Milling Machine
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Research Status and Development Trend of Pantograph Contact Strip Materials
MATEC Web of Conferences 67, 06040 (2016) DOI: 10.1051/matecconf/20166706040 SMAE 2016 Research Status and Development Trend of Pantograph Contact Strip Materials SHANG Feng1,2,a SUN Wei1,b QIAO Bin1,2,c HE Yi-qiang1,d and LI Hua-qiang1,e 1School of Mechanical Engineering, Huaihai Institute of Technology, Lianyungang Jiangsu 222005, China 2 Jiangsu Key Laboratory of Large Engineering Equipment Detection and Control,Xuzhou Institute of Technology, Xuzhou Jiangsu 221111, China [email protected],[email protected],[email protected], [email protected],[email protected] Abstract.The pantograph contact strip is a sliding current collecting component used in electric locomotive. Its performance is an important factor restricting the development of electrified railways toward high speed. This paper makes an introduction of the new developing composite material strips, points out the advantages and disadvantages of various materials, their limiting factors during using or bottlenecks in R&D and production, and gives prospect to the future development of pantograph contact strip materials in the end. 1 Introduction As a component of current collection by friction, the pantograph contact strip is required to have good anti-friction, wear resistance and self-lubrication, as well as good conductivity and impact resistance. Since electric locomotives were put into operation, theory research and application study on pantograph contact strip materials have never ceased. Developed countries like Japan, Germany and France have made important achievements in the study of pantograph contact strips [1]. Currently, pantograph contact strip materials have developed from the original pure metal contact strip and powder metallurgy contact strip to the current mostly applied pure carbon contact strip and metal-impregnated carbon contact strip. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

The Mechanism and Kinematics of a Pantograph Milling Machine
Available online a t www.scholarsresearchlibrary.com Scholars Research Library European Journal of Applied Engineering and Scientific Research, 2013, 2 (3):1-5 (http://scholarsresearchlibrary.com/archive.html) ISSN: 2278 – 0041 The Mechanism and Kinematics of a Pantograph Milling Machine Mahendra Verma, Abrar Ahmad, Niyazul S Haque, Sahil L Mallick, Ishank Mehta, R. K. Tyagi Amity School of Engineering & Technology, Amity University, Noida, India _____________________________________________________________________________________________ ABSTRACT The paper is paying attention on a 2-Revolute & 1-Prizmatic (RRP) kind of manipulator kinematically. The manipulator is based on a parallelogram linkage mechanism and translates along horizontal directions and z-axis motion i.e. vertical movement is provided by effective stylus length. At the end-effecter a palm router installed with milling cutter is mounted. Compared to conventional milling machine it can traverse the de-scaled profile traversed by stylus. The forward kinematic equations have been formulated. The simulation results by solid works software approximately matches the computation formulation derived in this paper. A prototype is made-up to perform milling operation on any contour. Key words: Pentograph milling machine, mechanism, computational analysis, Theoretical formulation, kinematic analysis _____________________________________________________________________________________________ INTRODUCTION Traditional milling machine were able to mill only on a plain surface or we can say only along the straight paths and could not generate the replica of already existing object. This kind of manipulator has large workspace, high sleight and good maneuverability; it can be widely used in field of painting, welding, assembly and wood/metal engraving [11] . However due to its cantilever type structure, the manipulator is inherently not very rigid and thus the link connecting the assembly to the bed is the most vulnerable to failure due to bending load. -

The Portrait Or Medallion Lathe and Some Methods of Rose-Turning
THE PORTRAIT OR MEDALLION LATHE AND SOME METHODS OF ROSE-TURNING. Portrait or Medallion Lathes were very popular in the 18th century and Peter the Great of Russia had a superb collection of them. Here is one that copies cylindrical carving. It operates rather like the early cylindrical gramophone. The master is mounted on the back of the lathe spindle and the workpiece is mounted on the front. Portrait lathe by A. Nartov photo courtesy of the Hermitage Museum, St.Petersburg A stylus follows the profile of the cylindrical master under very light spring pressure. The stylus slides along a bar under the control of a fine leadscrew linked by gear trains to the lathe spindle and the cutting head. The cutting head slides along a second bar under control of its own leadscrew and a pantograph Medallion Rest by Birch arrangement links the two bars. Whilst one-to-one copying is simpler, the quality of the workpiece is finer when it is reduced in ratio to the master; so, if for example, the reduction is two-to-one, the gear train and the leadscrew for the stylus should be at two-to-one ratio with the gear train and leadscrew to the cutting head so that the length of the piece is in the same proportion to its diameter and its length as is the master. Simple Medallion Rests were made to be attached to ornamental turning lathes; this one was made by George Birch of Manchester. Engraving of Portrait lathe from Manuel du Tourneur, Paris 1816 Rose Chuck: a chuck with two horizontally opposed slides under the control of a rosette for cutting wavy lines on surfaces. -
Week2: Technologies and Devices Employed in CNC Machines
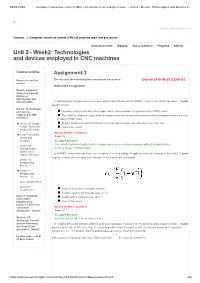
24/07/2018 Computer numerical control (CNC) of machine tools and processes - - Unit 3 - Week2: Technologies and devices e… X [email protected] ▼ Courses » Computer numerical control (CNC) of machine tools and processes Announcements Course Ask a Question Progress Mentor Unit 3 - Week2: Technologies and devices employed in CNC machines Course outline Assignment-2 How to access the The due date for submitting this assignment has passed. Due on 2016-09-23, 22:00 IST. portal ? Submitted assignment Week1- Computer Numerical Control Machines : Introduction and Classification 1) Advantage(s) of stepper motor over permanent magnet Direct current (PMDC) motor is / are (within specified 1 point operating limits) Week2: Technologies and devices No power is required to drive the stepper motor, whereas power is required to drive PMDC motor employed in CNC The extent of rotation of output shaft of stepper motor can be controlled precisely without feedback while it is not so machines in case of PMDC motor Lecture 07: Stepper Stepper motors can rotate in both directions but PMDC motors can only rotate in one direction motors, Permanent None of the others magnet DC motors No, the answer is incorrect. Lecture 08: Binary Score: 0 circuits and decoders Accepted Answers: The extent of rotation of output shaft of stepper motor can be controlled precisely without feedback while it Lecture 09: Tachogenerator, is not so in case of PMDC motor printed circuit motors, Encoders 2) A PMDC motor starts up from rest in response to a step voltage V applied across its terminals at time t=0.If 1 point angular velocity of motor shaft ω is related to V as (k and τ are constants) Lecture 10: Programming Practice - I Lecture 11: Programming Practice - 11 Quiz : Assignment-2 Solution to will be sinusoidal with time Assignment-2 Variation of ω ω will be equal to V/k at steady state ( t = ∞) Week 3: Computer ω will reach a constant value at t = τ aided offline programming None of the others practice, Linear and curvilinear No, the answer is incorrect. -

Gear Hobbing Indexing Gear Calculation Manual 2018
Gear Hobbing Indexing Gear Calculation Manual 2018 If you are searching for a ebook Gear hobbing indexing gear calculation manual 2018 in pdf form, then you have come on to correct website. We presented full version of this ebook in PDF, DjVu, ePub, doc, txt formats. You may reading Gear hobbing indexing gear calculation manual 2018 online either downloading. Besides, on our site you may reading the instructions and diverse artistic eBooks online, either downloading them as well. We like draw on your note that our website not store the book itself, but we grant reference to site whereat you may download either reading online. So if have must to load Gear hobbing indexing gear calculation manual 2018 pdf, in that case you come on to loyal site. We own Gear hobbing indexing gear calculation manual 2018 ePub, txt, PDF, doc, DjVu formats. We will be happy if you will be back to us anew. home | gleason - Plastic Gears - Gleason K2 Plastics; Bevel Gear Solutions. Cutting; Genesis 210H Hobbing Machine; P90G Gear CNC Gear Grinding and Gleason Unveils New Gear gear hobbing machine design - practical machinist - Gear hobbing machine design He alluded to a gear hobbing machine 'with some modification' if I understood the He explained to me that the index manek - gear hobbing machine model: ghb-750 - - Jan 04, 2018 Universal Gear Hobbing Machines Fresadora de Engranajes / Fresa Madre Generadora de Engranajes universal gear gear train calculation for gear cutting? | yahoo - Oct 22, 2018 i want to cut a gear on manual gear hobbing machine. gear no. of teeth = 28, Module = 2.5, Helix angle = 20, Please tell me calculation method for gear train. -

Workshop Technology - Iii
WORKSHOP TECHNOLOGY - III Chapter 1- Milling Syllabus Specification and working principle of milling machine Classification, brief description and applications of milling machine Main parts of column and knee type milling machine Milling machine accessories and attachment – Arbors, adaptors, collets, vices, circular table, indexing head and tail stock, vertical milling attachment Milling methods - up milling and down milling Identification of different milling cutters and work mandrels Work holding devices Milling operations – face milling, angular milling, form milling, straddle milling and gang milling. Cutting parameters Indexing on dividing heads, plain and universal dividing heads. Indexing methods: direct, Plain or simple, compound, differential and angular indexing, numerical problems on indexing. Milling is the most common form of machining, a material removal process, which can create a variety of features on a part by cutting away the unwanted material. The milling process requires a milling machine, workpiece, fixture, and cutter. The workpiece is a piece of pre-shaped material that is secured to the fixture, which itself is attached to a platform inside the milling machine. The cutter is a cutting tool with sharp teeth that is also secured in the milling machine and rotates at high speeds. By feeding the workpiece into the rotating cutter, material is cut away from this workpiece in the form of small chips to create the desired shape. Milling is typically used to produce parts that are not axially symmetric and have many features, such as holes, slots, pockets, and even three dimensional surface contours. Parts that are fabricated completely through milling often include components that are used in limited quantities, perhaps for prototypes, such as custom designed fasteners or brackets. -

Fabrication of Portable Pantograph for Wood Engraving
8 XI November 2020 https://doi.org/10.22214/ijraset.2020.32119 International Journal for Research in Applied Science & Engineering Technology (IJRASET) ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 7.429 Volume 8 Issue XI Nov 2020- Available at www.ijraset.com Fabrication of Portable Pantograph for Wood Engraving Nithin Gowda1, Jayanth H2 1Final Year Student, B.E, 2Assistant Professor, Department of Mechanical Engineering, Dr Ambedkar Institute of Technology Abstract: In study of theory of machine four bar mechanism is very important. Pantograph is one of the examples of four bar mechanism. Generally it is nothing but the parallelogram used for the copying the profile. A pantograph is a simple yet powerful tool which can broaden the scope of artwork and crafting. We can copy images to a reduced or enlarged scale with a pantograph depending on how the parts are measured and assembled .The pantograph in the illustration would produce a copy of the original. In this topic we “design, develop and analyze the portable pantograph for engraving required shapes or design on wood.” Our pantograph is light weight and portable. Also copy with that different scaling of the letters is main work of this pantograph. This is low cost machine with compare to conventional pantograph. It may be old mechanism but still it has vast scope. In present days it has many beneficial uses. The physical model of pantograph consist of four links namely link A, link B, link C and link D. The links are connected with pins. The motor is mounted on link C at the centre. -
1700 Animated Linkages
Nguyen Duc Thang 1700 ANIMATED MECHANICAL MECHANISMS With Images, Brief explanations and Youtube links. Part 1 Transmission of continuous rotation Renewed on 31 December 2014 1 This document is divided into 3 parts. Part 1: Transmission of continuous rotation Part 2: Other kinds of motion transmission Part 3: Mechanisms of specific purposes Autodesk Inventor is used to create all videos in this document. They are available on Youtube channel “thang010146”. To bring as many as possible existing mechanical mechanisms into this document is author’s desire. However it is obstructed by author’s ability and Inventor’s capacity. Therefore from this document may be absent such mechanisms that are of complicated structure or include flexible and fluid links. This document is periodically renewed because the video building is continuous as long as possible. The renewed time is shown on the first page. This document may be helpful for people, who - have to deal with mechanical mechanisms everyday - see mechanical mechanisms as a hobby Any criticism or suggestion is highly appreciated with the author’s hope to make this document more useful. Author’s information: Name: Nguyen Duc Thang Birth year: 1946 Birth place: Hue city, Vietnam Residence place: Hanoi, Vietnam Education: - Mechanical engineer, 1969, Hanoi University of Technology, Vietnam - Doctor of Engineering, 1984, Kosice University of Technology, Slovakia Job history: - Designer of small mechanical engineering enterprises in Hanoi. - Retirement in 2002. Contact Email: [email protected] 2 Table of Contents 1. Continuous rotation transmission .................................................................................4 1.1. Couplings ....................................................................................................................4 1.2. Clutches ....................................................................................................................13 1.2.1. Two way clutches...............................................................................................13 1.2.1. -
Final Draft STR No 0049 Rev 2 of Pantograph(2).Pdf
Page 1 of 4 Issued on XX.XX.2020 STR No. RDSO/2008/EL/STR/0049 Rev. ‘2’ GOVERNMENT OF INDIA MINISTRY OF RAILWAYS SCHEDULE TECHNICAL REQUIREMENT (STR) FOR MANUFACTURE OF PANTOGRAPHS FOR ELECTRIC LOCOMOTIVES Issue Date: XX.XX.2020 ELECTRICAL DIRECTORATE RESEARCH DESIGNS AND STANDARDS ORGANISATION MANAK NAGAR LUCKNOW Prepared by Checked by Issued by Page 2 of 4 Issued on XX.XX.2020 STR No. RDSO/2008/EL/STR/0049 Rev. ‘2’ SCHEDULE OF TECHNICAL REQUIREMENTS FOR PANTOGRAPHS FOR ELECTRIC LOCOMOTIVES 1.0 General: 1.1 This schedule of technical requirements covers the minimum requirement of M&P and testing facilities for development and manufacturing of pantographs for use on 25 kV AC Electric Locomotive. 1.2 List of M&P required shall be as per Annexure-I. 1.3 Measuring/checking instruments/Gauges / Jig & fixture: List of facilities for measurement and gauges required in Vendor’s premises shall be as per Annexure-II. The accuracy and capacity of the measuring equipment shall be adequate to meet the requirements. 1.4 The measuring equipments / Gauges shall be duly calibrated and the validity of calibration should be verified by checking the calibration certificate issued by the Government Approved/ NABL accredited Calibration Agency from whom it was calibrated. 2.0 OTHER FACILITIES: 2.1 Trollies for transportation of material & finished product. 2.2 Vendor should have separate area for finished product. 2.3 Air Compressor of adequate capacity. Prepared by Checked by Issued by Page 3 of 4 Issued on XX.XX.2020 STR No. RDSO/2008/EL/STR/0049 Rev. -

Network Rail a Guide to Overhead Electrification 132787-ALB-GUN-EOH-000001 February 2015 Rev 10
Network Rail A Guide to Overhead Electrification 132787-ALB-GUN-EOH-000001 February 2015 Rev 10 Alan Baxter Network Rail A Guide to Overhead Electrification 132787-ALB-GUN-EOH-000001 February 2015 Rev 10 Contents 1.0 Introduction ���������������������������������������������������������������������������������������������������������������������1 2.0 Definitions �������������������������������������������������������������������������������������������������������������������������2 3.0 Why electrify? �������������������������������������������������������������������������������������������������������������������4 4.0 A brief history of rail electrification in the UK �����������������������������������������������������5 5.0 The principles of electrically powered trains ������������������������������������������������������6 6.0 Overhead lines vs. third rail systems ����������������������������������������������������������������������7 7.0 Power supply to power use: the four stages of powering trains by OLE 8 8.0 The OLE system ������������������������������������������������������������������������������������������������������������10 9.0 The components of OLE equipment ��������������������������������������������������������������������12 10.0 How OLE equipment is arranged along the track ������������������������������������������17 11.0 Loading gauges and bridge clearances ��������������������������������������������������������������24 12.0 The safety of passengers and staff ������������������������������������������������������������������������28 -

Glossary Definitions
TC 9-524 GLOSSARY ACRONYMS AND ABBREVIATIONS TC - Training Circular sd - small diameter TM - Technical Manual Id - large diameter AR - Army Regulation ID - inside diameter DA - Department of the Army TOS- Intentional Organization for Standardization RPM - revolutions per minute LH - left hand SAE - Society of Automotive Engineers NC - National Coarse SFPM - surface feet per minute NF - National Fine tpf -taper per foot OD - outside diameter tpi taper per inch RH - right hand UNC - Unified National Coarse CS - cutting speed UNF - Unified National Fine AA - aluminum alloys SF -standard form IPM - feed rate in inches per minute Med - medical FPM - feet per minute of workpiece WRPM - revolutions per minute of workpiece pd - pitch diameter FF - fraction of finish tan L - tangent angle formula WW - width of wheel It - length of taper TT - table travel in feet per minute DEFINITIONS abrasive - natural - (sandstone, emery, corundum. accurate - Conforms to a standard or tolerance. diamonds) or artificial (silicon carbide, aluminum oxide) material used for making grinding wheels, Acme thread - A screw thread having a 29 degree sandpaper, abrasive cloth, and lapping compounds. included angle. Used largely for feed and adjusting screws on machine tools. abrasive wheels - Wheels of a hard abrasive, such as Carborundum used for grinding. acute angle - An angle that is less than 90 degrees. Glossary - 1 TC 9-524 adapter - A tool holding device for fitting together automatic stop - A device which may be attached to various types or sizes of cutting tools to make them any of several parts of a machine tool to stop the interchangeable on different machines.