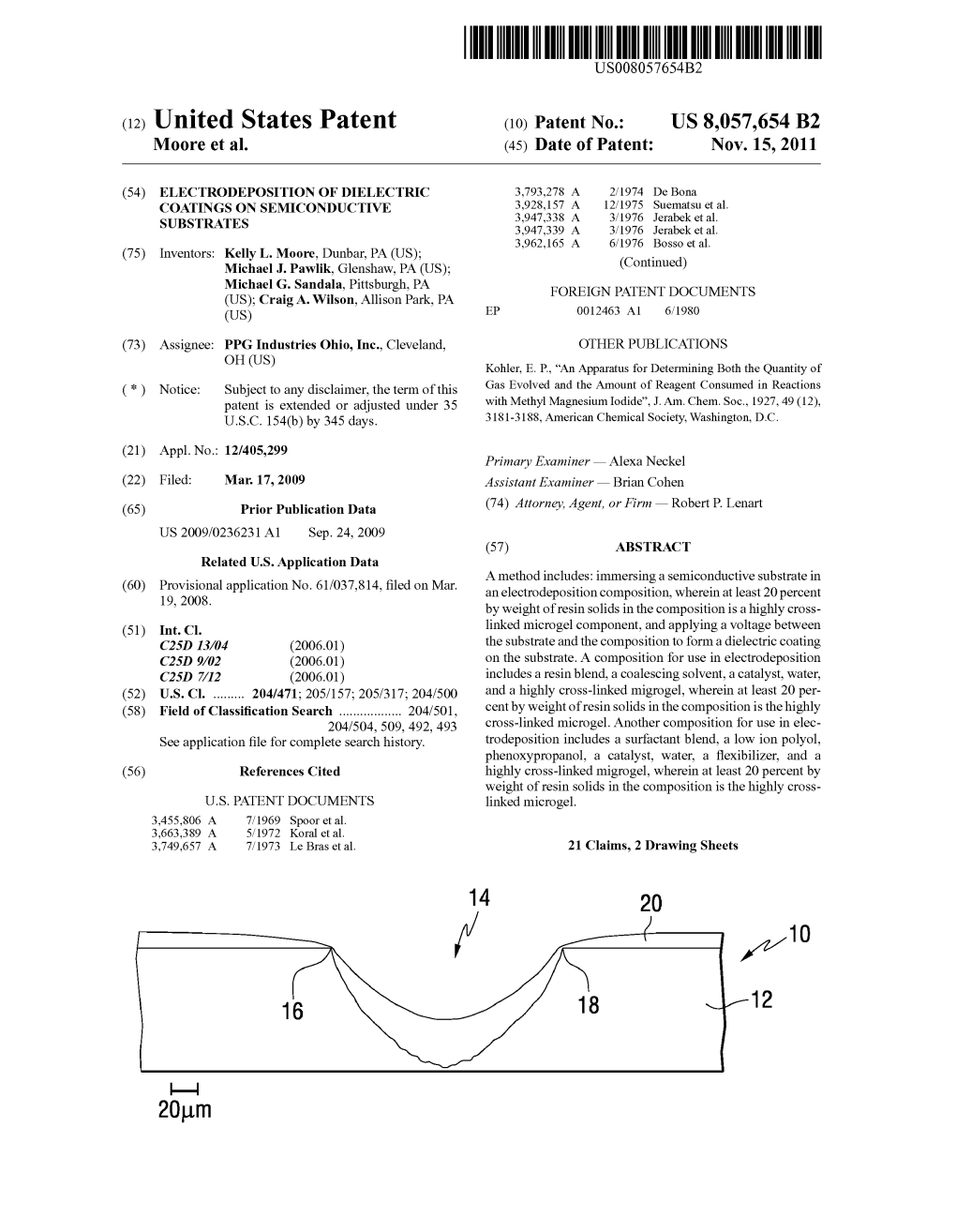
(12) United States Patent 20Um
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

(12) United States Patent (10) Patent No.: US 8,333,879 B2 M00re Et Al
US0083.33879B2 (12) United States Patent (10) Patent No.: US 8,333,879 B2 M00re et al. (45) Date of Patent: Dec. 18, 2012 (54) ELECTRODEPOSITION OF DELECTRIC (56) References Cited COATINGS ON SEMCONDUCTIVE SUBSTRATES U.S. PATENT DOCUMENTS 3,455,806 A 7/1969 Spoor et al. (75) Inventors: Kelly L. Moore, Dunbar, PA (US); 3,663,389 A 5, 1972 Koral et al. Michael J. Pawlik, Glenshaw, PA (US); 3,749,657 A 7, 1973 Le Bras et al. Michael G. Sandala, Pittsburgh, PA 3,793,278 A 2f1974 De Bona (US); Craig A. Wilson, Allison Park, PA 3,928, 157 A 12/1975 Suematsu et al. 3,947.338 A 3, 1976 Jerabek et al. (US) 3,947,339 A 3, 1976 Jerabek et al. 3,962,165 A 6, 1976 Bosso et al. (73) Assignee: PPG Industries Ohio, Inc., Cleveland, 3,975,346 A 8, 1976 Bosso et al. OH (US) 3,984,299 A 10, 1976 Jerabek (*) Notice: Subject to any disclaimer, the term of this (Continued) patent is extended or adjusted under 35 FOREIGN PATENT DOCUMENTS U.S.C. 154(b) by 0 days. EP OO12463 A1 6, 1980 (21) Appl. No.: 13/240,455 OTHER PUBLICATIONS (22) Filed: Sep. 22, 2011 Kohler, E. P. "An Apparatus for Determining Both the Quantity of Gas Evolved and the Amount of Reagent Consumed in Reactions (65) Prior Publication Data with Methyl Magnesium Iodide'. J. Am. Chem. Soc., 1927, 49 (12), US 2012/OOO6683 A1 Jan. 12, 2012 3181-3188, American Chemical Society, Washington, D.C. Related U.S. -

Safety Data Sheet
SAFETY DATA SHEET Revision Date 29-Jun-2018 Revision Number 1 SECTION 1: IDENTIFICATION OF THE SUBSTANCE/MIXTURE AND OF THE COMPANY/UNDERTAKING 1.1. Product identification Product Description: Cadmium arsenide Cat No. : 22773 CAS-No 12006-15-4 Molecular Formula As2 Cd3 1.2. Relevant identified uses of the substance or mixture and uses advised against Recommended Use Laboratory chemicals. Uses advised against No Information available 1.3. Details of the supplier of the safety data sheet Company Alfa Aesar . Avocado Research Chemicals, Ltd. Shore Road Port of Heysham Industrial Park Heysham, Lancashire LA3 2XY United Kingdom Office Tel: +44 (0) 1524 850506 Office Fax: +44 (0) 1524 850608 E-mail address [email protected] www.alfa.com Product Safety Department 1.4. Emergency telephone number Call Carechem 24 at +44 (0) 1865 407333 (English only); +44 (0) 1235 239670 (Multi-language) SECTION 2: HAZARDS IDENTIFICATION 2.1. Classification of the substance or mixture CLP Classification - Regulation (EC) No 1272/2008 Physical hazards Based on available data, the classification criteria are not met Health hazards Acute oral toxicity Category 3 (H301) Acute Inhalation Toxicity - Dusts and Mists Category 2 (H330) Environmental hazards ______________________________________________________________________________________________ ALFAA22773 Page 1 / 10 SAFETY DATA SHEET Cadmium arsenide Revision Date 29-Jun-2018 ______________________________________________________________________________________________ Acute aquatic toxicity Category 1 (H400) Chronic -

(12) Patent Application Publication (10) Pub. No.: US 2015/0060952 A1 Takulapalli Et Al
US 20150.060952A1 (19) United States (12) Patent Application Publication (10) Pub. No.: US 2015/0060952 A1 Takulapalli et al. (43) Pub. Date: Mar. 5, 2015 (54) FIELD EFFECT TRANSISTOR, DEVICE Publication Classification INCLUDING THE TRANSISTOR, AND METHODS OF FORMING AND USING SAME (51) Int. Cl. GOIN 27/214 (2006.01) (71) Applicants: Bharath Takulapalli, Chandler, AZ GOIN33/543 (2006.01) (US); INANOBIO LLC, Tempe, AZ (52) U.S. Cl. (US) CPC ........ G0IN 27/414 (2013.01); G0IN33/54366 72) Inventors: Bharath Takulapalli, Chandler, AZ USPC (2013.01); G0IN 27/4145257/253:438/49 (2001) (US); Abhinav Jain, Tempe, AZ (US) " ' " s (21) Appl. No.: 14/391,661 (57) ABSTRACT (22) PCT Filed: Apr. 9, 2013 (86). PCT No.: PCT/US2013/035852 The present disclosure provides an improved field effect tran S371 (c)(1), sistor and device that can be used to sense and characterize a (2) Date: Oct. 9, 2014 variety of materials. The field effect transistor and/or device including the transistor may be used for a variety of applica Related U.S. Application Data tions, including genome sequencing, protein sequencing, bio (60) Provisional application No. 61/621,966, filed on Apr. molecular sequencing, and detection of ions, molecules, 9, 2012, provisional application No. 61/802,235, filed chemicals, biomolecules, metal atoms, polymers, nanopar on Mar. 15, 2013. ticles and the like. - 33. 8 : Patent Application Publication Mar. 5, 2015 Sheet 1 of 10 US 2015/0060952 A1 s sa SSSS Patent Application Publication Mar. 5, 2015 Sheet 2 of 10 US 2015/0060952 A1 s Patent Application Publication Mar. -
March 8, 1966 F. H. DIL, JR 3,239,393 METHOD for PRODUCING SEMICONDUCTOR ARTICLES Filed Dec
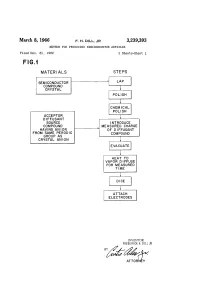
March 8, 1966 F. H. DIL, JR 3,239,393 METHOD FOR PRODUCING SEMICONDUCTOR ARTICLES Filed Dec. 31, 1962 2. Sheets-Sheet FG. MATER ALS STEPS SEMCONDUCTOR COMPOUND CRYSTAL POLISH CHEMICAL POLISH ACCEPTOR DFFUSANT SOURCE INTRODUCE COMPOUND MEASURED CHARGE HAVING AN ON OF DFFUSANT FROM SAME PERODC COMPOUND GROUP AS CRYSTAL ANION EVACUATE HEAT TO VAPOR DIFFUSE FOR MEASURED TIME ATTACH ELECTRODES INVENTOR. FREDERICK H. DLL JR ATTORNEY March 8, 1966 F., H., DL, JR 3,239,393 METHOD FOR PRODUCING SEMCONDUCTOR ARTICLES Filed Dec. 31, 962 2. Sheets-Sheet 2 Šes is series NNNNN r N NNNNNNNN 3,239,393 United States Patent Office Patented Mar. 8, 1966 2. to produce precisely the desired results. For instance, 3,239,393 when metallic zinc is used as the diffusant material for METHOD FOR PRODUCING SEMCONDUCTOR a gallium arsenide substrate, it is very difficult to obtain ARTICLES the pure zinc metal with no zinc oxide film upon the metal. Frederick H. Dii, Jr., Patnam Waley, N.Y., assigor to 5 Furthermore, the metal is so tough that it is difficult to International Business Machines Corporation, New divide a pure metal sample into smaller pieces in order York, N.Y., a corporation of New York to obtain exactly the correct quantity for the diffusion Filed Dec. 31, 1962, Ser. No. 248,679 process. The zinc oxide on the surface of the metallic Zinc 7 Claims. (C. 48-189) diffusant material is very undesirable for a number of This invention relates to an improved diffusion process IO reasons. The oxygen is not wanted in the diffusion Vapor, for the production of Semiconductor devices, and more and the zinc oxide tends to form a protective coating particularly to an improved vapor diffusion process in over the zinc which inhibits the formation of the desired which the introduction of unwanted impurities is very zinc metal vapor which is required for the diffusion proc effectively and simply avoided, and which possesses other CSS. -

Chemical Names and CAS Numbers Final
Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number C3H8O 1‐propanol C4H7BrO2 2‐bromobutyric acid 80‐58‐0 GeH3COOH 2‐germaacetic acid C4H10 2‐methylpropane 75‐28‐5 C3H8O 2‐propanol 67‐63‐0 C6H10O3 4‐acetylbutyric acid 448671 C4H7BrO2 4‐bromobutyric acid 2623‐87‐2 CH3CHO acetaldehyde CH3CONH2 acetamide C8H9NO2 acetaminophen 103‐90‐2 − C2H3O2 acetate ion − CH3COO acetate ion C2H4O2 acetic acid 64‐19‐7 CH3COOH acetic acid (CH3)2CO acetone CH3COCl acetyl chloride C2H2 acetylene 74‐86‐2 HCCH acetylene C9H8O4 acetylsalicylic acid 50‐78‐2 H2C(CH)CN acrylonitrile C3H7NO2 Ala C3H7NO2 alanine 56‐41‐7 NaAlSi3O3 albite AlSb aluminium antimonide 25152‐52‐7 AlAs aluminium arsenide 22831‐42‐1 AlBO2 aluminium borate 61279‐70‐7 AlBO aluminium boron oxide 12041‐48‐4 AlBr3 aluminium bromide 7727‐15‐3 AlBr3•6H2O aluminium bromide hexahydrate 2149397 AlCl4Cs aluminium caesium tetrachloride 17992‐03‐9 AlCl3 aluminium chloride (anhydrous) 7446‐70‐0 AlCl3•6H2O aluminium chloride hexahydrate 7784‐13‐6 AlClO aluminium chloride oxide 13596‐11‐7 AlB2 aluminium diboride 12041‐50‐8 AlF2 aluminium difluoride 13569‐23‐8 AlF2O aluminium difluoride oxide 38344‐66‐0 AlB12 aluminium dodecaboride 12041‐54‐2 Al2F6 aluminium fluoride 17949‐86‐9 AlF3 aluminium fluoride 7784‐18‐1 Al(CHO2)3 aluminium formate 7360‐53‐4 1 of 75 Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number Al(OH)3 aluminium hydroxide 21645‐51‐2 Al2I6 aluminium iodide 18898‐35‐6 AlI3 aluminium iodide 7784‐23‐8 AlBr aluminium monobromide 22359‐97‐3 AlCl aluminium monochloride -

Thermomagnetic Effects in Cadmium Arsenide
Thermomagnetic effects in cadmium arsenide Citation for published version (APA): Blom, F. A. P. (1970). Thermomagnetic effects in cadmium arsenide. Technische Hogeschool Eindhoven. https://doi.org/10.6100/IR155506 DOI: 10.6100/IR155506 Document status and date: Published: 01/01/1970 Document Version: Publisher’s PDF, also known as Version of Record (includes final page, issue and volume numbers) Please check the document version of this publication: • A submitted manuscript is the version of the article upon submission and before peer-review. There can be important differences between the submitted version and the official published version of record. People interested in the research are advised to contact the author for the final version of the publication, or visit the DOI to the publisher's website. • The final author version and the galley proof are versions of the publication after peer review. • The final published version features the final layout of the paper including the volume, issue and page numbers. Link to publication General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal. -

On the New Oxyarsenides Eu5zn2as5o and Eu5cd2as5o
crystals Article On the New Oxyarsenides Eu5Zn2As5O and Eu5Cd2As5O Gregory M. Darone 1,2, Sviatoslav A. Baranets 1,* and Svilen Bobev 1,* 1 Department of Chemistry and Biochemistry, University of Delaware, Newark, DE 19716, USA; [email protected] 2 The Charter School of Wilmington, Wilmington, DE 19807, USA * Correspondence: [email protected] (S.B.); [email protected] (S.A.B.); Tel.: +1-302-831-8720 (S.B. & S.A.B.) Received: 20 May 2020; Accepted: 1 June 2020; Published: 3 June 2020 Abstract: The new quaternary phases Eu5Zn2As5O and Eu5Cd2As5O have been synthesized by metal flux reactions and their structures have been established through single-crystal X-ray diffraction. Both compounds crystallize in the centrosymmetric space group Cmcm (No. 63, Z = 4; Pearson symbol oC52), with unit cell parameters a = 4.3457(11) Å, b = 20.897(5) Å, c = 13.571(3) Å; and a = 4.4597(9) Å, b = 21.112(4) Å, c = 13.848(3) Å, for Eu5Zn2As5O and Eu5Cd2As5O, respectively. The crystal structures include one-dimensional double-strands of corner-shared MAs4 tetrahedra (M = Zn, Cd) and As–As bonds that connect the tetrahedra to form pentagonal channels. Four of the five Eu atoms fill the space between the pentagonal channels and one Eu atom is contained within the channels. An isolated oxide anion O2– is located in a tetrahedral hole formed by four Eu cations. Applying the valence rules and the Zintl concept to rationalize the chemical bonding in Eu5M2As5O(M = Zn, Cd) reveals that the valence electrons can be counted as follows: 5 [Eu2+] + 2 [M2+] + 3 × × × [As3–] + 2 [As2–] + O2–, which suggests an electron-deficient configuration. -

Flexible Thermal Interface Based on Self-Assembled Boron Arsenide for High-Performance Thermal Management
UCLA UCLA Previously Published Works Title Flexible thermal interface based on self-assembled boron arsenide for high-performance thermal management. Permalink https://escholarship.org/uc/item/4b77z423 Journal Nature communications, 12(1) ISSN 2041-1723 Authors Cui, Ying Qin, Zihao Wu, Huan et al. Publication Date 2021-02-24 DOI 10.1038/s41467-021-21531-7 Peer reviewed eScholarship.org Powered by the California Digital Library University of California ARTICLE https://doi.org/10.1038/s41467-021-21531-7 OPEN Flexible thermal interface based on self-assembled boron arsenide for high-performance thermal management ✉ Ying Cui1, Zihao Qin1, Huan Wu1, Man Li1 & Yongjie Hu 1 Thermal management is the most critical technology challenge for modern electronics. Recent key materials innovation focuses on developing advanced thermal interface of elec- 1234567890():,; tronic packaging for achieving efficient heat dissipation. Here, for the first time we report a record-high performance thermal interface beyond the current state of the art, based on self- assembled manufacturing of cubic boron arsenide (s-BAs). The s-BAs exhibits highly desirable characteristics of high thermal conductivity up to 21 W/m·K and excellent elastic compliance similar to that of soft biological tissues down to 100 kPa through the rational design of BAs microcrystals in polymer composite. In addition, the s-BAs demonstrates high flexibility and preserves the high conductivity over at least 500 bending cycles, opening up new application opportunities for flexible thermal cooling. Moreover, we demonstrated device integration with power LEDs and measured a superior cooling performance of s-BAs beyond the current state of the art, by up to 45 °C reduction in the hot spot temperature. -

Topological Insulator State and Collapse of the Quantum Hall Effect in a Three-Dimensional Dirac Semimetal Heterojunction
PHYSICAL REVIEW X 10, 011050 (2020) Topological Insulator State and Collapse of the Quantum Hall Effect in a Three-Dimensional Dirac Semimetal Heterojunction David A. Kealhofer ,1 Luca Galletti ,2 Timo Schumann ,2 Alexey Suslov ,3 and Susanne Stemmer2,* 1Department of Physics, University of California, Santa Barbara, California 93106-9530, USA 2Materials Department, University of California, Santa Barbara, California 93106-5050, USA 3National High Magnetic Field Laboratory, Tallahassee, Florida 32310, USA (Received 10 July 2019; revised manuscript received 25 November 2019; accepted 23 December 2019; published 27 February 2020) Thin films promise new opportunities for the manipulation of surface states of topological semimetals with the potential to realize new states that cannot be obtained in bulk materials. Here, we report transport studies of gated Hall bar structures fabricated from approximately 50-nm-thick, (001)-oriented epitaxial films of cadmium arsenide, a prototype three-dimensional Dirac semimetal, in magnetic fields up to 45 T. The films exhibit a quantized Hall effect with pronounced odd-integer plateaus that is strikingly different from that of the more widely studied (112)-oriented films. We show that the unusual quantum Hall effect is a consequence of the inverted bulk band structure of cadmium arsenide that creates topological-insulator- like states at the bottom and top interfaces, each exhibiting a half-integer quantum Hall effect. A small potential offset between the two surfaces results in the crossing of the Landau levels and gives rise to the filling factor sequences observed in the experiments. Moreover, at large negative values of gate bias, the filling factor ν ¼ 1 is abruptly preempted by an insulating state that is accompanied by the collapse of the well-developed quantum Hall effect. -

Optical Constants of Amorphous Zinc Arsenide (Zn3as2) Via Spectroscopic Ellipsometry
Optical Constants of Amorphous Zinc Arsenide (Zn3As2) via Spectroscopic Ellipsometry James Colter Stewart A senior thesis submitted to the faculty of Brigham Young University In partial fulfillment of the requirements for the degree of Bachelor of Science John Colton, Advisor Department of Physics and Astronomy Brigham Young University April 2019 Copyright © 2019 James Colter Stewart All Rights Reserved ABSTRACT Optical Constants of Amorphous Zinc Arsenide (Zn3As2) via Spectroscopic Ellipsometry James Colter Stewart Department of Physics and Astronomy Bachelor of Science Zinc oxide (ZnO) is a promising wide band gap semiconductor with applications in ultraviolet optoelectronics. Through a novel sputtering process, our group seeks to create arsenic- doped p-type ZnO. In order to characterize these samples, we must understand the thin evaporated zinc arsenide (Zn3As2) layer in between the sputtered ZnO and our substrates. We characterize these samples by variable-angle spectroscopic ellipsometry (VASE), scanning electron microscopy (SEM), and X-ray diffraction (XRD). Enclosed is a paper our research group has submitted to Optics Express that reports the results of these characterizations; these results show that a five-parameter ellipsometric model is sufficient to find the optical constants for amorphous Zn3As2 samples. Further work needs to be done in order to properly characterize crystalline Zn3As2 samples via ellipsometry. Keywords: ellipsometry; zinc oxide; zinc arsenide; scanning electron microscopy (SEM); X-ray diffraction (XRD) ii Acknowledgments I would first like to thank my mentors Drs. John Colton and David Allred for their guidance and support of this project. Dr. Allred spent more than one Saturday with me on campus helping with the writing of the paper that comprises the bulk of this thesis. -

The University of Chicago Next Generation Synthetic
THE UNIVERSITY OF CHICAGO NEXT GENERATION SYNTHETIC ROUTES TO COLLOIDAL III-V QUANTUM DOTS A DISSERTATION SUBMITTED TO THE FACULTY OF THE DIVISION OF THE PHYSICAL SCIENCES IN CANDIDACY FOR THE DEGREE OF DOCTOR OF PHILOSOPHY DEPARTMENT OF CHEMISTRY BY VISHWAS SRIVASTAVA CHICAGO, ILLINOIS AUGUST 2018 TABLE OF CONTENTS List of Figures ................................................................................................................... vii List of Tables ................................................................................................................... xiv Acknowledgments..............................................................................................................xv Abstract ........................................................................................................................... xvii CHAPTER 1: An Introduction to colloidal semiconductor nanocrystals ....................1 CHAPTER 2: Aminoarsines as arsenic precursors for the synthesis of metal arsenide nanocrystals ......................................................................................................................14 2.1 Introduction .................................................................................................................14 2.2 DIBAL-H mediated synthesis of InAs Nanocrystals ..................................................16 2.3 Effect of DIBAL-H concentration and temperature on NC size .................................18 2.4 Structural Characterization of InAs NCs ....................................................................21 -

Advanced Crystal Growth Techniques with Iii-V Boron Compound
ADVANCED CRYSTAL GROWTH TECHNIQUES WITH III-V BORON COMPOUND SEMICONDUCTORS by CLINTON E. WHITELEY B.S., Benedictine Collage, 2005 M.S., Kansas State University, 2008 AN ABSTRACT OF A DISSERTATION submitted in partial fulfillment of the requirements for the degree DOCTOR OF PHILOSOPHY Department of Chemical Engineering College of Engineering KANSAS STATE UNIVERSITY Manhattan, Kansas 2011 ABSTRACT Semiconducting icosahedral boron arsenide, B12As2, is an excellent candidate for neutron detectors and radioisotope batteries, for which high quality single crystals are required. Thus, the present study was undertaken to grow B12As2 crystals by precipitation from metal solutions (nickel) saturated with elemental boron and arsenic in a sealed quartz ampoule. B12As2 crystals of 8-10 mm were produced when a homogeneous mixture of the three elements was held at 1150 °C for 48-72 hours and slowly cooled (3°C/hr). The crystals varied in color and transparency from black and opaque to clear and transparent. X-ray topography (XRT), Raman spectroscopy, and defect selective etching confirmed that the crystals had the expected rhombohedral structure and a low density of defects (5x107 cm-2). The concentrations of residual impurities (nickel, carbon, etc) were found to be relatively high (1019 cm-3 for carbon) as measured by secondary ion mass spectrometry (SIMS) and elemental analysis by energy dispersive x-ray spectroscopy (EDS). The boron arsenide crystals were found to have favorable electrical properties (µ = 24.5 cm2 / Vs), but no interaction between a prototype detector and an alpha particle bombardment was observed. Thus, the flux growth method is viable for growing large B12As2 crystals, but the impurity concentrations remain a problem.