Assessment of the Implementation of Alternative Process Technologies for Rural Heat and Power Production from Cocoa Pod Husks
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Cote D'ivoire Situation
SITUATIONAL EMERGENCY UPDATE Cote d’Ivoire Situation 12 November 2020 As of 11 November 2020, a total Nearly 92% of the new arrIvals who UNHCR has set up of 10,087 Ivorians have fled have fled Cote d’Ivoire are In LIberIa contingency plans in the Cote d’Ivoire, and the numbers where an airlIft of CRIs for 10,000 countrIes neIghbourIng Cote continue to rIse amid persIstent refugees is planned from DubaI. In the d’Ivoire and Is engaging wIth tensions despIte valIdation of the meantIme, locally purchased core- natIonal and local authorIties, electIon results by the relief items, food and cash-based sister UN agencies and other Constitutional Court. interventions are being delIvered. partners. POPULATION OF CONCERN Host Countries New arrivals LiberIa 9,255 Ghana 563 Guinea 249 Togo 20 Cote d’IvoIre (IDPs) 5,530 Total 15,617 * Data as of 11 November 2020 as reported by UNHCR Operations. New arrIvals at Bhai border, Grand Gedeh. CredIt @UNHCR www.unhcr.org 1 EMERGENCY UPDATE > Cote d’Ivoire Situation / November 2020 OperatIonal Context PolItIcal and securIty sItuatIon In Cote d’IvoIre Aftermath of the election ■ On 9 November, the ConstItutIonal CouncIl valIdated the electoral vIctory of PresIdent Alassane Ouattara as proclaimed by the Independent Electoral CommIssIon. The sItuatIon remaIns calm yet tense and the opposItIon, whIch announced the formatIon of a NatIonal TransItIonal CouncIl, has yet to recognIze the PresIdent’s vIctory. ■ FollowIng the valIdatIons of the electIon of PresIdent Ouattara, a Government spokesperson declared that a total of 85 people were kIlled, IncludIng 34 before the election, 20 on polling day, 31 after the election. -

Côte D'ivoire Country Focus
European Asylum Support Office Côte d’Ivoire Country Focus Country of Origin Information Report June 2019 SUPPORT IS OUR MISSION European Asylum Support Office Côte d’Ivoire Country Focus Country of Origin Information Report June 2019 More information on the European Union is available on the Internet (http://europa.eu). ISBN: 978-92-9476-993-0 doi: 10.2847/055205 © European Asylum Support Office (EASO) 2019 Reproduction is authorised, provided the source is acknowledged, unless otherwise stated. For third-party materials reproduced in this publication, reference is made to the copyrights statements of the respective third parties. Cover photo: © Mariam Dembélé, Abidjan (December 2016) CÔTE D’IVOIRE: COUNTRY FOCUS - EASO COUNTRY OF ORIGIN INFORMATION REPORT — 3 Acknowledgements EASO acknowledges as the co-drafters of this report: Italy, Ministry of the Interior, National Commission for the Right of Asylum, International and EU Affairs, COI unit Switzerland, State Secretariat for Migration (SEM), Division Analysis The following departments reviewed this report, together with EASO: France, Office Français de Protection des Réfugiés et Apatrides (OFPRA), Division de l'Information, de la Documentation et des Recherches (DIDR) Norway, Landinfo The Netherlands, Immigration and Naturalisation Service, Office for Country of Origin Information and Language Analysis (OCILA) Dr Marie Miran-Guyon, Lecturer at the École des Hautes Études en Sciences Sociales (EHESS), researcher, and author of numerous publications on the country reviewed this report. It must be noted that the review carried out by the mentioned departments, experts or organisations contributes to the overall quality of the report, but does not necessarily imply their formal endorsement of the final report, which is the full responsibility of EASO. -

Violence and Belonging: the Impact of Citizenship Law on Violence in Sub-Saharan Africa
ABSTRACT Title of Dissertation: VIOLENCE AND BELONGING: THE IMPACT OF CITIZENSHIP LAW ON VIOLENCE IN SUB-SAHARAN AFRICA Anne Christine Frugé, Doctor of Philosophy, 2017 Dissertation directed by: Professor Jóhanna Kristín Birnir, Department of Government and Politics Many countries in Africa are embroiled in heated debates over who belongs where. Sometimes insider/outsider debates lead to localized skirmishes, but other times they turn into minor conflict or even war. How do we explain this variation in violence intensity? Deviating from traditional explanations regarding democratization, political or economic inequality, or natural resources, I examine how nationality laws shape patterns in violence. Citizenship rules determine who is or is not a member of the national political community. Nationality laws formalize these rules, thus representing the legal bond between individuals and the state. Restrictive nationality laws increase marginalization, which fuels competition between citizenship regime winners and losers. This competition stokes contentious insider/outsider narratives that guide ethnic mobilization along the dual logics of threat and opportunity. Threats reduce resource levels and obstruct the exercise of rights. Opportunities provide the chance to reclaim lost resources or clarify nationality status. Other work explains conditions necessary for insider/outsider violence to break out or escalate from the local to the national level. I show that this violence intensifies as laws become more exclusive and escalates to war once an outsider group with contested foreign origins faces denationalization. Groups have contested foreign origins where the Where outsiders are primarily in- right to citizenship, so nationality laws do not come under threat and insider/outsider violence remains constrained to minor conflict. -
ADMINISTRATIVE MAP of COTE D'ivoire Map Nº: 01-000-June-2005 COTE D'ivoire 2Nd Edition
ADMINISTRATIVE MAP OF COTE D'IVOIRE Map Nº: 01-000-June-2005 COTE D'IVOIRE 2nd Edition 8°0'0"W 7°0'0"W 6°0'0"W 5°0'0"W 4°0'0"W 3°0'0"W 11°0'0"N 11°0'0"N M A L I Papara Débété ! !. Zanasso ! Diamankani ! TENGRELA [! ± San Koronani Kimbirila-Nord ! Toumoukoro Kanakono ! ! ! ! ! !. Ouelli Lomara Ouamélhoro Bolona ! ! Mahandiana-Sokourani Tienko ! ! B U R K I N A F A S O !. Kouban Bougou ! Blésségué ! Sokoro ! Niéllé Tahara Tiogo !. ! ! Katogo Mahalé ! ! ! Solognougo Ouara Diawala Tienny ! Tiorotiérié ! ! !. Kaouara Sananférédougou ! ! Sanhala Sandrégué Nambingué Goulia ! ! ! 10°0'0"N Tindara Minigan !. ! Kaloa !. ! M'Bengué N'dénou !. ! Ouangolodougou 10°0'0"N !. ! Tounvré Baya Fengolo ! ! Poungbé !. Kouto ! Samantiguila Kaniasso Monogo Nakélé ! ! Mamougoula ! !. !. ! Manadoun Kouroumba !.Gbon !.Kasséré Katiali ! ! ! !. Banankoro ! Landiougou Pitiengomon Doropo Dabadougou-Mafélé !. Kolia ! Tougbo Gogo ! Kimbirila Sud Nambonkaha ! ! ! ! Dembasso ! Tiasso DENGUELE REGION ! Samango ! SAVANES REGION ! ! Danoa Ngoloblasso Fononvogo ! Siansoba Taoura ! SODEFEL Varalé ! Nganon ! ! ! Madiani Niofouin Niofouin Gbéléban !. !. Village A Nyamoin !. Dabadougou Sinémentiali ! FERKESSEDOUGOU Téhini ! ! Koni ! Lafokpokaha !. Angai Tiémé ! ! [! Ouango-Fitini ! Lataha !. Village B ! !. Bodonon ! ! Seydougou ODIENNE BOUNDIALI Ponondougou Nangakaha ! ! Sokoro 1 Kokoun [! ! ! M'bengué-Bougou !. ! Séguétiélé ! Nangoukaha Balékaha /" Siempurgo ! ! Village C !. ! ! Koumbala Lingoho ! Bouko Koumbolokoro Nazinékaha Kounzié ! ! KORHOGO Nongotiénékaha Togoniéré ! Sirana -

Côte D'ivoire
Côte d’Ivoire Monthly Humanitarian Report October 2011 www.unocha.org The mission of the United Nations Office for the Coordination of Humanitarian Affairs (OCHA) is to mobilize and coordinate effective and principled humanitarian action in partnership with national and international actors. Coordination Saves Lives • Celebrating 20 years of coordinated humanitarian action October 2011 Côte d’Ivoire Humanitarian Bulletin | 2 Côte d’Ivoire Monthly Humanitarian Report Coordination Saves Lives No.1 | October 2011 HIGHLIGHTS ■ The number of Internally Displaced People (IDPs) on 35 sites across the country is gradually decreasing. ■ A National Committee for Coordination of Humanitarian Action (CNCAH) was established by ministerial decree (Minister of State, Employment, Social Affairs and Solidarity) on 5 October 2011. ■ Ivorian refugees in Liberia are spontaneously and gradually returning to their villages of origin in the Moyen Cavally region. ■ The Humanitarian Coordinator and the Ivorian Minister for Employment, Solidarity and Social Affairs visited several European capitals to mobilize support for humanitarian action in Côte d'Ivoire. ■ The Special Representative of the UN Secretary General in Côte d'Ivoire took office on 24 October. I. GENERAL CONTEXT During October, violent incidents took place in the towns of Issia, Guiglo and Bangolo in the West of the country. These incidents resulted in the displacement of an estimated 450 people according to the Protection Cluster. In the Lagunes region, there has been an upsurge of security incidents: several cases of armed robbery, home intrusion and theft are reported to have been committed by armed men in the districts of Anyama, Abobo and Yopougon, in Abidjan. This situation is reportedly due to the free circulation of firearms and to escapee- prisoners since the post-electoral crisis. -

No. ICC-02/11 23 June 2011 Original
ICC-02/11-3 23-06-2011 1/80 EO PT Original: English No .: ICC-02/11 Date: 23 June 2011 PRE-TRIAL CHAMBER III Before: Judge Odio Benito Judge Adrian Fulford Judge Silvia Fernandez de Gurmendi SITUATION IN THE REPUBLIC OF CÔTE D'IVOIRE Public Document Request for authorisation of an investigation pursuant to article 15 Source: Office of the Prosecutor No. ICC-02/11 1/80 23 June 2011 ICC-02/11-3 23-06-2011 2/80 EO PT Document to be notified in accordance with regulation 31 of the Regulations of the Court to: The Office of the Prosecutor Counsel for the Defence Legal Representatives of the Victims Legal Representatives of the Applicants Unrepresented Victims Unrepresented Applicants (Participation/Reparation) The Office of Public Counsel for The Office of Public Counsel for the Victims Defence States’ Representatives Amicus Curiae REGISTRY Registrar Defence Support Section Silvana Arbia Deputy Registrar Victims and Witnesses Unit Detention Section Victims Participation and Reparations Other Section No. ICC-02/11 2/80 23 June 2011 ICC-02/11-3 23-06-2011 3/80 EO PT I. Introduction 1. The Prosecutor hereby requests authorization from the Pre-Trial Chamber to proceed with an investigation into the situation in the Republic of Côte d'Ivoire since 28 November 2010, pursuant to Article 15(3) of the Rome Statute. 2. Violence has reached unprecedented levels in the aftermath of the presidential election held on 28 November 2010. There is a reasonable basis to believe that at least 3000 persons were killed, 72 persons disappeared, 520 persons were subject to arbitrary arrest and detentions and there are over 100 reported cases of rape, while the number of unreported incidents is believed to be considerably higher. -
Towards Durable Solutions for Displaced Ivoirians
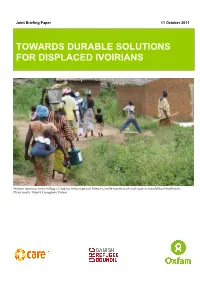
Joint Briefing Paper 11 October 2011 TOWARDS DURABLE SOLUTIONS FOR DISPLACED IVOIRIANS Women returnees in the village of Nedrou in the region of Moyen Cavally receive tools and seeds to rebuild their livelihoods. Photo credit: Thierry Gouegnon/Oxfam 1 Table of content Executive Summary 3 BACKGROUND 5 Context and Scale of Displacement Waves of spontaneous returns REASONS FOR RETURNS AND CONTINUED DISPLACEMENT 6 Reasons for return Reasons for continued displacement Incentives and lack of alternatives Insecurity, fear, rumours, and mixed messages CONTINUED HUMANITARIAN NEEDS 8 Food security and shelter are primary concerns Challenges livelihoods Access to basic services remains limited PROSPECTS FOR SECURITY AND RECONCILIATION 10 Community tensions Need for civilian authorities, reconciliation efforts and the rule of law CONCLUSION 12 RECOMMENDATIONS 13 SURVEY METHODOLOGY 15 Disclaimer The French terms “autochtones”, “allochtones” and “allogenes” are used in this report to refer to the different groups of people living in the country as they are commonly used in Côte d‟Ivoire. This does not reflect the policies or the views of Care, DRC and Oxfam. In the context of the Moyen Cavally region where the study has been conducted, “autochtones” refer to the Guere ethnic group, “allochtones” to all other Ivoirian ethnic groups who migrated to Moyen Cavally and “allogenes” to all the migrants from the ECOWAS countries. The legal bases for durable solutions for displacements are the UNHCR Framework on durable solutions and the UN Guiding Principles on Internal Displacements. The former focuses on promoting durable solutions for refugees and persons of concerns through repatriation to their country of origin, local integration in the country of asylum or resettlement to a third country. -

Population Density by Local Authorities,1970 3
Migrationin WestAfrica a 1g DemographicAspects Public Disclosure Authorized K. C. Zachariah and Julien Cond6 Public Disclosure Authorized , X / NK I X N~~~~~~~~~~~~~~~~V Public Disclosure Authorized f - i X-X Public Disclosure Authorized N ,1~~~~~1 A Joint World Bank-QEODStudy Migration in West Africa Demographic Aspects A Joint World Bank-OECD Study With the assistance of Bonnie Lou Newlon and contributions by Chike S. Okoye M. L. Srivastava N. K. Nair Eugene K. Campbell Kenneth Swindell Remy Clairin Michele Fieloux K. C. Zachariah and Julien Conde Migration in West Africa Demographic Aspects Published for the World Bank Oxford University Press Oxford University Press NEW YORK OXFORD LONDON GLASGOW TORONTO MELBR(OURNEWELLINGTON HONG KONG TOKYO KUALA LUMPUR SINGAPORE JAKARTA DELHI BOMBAY CALCUTTA MADRAS KARACHI NAIROBI DAR ES SALAAM CAPE TOWN © 1981 by the InternationalBank for Reconstructionand Development/ The WorldBank 1818 H Street, N.W., Washington,D.C. 20433 U.S.A. All rights reserved.No part of this publication may be reproduced, stored in a retrieval system,or transmitted in any form or by any means,electronic, mechanical, photocopying,recording, or otherwise,without the prior permissionof Oxford UniversityPress. Manufactured in the United Statesof America. The viewsand interpretationsin this book are the authors' and should not be attributed to the OECD or the World Bank, to their affiliatedorganizations, or to any individual acting in their behalf. The maps have been prepared for the convenienceof readers of this book;the denominationsused and the boundaries showndo not imply, on the part of the OECD, the World Bank, and their affiliates,any judgment on the legal status of any territory or any endorsementor acceptance of such boundaries. -

Côte D'ivoire
AFRICAN DEVELOPMENT FUND PROJECT COMPLETION REPORT HOSPITAL INFRASTRUCTURE REHABILITATION AND BASIC HEALTHCARE SUPPORT REPUBLIC OF COTE D’IVOIRE COUNTRY DEPARTMENT OCDW WEST REGION MARCH-APRIL 2000 SCCD : N.G. TABLE OF CONTENTS Page CURRENCY EQUIVALENTS, WEIGHTS AND MEASUREMENTS ACRONYMS AND ABBREVIATIONS, LIST OF ANNEXES, SUMMARY, CONCLUSION AND RECOMMENDATIONS BASIC DATA AND PROJECT MATRIX i to xii 1 INTRODUCTION 1 2 PROJECT OBJECTIVES AND DESIGN 1 2.1 Project Objectives 1 2.2 Project Description 2 2.3 Project Design 3 3. PROJECT IMPLEMENTATION 3 3.1 Entry into Force and Start-up 3 3.2 Modifications 3 3.3 Implementation Schedule 5 3.4 Quarterly Reports and Accounts Audit 5 3.5 Procurement of Goods and Services 5 3.6 Costs, Sources of Finance and Disbursements 6 4 PROJECT PERFORMANCE AND RESULTS 7 4.1 Operational Performance 7 4.2 Institutional Performance 9 4.3 Performance of Consultants, Contractors and Suppliers 10 5 SOCIAL AND ENVIRONMENTAL IMPACT 11 5.1 Social Impact 11 5.2 Environmental Impact 12 6. SUSTAINABILITY 12 6.1 Infrastructure 12 6.2 Equipment Maintenance 12 6.3 Cost Recovery 12 6.4 Health Staff 12 7. BANK’S AND BORROWER’S PERFORMANCE 13 7.1 Bank’s Performance 13 7.2 Borrower’s Performance 13 8. OVERALL PERFORMANCE AND RATING 13 9. CONCLUSIONS, LESSONS AND RECOMMENDATIONS 13 9.1 Conclusions 13 9.2 Lessons 14 9.3 Recommendations 14 Mrs. B. BA (Public Health Expert) and a Consulting Architect prepared this report following their project completion mission in the Republic of Cote d’Ivoire on March-April 2000. -

Final Report: International Election Observation Mission to Côte D'ivoire, 2010 Presidential Elections and 2011 Legislative
International Election Observation Mission to Côte d’Ivoire Final Report 2010 Presidential Elections and 2011 Legislative Elections Waging Peace. Fighting Disease. Building Hope. The Carter Center strives to relieve suffering by advancing peace and health worldwide; it seeks to prevent and resolve conflicts, enhance freedom and democracy, and protect and promote human rights worldwide. International Election Observation Mission to Côte d’Ivoire Final Report 2010 Presidential Elections and 2011 Legislative Elections One Copenhill 453 Freedom Parkway Atlanta, GA 30307 (404) 420-5188 Fax (404) 420-5196 www.cartercenter.org The Carter Center Contents Foreword ..................................1 The Appeals Process ......................63 Executive Summary and Recommendations......3 Election-Related Violence ..................65 The Carter Center in Côte d’Ivoire ............3 Certification of Results . .66 Observation Methodology ....................4 Conclusions and Recommendations Conclusions of the Election Observation Mission ..6 Regarding the 2010 Presidential Election.......67 The Carter Center in Côte d’Ivoire — The Carter Center in Côte d’Ivoire — Presidential Election 2010 ..................16 Legislative Elections 2011 . .72 Political Context...........................18 Political Context...........................74 Framework of the Presidential Election ........21 Hijacking of the Election and the Political- Military Crisis ...........................74 Legal Framework ........................21 Boycott of the Front Populaire -

Towards Durable Solutions for Displaced Ivoirians
Joint Briefing Paper 11 October 2011 TOWARDS DURABLE SOLUTIONS FOR DISPLACED IVOIRIANS Women returnees in the village of Nedrou in the region of Moyen Cavally receive tools and seeds to rebuild their livelihoods. Photo credit: Thierry Gouegnon/Oxfam 1 Table of content Executive Summary 3 BACKGROUND 5 Context and Scale of Displacement Waves of spontaneous returns REASONS FOR RETURNS AND CONTINUED DISPLACEMENT 6 Reasons for return Reasons for continued displacement Incentives and lack of alternatives Insecurity, fear, rumours, and mixed messages CONTINUED HUMANITARIAN NEEDS 8 Food security and shelter are primary concerns Challenges livelihoods Access to basic services remains limited PROSPECTS FOR SECURITY AND RECONCILIATION 10 Community tensions Need for civilian authorities, reconciliation efforts and the rule of law CONCLUSION 12 RECOMMENDATIONS 13 SURVEY METHODOLOGY 15 Disclaimer The French terms “autochtones”, “allochtones” and “allogenes” are used in this report to refer to the different groups of people living in the country as they are commonly used in Côte d’Ivoire. This does not reflect the policies or the views of Care, DRC and Oxfam. In the context of the Moyen Cavally region where the study has been conducted, “autochtones” refer to the Guere ethnic group, “allochtones” to all other Ivoirian ethnic groups who migrated to Moyen Cavally and “allogenes” to all the migrants from the ECOWAS countries. The legal bases for durable solutions for displacements are the UNHCR Framework on durable solutions and the UN Guiding Principles on Internal Displacements. The former focuses on promoting durable solutions for refugees and persons of concerns through repatriation to their country of origin, local integration in the country of asylum or resettlement to a third country. -

African Development Bank Cote D'ivoire
AFRICAN DEVELOPMENT BANK Public Disclosure Authorized Public Disclosure COTE D’IVOIRE POWER TRANSMISSION AND DISTRIBUTION NETWORKS REINFORCEMENT PROJECT (PRETD) APPRAISAL REPORT Public Disclosure Authorized Public Disclosure ONEC DEPARTMENT November 2016 Translated Document TABLE OF CONTENTS PROJECT OVERVIEW ......................................................................................................................... ii I. IPROJECT PRESENTATION, ALIGNMENT AND BENEFICIARIES ..................................... 1 A. Project Context, Development Objectives and Specific Objectives ....................................... 1 B. Expected Project Outcomes and Impacts ............................................................................... 1 C. Project Outputs ....................................................................................................................... 2 D. Project Rationale..................................................................................................................... 2 E. Project’s Alignment with National Development Goals ........................................................ 2 F. Project Alignment on Bank Strategies and Policies ............................................................... 3 G. Integration of Requirements Set Out Under Presidential Directive No. 02/2005 ................... 3 H. Consultation Process and Ownership by the Country ............................................................ 3 I. Project Target Areas, Beneficiaries and Selection Criteria .......................................................