Disston Lumberman Handbook
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Drill Bits 101 I've Used Dowels in a Variety of Woodworking Projects
Drill Bits 101 I’ve used dowels in a variety of woodworking projects having bought myself a pretty decent doweling jig a few years ago. The jig itself came with a twist drill bit for each of the three dowel sizes. For my dowel joinery I often need to drill holes of two different depths; so sometimes it is handy to have two bits of the same diameter with stops set at the different depths. One day I inadvertently was using both a twist bit and a brad point bit and noticed very different results. For example, drilling into end grain was far more difficult with a brad point bit than with the twist bit. All of this got me wondering about the different types of woodworking drill bits. Hence my investigation into the family tree of woodworking drill bits. Note that many drill bits may be multi-purpose, but generally speaking there are different families of bits for plastic, metal(s), tile, and masonry, etc. The basic job of a drill bit of course is to stay centered and not wander, cut the wood to form a round hole, and eject the chips. Seems simple, but not so perhaps, which is why there are so many types of drill bits and even options on lips, lands, flutes, margins, and other design elements – details beyond the scope of Bevel Cut. Of all the types, the common twist drill, invented by Steven Morse in 1863 and covered in US Patent 38119 is the simplest. The V-angle of the tip can vary from 60 to 118 degrees, with the latter being most common in today’s hardware stores according to my own research. -

Actoav!' SENIOR and SURVIVING PARTNER of ISAAC STRAUB & CO
ISAAC STRAUB'S .... -.-_-: Mttl 'ACTOaV!' SENIOR AND SURVIVING PARTNER OF ISAAC STRAUB & CO., "WAREHOUSE: 1'T0. 19 -VVest ::F-roD.t street; ~~[b[b [F~©lr©~Wg I MANUPACTURE Steam-Engines, Portable Saw-Mills, Portable and Stationary Horse Powers, (Jorn Mills Cor Plantation use, Wheat . Flouring Mills, (Jorn and (Job lUills, (Jorn Crusher, &c. All the above articles-except the Steam Engine-are the inventions of Isaac Straub, whose known ability and long experience as an Inventor and Machinist, recommend them to public favor and confidence. POU:R.T::Er :mDXTXON. CINCINNATI: MARSH.ALJ. &; LANGTRY, PRINTERS, No.3 PUBLIC LANDING . .................... ... ........... 1856. TE:::El.:aI.1:S···0ash. ; OR, One~Half Cash, and City Acceptances at. Four. Months. • Agen.'ts for 'the Sa1e OF MY CORN, WHEAT & COMBINATION MILLS. JOSEPH LANDIS & CO., No. 33 Tchoupitoulas St., New Orleans, La. M. G. MOlES & Co., ................................................ St. Louis, Mo. GORHAM DAVENPORT, ................ · ............. ·.: .. · ........ Mobile, Alabama, R. B. NORVELL, .. · ............... · .... ,.. · ................. · ........ · Huntsville, " BYRAM, PITKIN & CO., .. · .............. · .... · ................ · .... · Louisville, Ky. PARRISH & BUTLER, .. · ............... · .. · .. · .. ·.............. · .. · .. Lexington, " W. Y. GILL, ............................................................ Henderson, " H. T. YEATMAN, EsQ., ................. · .. · .... · .. · .... · .. · .... ·.. Nashville, Tenn. SAM'L MOSBY, EsQ.,· ...... ·............ · -

Lapping Plate
Lapping Plate 05M20.20 Patent Pending Lapping is the process of rubbing two surfaces together with an abrasive and a lubricant to improve the quality of at least one of the surfaces. Although lapping can be used to create fl at surfaces, in the context of woodworking, lapping better serves to minimize the roughness of a surface – known as surface conditioning. By minimizing the roughness in the sole of a plane, there is reduced friction between the plane and the workpiece, which in turn reduces abrasion. For blades or chisels, the cutting edge can be made sharper if both intersecting surfaces are free of scratches, even if the back of the blade isn’t perfectly fl at. Straight cutting edge on a lapped blade. Jagged cutting edge on a ground blade. Figure 1: A ground blade versus a lapped blade. Lapping can remove only small amounts of material. If the sole of your plane or the back of your blade is twisted, wavy or bowed, it will be necessary to sand or grind off the high points prior to lapping. Lapping is always performed with an abrasive oil slurry, which not only allows the object to slide Small Abrasive about the lapping plate (called a lap), but also Particles provides a means to remove abraded particles and worn abrasive. Oil Object Abraded Metal Lap Groove in Lap Large Abrasive Particles Figure 2: Lapping mechanics. 2 Important Notes The lapping plate is made of soft iron and will wear over time. These instructions provide information on how to ensure the lap remains fl at for a lifetime. -

Sawgear Tables
2017 TigerStop, LLC ® ® MANUAL Safety First! IMPORTANT SAFETY INFORMATION. READ ALL WARNINGS BEFORE OPERATING THIS PRODUCT. WARNING: Installation of your TigerStop Product must be done by a person trained in the safe design and installation of automation products, and in the safe operation of power equipment. Ensure that such installation meets all legally required safety requirements and guidelines, and that proper guarding and safety devices are provided on all sides of the equipment to preclude unintended access during operation. Consult with and follow the recommendations of a qualified safety engineer. GENERAL WARNINGS WARNING: TigerStop Products are components intended for use in conjunction with potentially dangerous machinery. The use of TigerStop Products does not make other machinery safe. TigerStop Products are not intended to substitute, in any manner, for safe operating practices in general, or for safety features present in other machines designed to make those machines as safe as possible. TIGERSTOP PRODUCTS, IF USED OR INSTALLED IMPROPERLY, MAY CAUSE PERSONAL INJURY OR DEATH AND SHOULD ONLY BE OPERATED BY PERSONS TRAINED IN THEIR SAFE OPERATING PROCEDURES. Illustrations of TigerStop Products in use do not show, and are not intended to show, all safety features and practices necessary for their safe operation. WARNING: TigerStop Products must be installed in accordance with all local, state, and federal regulations. Only personnel properly trained in the safe design and installation of automation machinery and related power equipment should install TigerStop Products onto other equipment, to ensure a safe and proper work station. TigerStop Products should not be operated without proper INSTALLATION training, both in the operation of TigerStop Products, and in the operation of related equipment. -

Heritage Bamboo Band Saw Jig
Heritage Bamboo Fly Rods Heritage Bamboo Band Saw Jig James E. (JED) Dempsey – Maker [email protected] Congratulations on your purchase of my Heritage Bamboo Band Saw Jig and continuing in the tradition of famed bamboo rodmakers such as Payne, Leonard, Halstead, Gillum and Uslan. As an apprentice at Payne under the tutelage of Walt Carpenter, I sawed many bamboo culms in preparation for them going on the Payne saw beveller. I am also the owner of the Uslan bamboo saw which uses a table saw blade that is very similar in design to my current jig except that we are using a band saw instead. Why a band saw? The answer is simple – less waste. A table saw blade is .125” or more thick and the band saw blade is usually .025” to .030” thick. That means for every 3 strips you get using a table saw, I get 4 strips or more depending on the width of strip you choose to cut. Using the procedures I have laid out below, you will get uniform straight strips that require little or no straightening. This produces time savings and eliminates a number of issues that split strips present. The one thing you will discover that “run out” is a myth promulgated by amateur rodmakers to justify splitting. Again, remember the great production rod companies and great classic rodmakers that today’s rodmakers try to copy and emulated all sawed cane and run out was never a real issue with them. The only exception was Garrison. One of the issues most of today’s rodmakers worry about sawing and working cane is generation of saw dust. -

Dual Marking Gauge
Dual Marking Gauge U.S. Des. Pat. No. D677,179 The Veritas® Dual Marking Gauge has two rods mounted eccentrically in the reference face. One rod has a non-rotating wheel cutter whose bevel faces the reference face (outside cutter) and the other has a non-rotating wheel cutter whose bevel faces away from it (inside cutter), allowing the gauge to be used in a wide range of applications. The hardened steel wheel cutters cut wood fi bers rather than tear them, and produce fi ne cut- lines, ideal for chisel registration. The most common use for this gauge would be as a mortise gauge for scribing both sides of a mortise. Unlike other mortise gauges, the cutters on the Veritas Dual Marking Gauge are used independently, scribing just one line at a time. As a result, this marking gauge can be used anywhere a project requires repeated marking of two dimensions. The individual wheel cutters can be completely retracted into the reference face, and the gauge can function as a single-cutter marking gauge. For most traditional uses, the outside cutter (bevel facing the reference face) would be used; however, for thicknessing a workpiece, the inside cutter (bevel facing away from the reference face) would be used. The eccentric confi guration of the rods maximizes the size of the reference surface, while maintaining the overall size of the gauge. The short side can also be used if space is restricted. As an added advantage, the eccentric nature means this gauge is much less likely to roll off the work surface. -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

Marking and Cutting Gauges
Well Stocked Shop Multi-Marker If you’re constantly resetting your gauge to a single measurement, a 3-in-1 Brass Wheel Marking Gauge second gauge, like Lee Valley’s brass Marking Gauge #153490, $15.99 05N65.01, $24.50 3-in-1 gauge, may solve the problem. leevalley.com This gauge sports a head that you Marking and can outfit with a pin, knife, or blade, so you can select the cutter best suited to the task at hand. Cutting Gauges What I like best about this tool is its size. More than one way to make your mark woods. Filing a flat on one side of Like a 4" square, the pin can correct the tendency the compact gauge By Jeff Day to tear out, but your best bet is to fits neatly into my cuttingpartner gauge it with a cutting gauge. apron pocket so it’s With a knife-edged marker, a always in easy reach. Marking and excels at making M cutting gauges crisp, clean lines across the any years ago when I A pin-headed gauge is good grain. Compared to a pin- began tooling up my shop, I for establishing lines parallel scratched line, the cutline helps quickly discovered how much One of my first purchases to the grain, such as you’d need prevent splintering and tear- I could accomplish with basic was the markingonly member gauge of the when laying out hinges, grooves out, a handy attribute when hand tools. Though many were gauge family that is technically for drawer bottoms, rabbets, or chiseling dovetails at their antiques, it wasn’t long before called a due to the thickness of a board when baseline. -
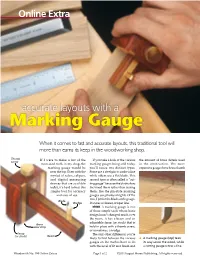
Marking Gauge
Online Extra accurate layouts with a Marking Gauge When it comes to fast and accurate layouts, this traditional tool will more than earns its keep in the woodworking shop. Thumb If I were to make a list of the If you take a look at the various the amount of brass details used screw most-used tools in my shop, the marking gauges being sold today, in the construction. The more marking gauge would be you’ll notice two distinct types. expensive gauges have brass thumb near the top. Even with the Some use a steel pin to scribe a line myriad of rulers, calipers, while others use a flat blade. This and digital measuring second type is often called a “cut- devices that are available ting gauge” because the blade slices today, it’s hard to beat this the wood fibers rather than tearing simple tool for accuracy them, like the pin-style marking and ease of use. gauges (see photos at right). Of the two, I prefer the blade-style gauge. Blade Wedge It scores a cleaner, crisper line. DESIGN. A marking gauge is one of those simple tools whose basic design hasn’t changed much over the years. It has a beam and an adjustable fence (or stock) that is Brass wear strip held in place with a thumb screw, or sometimes, a wedge. Fence The only other differences you’re (or stock) Beam likely to find between the various { A marking gauge (top) tears gauges on the market have to do its way across the wood, while with the level of fit and finish and a cutting gauge scores a line. -

A Well-Tuned Tool Pays Great Dividends When the Blade Hits the Board
next story Saw Sharpening A well-tuned tool pays great dividends 101BY Matt CIANCI when the blade hits the board. e’ve all been there: You reach the blade is loose in the kerf, however, the toothline about 2" above the jaws. for your saw in the middle then it may be over-set, which can be Starting at the heel of the saw, identify W of a project, and before you corrected in the final step of stoning. the first tooth set away from you. Place start the cut, you drag your finger along Most saw set tools adjust to allow the saw set so the center of the hammer the teeth and say to yourself, “Meh... setting different sizes of teeth and types (the steel mechanism that bends the they’re sharp enough.” But you soon of work. I recommend adjusting your tooth over the anvil) aligns with the find out they are anything but. tool to create the slightest amount of set point of the tooth. Make sure the cast- Wouldn’t it be nice if you could for a backsaw, and only a touch more for ing rests solidly on the toothline and sharpen your own saws and never have a handsaw. Ignore the numbers on the squeeze the tool firmly. You will see the to settle for the misery of a dull saw tool; they are there only to confuse you. tooth bend ever so slightly away from again? With a small investment of time If your saw requires setting, begin you. Skip the next tooth and move on and money, you can. -
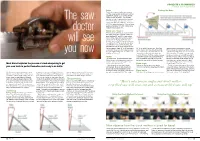
Jointing Sharpening Now Observe How the Clock
PROJECTS & TECHNIQUES Product tech – saw doctor PHOTOGRAPHS BY MARK HARRELL Rake Finding the Rake Rake is the degree of offset from vertical, and this angle governs whether you want an aggressive, ripping cut, or a clean, slower crosscut. Note the angle – we generally set rake for a rip filing somewhere between The saw 0° to 8°. Establish rake closer to zero for aggressive ripping in softwoods, and closer to 10° for dense hardwoods. Crosscut filings generally mandate 15° to 20°. Hybrid-filing finds the sweet spot at 10°. Bevel (aka ‘fleam’) doctor Bevel indicates whether you desire to knife the cutting edge of a sawtooth. Little to no bevel (between 0° and 8°), is best suited for rip filings. Again, the rule here is select closer to 0° for ripping softwoods, and gravitate closer to 8° for ripping hardwoods. will see I usually find that 5° for dedicated rip either way delivers a crisp, assertive action, and mitigates tear-out on the far side of the cut. As for crosscut filings, 15° to 20° delivers a 20° is the perfect bevel angle.” Don’t buy and somewhere in between for hybrid. clean, knife-like action when sawing across into it. Anyone who says they consistently Here’s why precise angles just don’t matter: the grain. Hybrid-filing finds the sweet spot hit a certain degree standard when hand- a rip-filed saw will crosscut, and a crosscut- you now for both at 10° to 12°. sharpening a saw is full of it. Again, the filed saw will rip. The point is, any properly important thing isn’t hitting a certain degree. -

Technical Information
Technical Information ID and OD Circular and Helical Interpolation circular interpolation: Consists of a cutter rotating about its own axis circumference without any vertical shift during the operation. This while traveling in an orbiting motion about an ID or OD workpiece orbiting movement utilizes the “X” and “Y” axis. Inserts Face Mills End Mills ID circular interpolation OD circular interpolation helical interpolation: This application requires a milling machine with calculation of feed rate for circular and helical interpolation: three-axis control capability. The operation consists of a cutter rotating On most CNC machines, the feed rate required for programming about its own axis together in an orbiting motion about an ID or OD contour (circular or helical) milling is calculated based on the Die and Mold workpiece circumference in the “X” and “Y” plane. The circular centerline of the tool. When dealing with linear tool movement, the movement about the “X” and “Y” plane, with a simultaneous linear feed rate at the cutting edge and centerline are identical, but with movement in the Z-axis plane (which is perpendicular to the “X” and circular tool movement, this is not the case. “Y” plane), creates the helical movement. For example, the path from point A to point B on the envelope of the cylinder combines a circular Slotting movement in the “X” and “Y” plane with a linear movement in the “Z” calculate feed rate at the cutting edge: First calculate the tool feed direction. On most CNC systems, this function can be executed in two rate at the cutting edge with the following formula.