A Study on the Tribological Performance of Nanolubricants
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Oil Analysis Handbook Third Edition Copyright © 2017 Spectro Scientific
Predictive Equipment Maintenance Oil Analysis Handbook Third Edition Copyright © 2017 Spectro Scientific. All rights reserved. FluidScan® and LaserNet Fines® are registered trademarks of Spectro Scientific Inc. While every effort is made to assure the information in this document ois accurate, Spectro Scientific does not accept liability for any errors or mistakes that may arise. Specifications are subject to change without notice. | 3 Preface Welcome to the third edition of the In-service Oil Analysis Handbook. It has been a few years since the publication of the first edition of Spectro Scientific’s In-Service Oil Analysis Handbook. Our original goal was to compile a comprehensive reference book of common in-service oil analysis techniques to help readers understand and choose the right technique and instrumentation for their needs. We had to limit the scope in the first two editions because of the amount of effort needed to cover all the topics. In-service oil analysis for condition based maintenance covers a wide array of topics. I am pleased to say that in this third edition, we are much closer to our goal. We reorganized the structure of the content for better clarity and we added articles to cover more topics and instruments associated with oil analysis. Also, we rewrote several articles including the latest developments on the market. As we learned more from our customers about their successes using on site oil analysis, we developed case studies that you can find in this edition. This work is not possible without the time and effort from the contributing authors: Patrick Henning, Daniel Walsh, Robert Yurko, Ken Caldwell, Thomas Barraclough, Maria Bartus, Randi Price, John Morgan, Aifeng Shi and Yuegang Zhao from Spectro Scientific and Ray Garvey from Emerson Process Management. -

Hydraulic Pumps, Motors and Accessories
Hydraulic pumps, motors and accessories The solution for all your hydraulic needs Content Sunfab history 3 Product overview 4 Pumps fixed single flow 6 Pumps fixed dual flow 12 Pumps variable flow 18 Motors fixed 20 Accessories 26 Development 30 Production 31 Our service features 32 Environment and Quality Assurance 33 Global presence 34 2 Our successes continue and we have only just started Sunfab develops, produces and sells components to operate hydraulic equipment within the area of mobile vehicles. The company Sunfab can trace its roots back to Sundins Fa- laid the foundation for the future successes of the new com- briker, a family company that was established as long ago pany, Sunfab. as 1925 and, for many years, was a successful manufacturer These days, Sunfab Hydraulics AB supplies companies with of skis. A fleet of vehicles ensured reliable transportation of some of the world’s most sophisticated products in its niche raw materials to the factory. Heavy, irrational loading and un- market. Products that meet stringent quality, environmen- loading gave Eric Sundin, the founder of the company, the tal and safety requirements and offer functional solutions. incentive required to develop cranes for the vehicles. We are just embarking on a long and successful journey of The first crane was built in 1947 by HIAB, a separate com- development. pany. As time went on, demands increased for greater capacity and, in 1954, a hydraulic pump was developed that 3 Product overview SAP 012-108 DIN SAP 084, 108 DIN SAP 084, 108 DIN SAPT 090, 130 DIN Single fl ow pumps Optimised Optimised for injector Sunfab is your supplier of a wide range of hydraulic pumps. -
Unit 10 Lubricating Systems
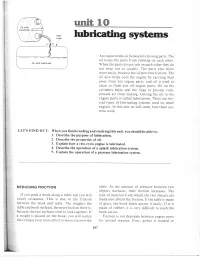
unit 10 FUEL TANK lubricating systems An engine needs oil between its moving parts. The oil keeps the parts from rubbing on each other. When the parts do not rub on each other they do not wear out as quickly. The parts also move more easily, because the oil prevents friction. The oil also helps cool the engine by carrying heat away from hot engine parts, and oil is used to clean or flush dirt off engine parts. Oil on the cylinders helps seal the rings to prevent com• pressed air from leaking. Getting the oil to the engine parts is called lubrication. There are sev• eral types of lubricating systems used on small engines. In this unit we will study how these sys• tems work. LET'S FIND OUT: When you finish reading and studying this unit, you should be able to: 1. Describe the purpose of lubrication. 2. Describe the properties of oil. 3. Explain how a two-cycle engine is lubricated. 4. Describe the operation of a splash lubrication system. 5. Explain the operation of a pressure lubrication system. REDUCING FRICTION table. As the amount of pressure between two objects increases, their friction increases. The If you push a book along a table top you will type of material from which the two objects are notice resistance. This is due to the friction made also affects the friction. If the table is made between the book and table. The rougher the of glass, the book slides across it easily. If it is table and book surfaces, the more friction there is, made of rubber, it is very difficult to push the because the two surfaces tend to lock together. -
Synthetic Lubricant Base Stocks Formulations Guide Table of Contents
Synthetic lubricant base stocks formulations guide Table of contents 1.0 Introduction — Using this guide ����������������������������������������������������������������� 1 7�3 Turbine oils ��������������������������������������������������������������������������������������������62 2.0 Lubricant formulators FAQs ������������������������������������������������������������������������ 3 7�4 Industrial gear oils ��������������������������������������������������������������������������������67 7�5 Paper machine oils �������������������������������������������������������������������������������72 3.0 Synthetic base stock grade slate summary ���������������������������������������������� 7 7�6 Lubricants for use with food machinery 4.0 Industry trends ����������������������������������������������������������������������������������������������� 9 (incidental food contact) ������������������������������������������������������������������������������������74 4�1 Energy outlook ��������������������������������������������������������������������������������������� 9 7�7 Miscellaneous lubricants ���������������������������������������������������������������������79 4�2 Lubricant industry trends ��������������������������������������������������������������������10 7�7�1 Heat transfer oils �����������������������������������������������������������������������79 4�3 Automotive trends �������������������������������������������������������������������������������10 7�7�2 Chain lubricants �������������������������������������������������������������������������81 -

Mobile Robot Controlling Possibilities of Inertial Navigation System
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 149 ( 2016 ) 404 – 413 International Conference on Manufacturing Engineering and Materials, ICMEM 2016, 6-10 June 2016, Nový Smokovec, Slovakia Mobile robot controlling possibilities of inertial navigation system Mohammad Emal Qazizadaa – Elena Pivarčiováa* aTechnical University in Zvolen, Faculty of Environmental and Manufacturing Technology, Department of Machinery Control and Automation Technology, Masarykova 24, 960 53 Zvolen, Slovakia Abstract The paper explain analysis of inertial navigation system and accelerometric, gyroscopic sensors and describe possibilities of their application for inertial navigation of mobile robot. Such controlling system allows to monitor exact position of robot. These information can be applied for robot controlling, its autonomous control or its tracking. Inertial navigation is completely autonomous and independent from surroundings, i.e. the system is resistant from external influences as magnetic disturbances, electronically disturbance, signal deformation, etc. For mobile robots to be successful, they have to move safely in environments populated and dynamic. While recent research has led to a variety of localization methods that can track robots well in static environments, we still lack methods that can robustly localize mobile robots in dynamic environments. © 2016 The The Authors. Authors. Published Published by Elsevierby Elsevier B.V. Ltd. This is an open access article under the CC BY-NC-ND license Peer-re(http://creativecommons.org/licenses/by-nc-nd/4.0/view under responsibility of the organizing committee). of ICMEM 2016 Peer-review under responsibility of the organizing committee of ICMEM 2016 Keywords: inertial navigation system, robots, gyroscop, accelerometer 1. Introduction Inertial navigation is a self-contained navigation technique in which measurements provided by accelerometers and gyroscopes are used to track the position and orientation of an object relative to a known starting point, orientation and velocity. -

Mabanol Engine Oil Additive Motor Oil Additive
Mabanol Engine Oil Additive Motor Oil Additive Application Properties Mabanol Engine Oil Additive is filled into the Mabanol Engine Oil Additive is a nano tech- engine along with the motor oil. It is miscible nology-based oil additive designed to reduce with all types of motor oil. friction on mechanical parts, optimize engine It can be used in all petrol and diesel engines, performance and protect it in a durable way. including those equipped with catalytic con- Mabanol Engine Oil Additive produces a ro- verters, turbochargers and/or particulate filters bust lubricating film on the friction surfaces in both in passenger cars as well as in trucks. the engine which reduces friction losses and Not suitable for use in ATFs and motorcycles wear. This extends the life of the engine, im- with wet clutch. proves smoothness and optimizes efficiency. Mabanol Engine Oil Additive is also recom- mended for improving the performance of oil EAN Code in pumps, gearboxes and compressors. 300 ml can: 4260214890989 A can of 300 ml can be used for up to 4.5 liters of engine oil. The maximum dosage in the engine oil/additive blend is 20 volume percent. Please ensure that the correct oil level is maintained. Please shake well before use. Data Test method Unit Value Density at 20°C DIN 51 757 g/cm³ 0,874 Kin. Viscosity at 40°C DIN EN ISO 3104 mm²/s 316 Flash point ISO 3679 °C > 100 Lower explosion limit – Vol-% 0,6 Upper explosion limit – Vol-% 6,5 Updated in March 2019 The above values may vary within the commercial limits. -

The Role of Nanoparticles in Lubricants; Performing Lubricated and Dry Friction Tests
FELLOWSHIP RESEARCH The Role of Nanoparticles in Lubricants; Performing Lubricated and Dry Friction Tests Hamed Ghaednia* and Dr. Robert L. Jackson (Advisor) Auburn University, Department of Mechanical Engineering, Auburn, Ala. *Ford Motor Co., Powertrain Research and Advanced Engineering Group, Dearborn, Mich. Editor’s Note: This month TLT profiles the 2014 recipient of The E. Elmer Klaus Fellowship, Hamed Ghaednia (Auburn University). The Klaus Fellowship, along with The E. Richard Booser Scholarship, are awarded annually to graduate and undergraduate students, respectively, who have an interest in pursuing a career in tribology. As a requirement for receiving an STLE scholarship, students are given the opportunity to participate in a tribology research project and to submit a report summarizing their research. Hamed Ghaednia graduated with a bachelor’s of science degree in mechanical and chemical INTRODUCTION engineering and a master’s of science degree Nanoparticles when suspended in in mechanical engineering from the Tehran a lubricant can infiltrate small gaps Polytechnic. He recently received his between rough surfaces in contact doctorate in mechanical engineering, with and alter the contact’s tribological an emphasis in tribology, from Auburn performance. Hence, nanoparticles University’s Samuel Ginn College of offer an alternative approach to Engineering’s tribology and lubrication lubrication by introducing third body science minor program. He is currently entities directly into the contact. The working as a tribology research engineer ability of nano-sized particles to pass at the Ford Motor Co. in the Powertrain through conventional filters, penetrate Research and Advanced Engineering Group. into contacts that larger particles You can reach him at [email protected]. -

Additive Components
Performance you can rely on. Additive Components InfineumInsight.com/Learn © INFINEUM INTERNATIONAL LIMITED 2017. All Rights Reserved. 2015006e . © INFINEUM INTERNATIONAL LIMITED 2017. All Rights Reserved. 2015006e . Performance you can rely on. What happens without lubrication? © INFINEUM INTERNATIONAL LIMITED 2017. All Rights Reserved. 2015006e . Performance you can rely on. Outline • The function of additives – What do they do? • Destructive processes in the engine – What are these processes? – How do additives minimize them? • Types of additives – Which additives are commonly used? – How do they work? © INFINEUM INTERNATIONAL LIMITED 2017. All Rights Reserved. 2015006e . Performance you can rely on. The function of additives Why do we add additives? – Enhance lubricant performance – Minimise destructive processes in the engine – Extend oil life time © INFINEUM INTERNATIONAL LIMITED 2017. All Rights Reserved. 2015006e . Performance you can rely on. Destructive processes in the engine What destructive process are present in the engine? • Mechanical – Wear of engine parts – Shear affecting lubricant properties • Chemical – Corrosion of engine parts – Oxidation of lubricant © INFINEUM INTERNATIONAL LIMITED 2017. All Rights Reserved. 2015006e . Performance you can rely on. Destructive processes in the engine Friction and wear • Both are caused by relative motion between surfaces • Friction is the loss of energy – dissipated as heat – Types – sliding, rolling, static on i t c • Wear is loss of material i r – Types – abrasion, adhesion, -
Engineering Fit: Optimizing Design for Functional 3D Printed Assemblies
FORMLABS WHITE PAPER: Engineering Fit: Optimizing Design for Functional 3D Printed Assemblies Tolerance and fit are essential concepts that engineers use to optimize the functionality of mechanical assemblies and the cost of production. Formlabs extensively studies the accuracy of our materials and works to maximize repeatability between prints and across printers. The data and best practices in this white paper can help Form 2 users to design functional assemblies that work as intended, with the least amount of post-processing or trial-and-error. May 2017 Table of Contents Value of Tolerances in 3D Printing . 3 Fit Selection. 4 Measuring and Applying Tolerance. 6 Friction. 9 Lubrication . 11 Bonded Components. .11 Machining Printed Parts . 12 Conclusion . .13 FORMLABS WHITE PAPER: Engineering Fit: Optimizing Design for Functional 3D Printed Assemblies 2 Value of Tolerances in 3D Printing In traditional machining, tighter tolerances are exponentially related to increased cost. Tighter tolerances require additional and slower machining steps than wider tolerances. Machined parts are designed with the widest tolerances allowable for a given application. Unlike machining, where parts are progressively refined to tighter tolerances, stereolithography (SLA) has a single automated production phase. Proper dimensional tolerancing lowers post-processing time and ease of assembly, and reduces the material cost of iteration. Improper tolerances for a particular material can also result in broken parts, especially for press-fit components in brittle materials. With larger assemblies, or when producing multiples of something, proper dimensional tolerancing quickly becomes worthwhile. Basic Size Hole Shaft Tolerance is the predicted range of possible dimensions for parts at the time of manufacture. -

Considerations for Determining the Coefficient of Inertia Masses for A
sensors Article Considerations for Determining the Coefficient of Inertia Masses for a Tracked Vehicle 1 1 1 2, Octavian Alexa , Iulian Coropet, chi , Alexandru Vasile , Ionica Oncioiu * 1 and Lucian S, tefănit, ă Grigore 1 Military Technical Academy “FERDINAND I”, 39-49 George Cos, buc Av., 050141 Bucharest, Romania; [email protected] (O.A.); [email protected] (I.C.); [email protected] (A.V.); [email protected] (L.S, .G.) 2 Faculty of Finance-Banking, Accountancy and Business Administration, Titu Maiorescu University, 040051 Bucharest, Romania * Correspondence: [email protected]; Tel.: +40-372-710-962 Received: 8 August 2020; Accepted: 28 September 2020; Published: 29 September 2020 Abstract: The purpose of the article is to present a point of view on determining the mass moment of inertia coefficient of a tracked vehicle. This coefficient is very useful to be able to estimate the performance of a tracked vehicle, including slips in the converter. Determining vehicle acceleration plays an important role in assessing vehicle mobility. Additionally, during the transition from the Hydroconverter to the hydro-clutch regime, these estimations become quite difficult due to the complexity of the propulsion aggregate (engine and hydrodynamic transmission) and rolling equipment. The algorithm for determining performance is focused on estimating acceleration performance. To validate the proposed model, tests were performed to determine the equivalent reduced moments of inertia at the drive wheel (gravitational method) and the main components (three-wire pendulum method). The dynamic performances determined during the starting process are necessary for the validation of the general model for simulating the longitudinal dynamics of the vehicle. -
Making Things Move DIY Mechanisms for Inventors, Hobbyists, and Artists
Making Things Move DIY Mechanisms for Inventors, Hobbyists, and Artists Dustyn Roberts New York Chicago San Francisco Lisbon London Madrid Mexico City Milan New Delhi San Juan Seoul Singapore Sydney Toronto Copyright © 2011 by The McGraw-Hill Companies. All rights reserved. Except as permitted under the United States Copyright Act of 1976, no part of this publication may be reproduced or distributed in any form or by any means, or stored in a database or retrieval system, without the prior written permission of the publisher. ISBN: 978-0-07-174168-2 MHID: 0-07-174168-2 The material in this eBook also appears in the print version of this title: ISBN: 978-0-07-174167-5, MHID: 0-07-174167-4. All trademarks are trademarks of their respective owners. Rather than put a trademark symbol after every occurrence of a trade- marked name, we use names in an editorial fashion only, and to the benefi t of the trademark owner, with no intention of infringe- ment of the trademark. Where such designations appear in this book, they have been printed with initial caps. McGraw-Hill eBooks are available at special quantity discounts to use as premiums and sales promotions, or for use in corporate training programs. To contact a representative please e-mail us at [email protected]. Information has been obtained by McGraw-Hill from sources believed to be reliable. However, because of the possibility of hu- man or mechanical error by our sources, McGraw-Hill, or others, McGraw-Hill does not guarantee the accuracy, adequacy, or completeness of any information and is not responsible for any errors or omissions or the results obtained from the use of such information. -
Quartz Crystal Microbalance Studies on Friction Modifiers for Lubricant Applications
Virginia Commonwealth University VCU Scholars Compass Theses and Dissertations Graduate School 2015 QUARTZ CRYSTAL MICROBALANCE STUDIES ON FRICTION MODIFIERS FOR LUBRICANT APPLICATIONS Carey Lehner Virginia Commonwealth University Follow this and additional works at: https://scholarscompass.vcu.edu/etd Part of the Chemistry Commons © The Author Downloaded from https://scholarscompass.vcu.edu/etd/4034 This Thesis is brought to you for free and open access by the Graduate School at VCU Scholars Compass. It has been accepted for inclusion in Theses and Dissertations by an authorized administrator of VCU Scholars Compass. For more information, please contact [email protected]. © Carey Lehner 2015 All Rights Reserved QUARTZ CRYSTAL MICROBALANCE STUDIES ON FRICTION MODIFIERS FOR LUBRICANT APPLICATIONS A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science at Virginia Commonwealth University. by CAREY REBECCA GARBER LEHNER Chemistry and Anthropology, University of Mary Washington, VIRGINIA, 2005 Director: Julio C Alvarez PROFESSOR, DEPARTMENT OF CHEMISTRY Virginia Commonwealth University Richmond, Virginia December 2015 Table of Contents Page List of Figures ........................................................................................................................... iv List of Tables ........................................................................................................................... vii List of Abbreviations..............................................................................................................