all terrain vehicle was developed Gears • High mix, low volume, high quality gear manufacturer – Over 1000 skews – Target 1 to 50,000 pieces – Manufacture up to 500 mm, AGMA 12 • Industries supplied – Industrial, off-highway, agricultural, construction, automotive, military, aerospace, natural resources and ATV Engineering Design Gear Technology Transmission Assembly Test GROWTH ! CHALLENGE ! 11 On Time Delivery 100% 95% STABLE 90% On Time + Partials + Late Sales Orders 85% 80% GOOD 75% 70% CHALLENGE ! 65% 60% Quality - % Cost of Sales 1.8% 1.6% 1.4% 50% Improvement 1.2% 1.0% 0.8% 0.6% 0.4% 0.2% 0.0% Q1 Q2 Q3 Q4 Q1 Q2 Q3 Q4 Q1 2012 2012 2012 2012 2013 2013 2013 2013 2014 Cost of Quality Defect as % of Sales What was needed… Stabilize Operations Process Using A3 and The Daily Management Process Focus on Foundational Elements… Consistency in: • Machines • Manpower • Materials • Methods MASTER PLAN Planning & Deployment… Where are we? 1.CURRENT STATE Where do we Requires Creation of want to be? 2.VISION / FUTURE STATE Requires OBJECTIVES Determines METRICS Necessitates STRATEGY When ? Who ? How ? What ? 3. PLAN Facilitates 4. MONITORING, Requires How will we FREQUENT REVIEW, Is it working? get there? FEEDBACK 16 Where are we ? Where do we want to be..? Future State Condition Current State Condition Two main areas of focus. -
Glossary of Lean Terminology
Glossary of Lean Terminology Lean Term Definition Use 6S: Used for improving organization of the Create a safe and workplace, the name comes from the six organized work area steps required to implement and the words (each starting with S) used to describe each step: sort, set in order, scrub, safety, standardize, and sustain. A3 thinking: Forces consensus building; unifies culture TPOC, VSA, RIE, around a simple, systematic problem solving methodology; also becomes a communication tool that follows a logical narrative and builds over years as organization learning; A3 = metric nomenclature for a paper size equal to 11”x17” Affinity A process to organize disparate language Problem solving, Diagram: info by placing it on cards and grouping brainstorming the cards that go together in a creative way. “header” cards are then used to summarize each group of cards Andon: A device that calls attention to defects, Visual management tool equipment abnormalities, other problems, or reports the status and needs of a system typically by means of lights – red light for failure mode, amber light to show marginal performance, and a green light for normal operation mode. Annual In Policy Deployment, those current year Strategic focus Objectives: objectives that will allow you to reach your 3-5 year breakthrough objectives Autonomation: Described as "intelligent automation" or On-demand, defect free "automation with a human touch.” If an abnormal situation arises the machine stops and the worker will stop the production line. Prevents the production of defective products, eliminates overproduction and focuses attention on understanding the problem and ensuring that it never recurs. -

Lean Manufacturing Techniques for Textile Industry Copyright © International Labour Organization 2017
Lean Manufacturing Techniques For Textile Industry Copyright © International Labour Organization 2017 First published (2017) Publications of the International Labour Office enjoy copyright under Protocol 2 of the Universal Copyright Convention. Nevertheless, short excerpts from them may be reproduced without authorization, on condition that the source is indicated. For rights of reproduction or translation, application should be made to ILO Publications (Rights and Licensing), International Labour Office, CH-1211 Geneva 22, Switzerland, or by email: [email protected]. The International Labour Office welcomes such applications. Libraries, institutions and other users registered with a reproduction rights organization may make copies in accordance with the licences issued to them for this purpose. Visit www.ifrro.org to find the reproduction rights organization in your country. ILO Cataloging in Publication Data/ Lean Manufacturing Techniques for Textile Industry ILO Decent Work Team for North Africa and Country Office for Egypt and Eritrea- Cairo: ILO, 2017. ISBN: 978-92-2-130764-8 (print), 978-92-2-130765-5 (web pdf) The designations employed in ILO publications, which are in conformity with United Nations practice, and the presentation of material therein do not imply the expression of any opinion whatsoever on the part of the International Labour Office concerning the legal status of any country, area or territory or of its authorities, or concerning the delimitation of its frontiers. The responsibility for opinions expressed in signed articles, studies and other contributions rests solely with their authors, and publication does not constitute an endorsement by the International Labour Office of the opinions expressed in them. Reference to names of firms and commercial products and processes does not imply their endorsement by the International Labour Office, and any failure to mention a particular firm, commercial product or process is not a sign of disapproval. -

Implementation of Just in Time Production Through Kanban System
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by International Institute for Science, Technology and Education (IISTE): E-Journals Industrial Engineering Letters www.iiste.org ISSN 2224-6096 (Paper) ISSN 2225-0581 (online) Vol.3, No.6, 2013 Implementation of Just in Time Production through Kanban System Ahmad Naufal Bin Adnan (Corresponding author) Faculty of Mechanical Engineering, Universiti Teknologi Mara, 40450 Shah Alam, Selangor, Malaysia. Tel: 03-55435278 Email:[email protected] Ahmed Bin Jaffar Faculty of Mechanical Engineering, Universiti Teknologi Mara, 40450 Shah Alam, Selangor, Malaysia. Tel: 03-55435159 Email:[email protected] Noriah Binti Yusoff Faculty of Mechanical Engineering, Universiti Teknologi Mara, 40450 Shah Alam, Selangor, Malaysia. Tel: 03-55211821 Email:[email protected] Nurul Hayati Binti Abdul Halim Faculty of Mechanical Engineering, Universiti Teknologi Mara, 40450 Shah Alam, Selangor, Malaysia. Tel: 03-55211821 Email:[email protected] The research is financed by Research Management Institute, Universiti Teknologi MARA. Abstract Uncertainties brought about by fluctuations in demand and customers’ requirements have led many established companies to improve their manufacturing process by adopting the Kanban system. By doing so, they are able to manufacture and supply the right product, in the right quantity, at the right place and time. Implementation of the Kanban system resulted in reduction of inventory to minimum levels besides increasing flexibility of manufacturing. Successful implementation of the Kanban system furthermore reduces operational costs, consequently increases market competitiveness. The Kanban system is basically an inventory stock control system that triggers production signals for product based on actual customers’ requirements and demand. -

The Re-Innovation of Ford Motor Company to a Sustainable Lean Enterprise
University of Louisville ThinkIR: The University of Louisville's Institutional Repository Electronic Theses and Dissertations 8-2006 The re-innovation of Ford Motor Company to a sustainable lean enterprise. Kenneth A. Ryan 1968- University of Louisville Follow this and additional works at: https://ir.library.louisville.edu/etd Recommended Citation Ryan, Kenneth A. 1968-, "The re-innovation of Ford Motor Company to a sustainable lean enterprise." (2006). Electronic Theses and Dissertations. Paper 1243. https://doi.org/10.18297/etd/1243 This Master's Thesis is brought to you for free and open access by ThinkIR: The University of Louisville's Institutional Repository. It has been accepted for inclusion in Electronic Theses and Dissertations by an authorized administrator of ThinkIR: The University of Louisville's Institutional Repository. This title appears here courtesy of the author, who has retained all other copyrights. For more information, please contact [email protected]. THE RE-INNOVATION OF FORD MOTOR COMPANY TO A SUSTAINABLE LEAN ENTERPRISE By Kenneth A. Ryan B.S.A.E., St. Louis University, 1990 B.S.M.E., University of Missouri, 1991 A Thesis Submitted to the Faculty of the University of Louisville J.B. Speed School of Engineering in Partial Fulfillment of the Requirements for the Professional Degree Master of Engineering in Engineering Management July, 2006 11 Copyright, 2006 Kenneth A. Ryan 111 THE RE-INNOVATION OF FORD MOTOR COMPANY TO A SUSTAINABLE LEAN ENTERPRISE Submitted by: Kenneth A. Ryan A Thesis Approved on 6/19/06 (Date) by the following Reading and Examination Committee: Surja Alexander, PhD., P.E., Thesis Director William Biles, PhD., P.E., Faculty Advisor John S. -

Takt-Time Planning and the Last Planner
Takt-Time Planning and the Last Planner TAKT-TIME PLANNING AND THE LAST PLANNER Adam Frandson1, Klas Berghede2 and Iris D. Tommelein3 ABSTRACT Introduction of the Last Planner™ System helped to improve predictability and overall productivity in the construction industry. In manufacturing, the use of takt- time resulting in production to a set beat, has long been a center piece in leveling work flow and optimizing production lines. This paper will explore how we successfully merge the rigorous and more pre-determined structure of takt-time planning with the fluid, more interactive and responsive Last Planner™ System. The paper will use the Cathedral Hill Hospital Project as an example of takt-time planning in use and describe how the production team can work together with Last Planners to make sure that the structure and alignment from the takt-time plan also improve and simplify the Last Planner’s ability to plan their work successfully. We are especially interested in the dynamics around worker buy-in and the notion of manageable ‘chunks’ of work to improve the ability for workers to plan successfully. KEYWORDS Takt-time planning, Last Planner™ System, production system design INTRODUCTION Production system design in construction is inherently complex, for the production system is project-based with a dynamic team of individuals trying to create a unique product in a fixed amount of time. As such, the theory to help project teams solve production system design problems should aim to be more prescriptive (Rooke et al. 2012). This paper identifies how takt-time planning contributes to production theory by providing a method for work structuring around the principles of continuous flow and production leveling using the four language games described by Rooke et al.