Advances in the Design, Production, & Construction of Stone Matrix
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

SPECIFICATION GUIDE 2020 at Ply Gem Residential Solutions, We Make the Products That Make Beautiful Homes
SPECIFICATION GUIDE 2020 At Ply Gem Residential Solutions, we make the products that make beautiful homes. PLY GEM RESIDENTIAL SOLUTIONS' PRODUCTS LEAD THE INDUSTRY #1 Vinyl Siding in North America #1 Aluminum Accessories in the U.S. #1 Vinyl & Aluminum Windows in the U.S. #2 Overall Windows in the U.S. #3 Fence & Railing in North America Table of Contents Cedar Dimensions™ Siding . 4 – 8 Vinyl Siding Collection . 9 – 13 Dimensions® . 9 Progressions® . 10 Transformations® . 12 Colonial Beaded . 13 Board & Batten . 13 Vinyl Soffit . 14 – 20 Hidden Vent . 14 Beaded . 15 Premium . 16 Standard . 18 Economy . 19 Vinyl Siding & Soffit Accessories . 21 – 30 Designer Accents . 31 – 60 Mounting Blocks . 31 Surface Mounts . 36 Vents . 38 2-Piece Gable Vents . 41 Board & Batten Shutters . 45 12" Standard Shutters . 49 15" Standard Shutters . 51 Standard Shutter Accessories . 54 Custom Shutters . 55 Window Mantels . 56 Door Surround Systems . 59 Designer Accents Color Matrix . 61 – 81 Aluminum Products . 82 – 108 Trim Coil . 82 Soffit . 97 Fascia . 103 Accessories . 106 Gutter Protection Systems . 109 – 115 Leaf Relief ® . 109 Leaf Logic® & Accessories . 115 Roofing Accessories . 116 – 124 Steel Siding . 125 – 132 Specifications & Conformance . 133 – 135 3 Cedar Dimensions TM D7" Shingle Siding Product Code: CEDAR7 Description Package Nominal .090" Thick 10 Pcs ./Ctn . Length: Double 7" 1/2 Sqs ./Ctn . 40 Lbs ./Ctn . Color Availability WHITE White (04) LIGHT Beige (NB), Pewter (NP), Sand (M4), Sunrise Yellow (IQ), Wicker (A7) CLASSIC French Silk (210), -

Kokkalo Menu
salads Quinoa* with black-eyed beans (V++) (*superfood) €6,90 Chopped leek, carrot, red sweet pepper, spring onion, orange fillet, and citrus sauce "Gaia" (Earth) (V+) €7,90 Green and red verdure, iceberg, rocket, beetroots, blue cheese, casious, orange fillet and orange dressing "Summer Pandesia" (V+) €9,90 Green and red verdure, iceberg, rocket, peach fillet, gruyere cheese, dry figs, nuts, molasses, and honey balsamic dressing Santorinian Greek salad (V+) €8,90 Cherry tomatoes, feta cheese, barley bread bites, onion, cucumber, caper and extra virgin olive oil Cretan "Dakos" (V+) €7,50 Rusk with chopped tomato, olive pate, caper Cretan "xinomitzythra" soft cheese and extra virgin olive oil starters from the land Smoked eggplant dip (V++) €4,90 Pine nut seeds, pomegranate, and extra virgin olive oil Tzatziki dip (V+) €3,50 Greek yogurt with carrot, cucumber, garlic and extra virgin olive oil Soft feta cheese balls (V+) €5,50 Served on sundried tomato mayonaise Freshly cut country style potato fries (V++) €3,90 Sereved on a traditional bailer Bruschetta of Cypriot pitta bread with mozzarella and tomato (V+)€4,90 Topped with tomato spoon sweet and fresh basil Santorini's tomato fritters (V++) €4,50 Served with tzatziki dip (V+) Fried spring rolls stuffed with Santorinian sausage and cheese €4,70 Served with a dip of our home-made spicy pepper sauce Fried zucchini sticks (V++) €5,90 Served with tzatziki dip (V+) Variety of muschrooms with garlic in butter lemon sauce (V+) €4,90 Feta cheese in pie crust, topped with cherry-honey (V+) €6,90 -

A Broad Spectrum Activity of Abhal (Juniperus Communis) with Special Reference to Unani System of Medicine
© 2021 JETIR March 2021, Volume 8, Issue 3 www.jetir.org (ISSN-2349-5162) A Broad Spectrum Activity of Abhal (Juniperus communis) with Special Reference to Unani System of Medicine. A Review * Dr. Aafiya Nargis 1, Dr. Ansari Bilquees Mohammad Yunus 2, Dr. Sharique Zohaib 3, Dr. Qutbuddin Shaikh 4, Dr. Naeem Ahmed Shaikh 5 *1 Associate Professor (HOD) Dept. of Niswan wa Qabalat, Mohammadia Tibbia College, Mansoora, Malegaon 2 Associate professor, Dept. Tashreeh ul Badan, Mohammadia Tibbia College, Mansoora, Malegaon. 3 Associate Professor (HOD) Dept. of Saidla, Mohammadia Tibbia College, Manssoora, Malegaon 4 Professor (HOD), Dept. of Tahaffuzi wa Samaji Tibb, Markaz Unani Medical College and Hospital. Kozhikode. 5 Professor (HOD), Dept. of Ain, Uzn, Anf, Halaq wa Asnan, Markaz Unani Medical College and Hospital. Kozhikode. Abstract:- Juniperus communis is a shrub or small evergreen tree, native to Europe, South Asia, and North America, and belongs to family Cupressaceae. It has been widely used as herbal medicine from ancient time. Traditionally the plant is being potentially used as antidiarrhoeal, anti-inflammatory, astringent, and antiseptic and in the treatment of various abdominal disorders. The main chemical constituents, which were reported in J. communis L. are 훼-pinene, 훽-pinene, apigenin, sabinene, 훽-sitosterol, campesterol, limonene, cupressuflavone, and many others Juniperus communis L. (Abhal) is an evergreen aromatic shrub with high therapeutic potential in human diseases. This plant is loaded with nutrition and is rich in aromatic oils and their concentration differ in different parts of the plant (berries, leaves, aerial parts, and root). The fruit berries contain essential oil, invert sugars, resin, catechin , organic acid, terpenic acids, leucoanthocyanidin besides bitter compound (Juniperine), flavonoids, tannins, gums, lignins, wax, etc. -

Aegean Secrets Welcome
. Aegean Secrets The recipes you are about to try have been passed on to modern Aegean Island Cuisine by countless generations, with secrets and recipes exchanged from mother to daughter since the Neolithic era. Please take the time to use all of your senses while enjoying the unique, ancient flavors and aromas of the Aegean Islands that we are sharing with you today. Καλή Όρεξη, Chef Argiro Barbarigou. Welcome ~ SALATOURI ~ Fish salad with a lemon and herb sauce Upon returning from a long fishing trip, fishermen would rest in a traditional «Καφενίων» (Traditional Mezze establishment) and would regale their comrades over a plate of «Σαλατούρι». ~ FAVA (VEGAN) ~ Fava bean puree served with caramelized onions, capers, olives and e.v.olive oil One of the oldest dishes served in the Aegean, Fava beans have been uncovered in Santorini excavations dating as far back as 3000 B.C. Greek families consider it a staple food and serve it at least once a week. ~ HTYPITI (LACTO VEGETARIAN) ~ Spicy Feta cheese spread with sun-dried peppers served on pita bread with e.v.o oil. Feta cheese, has been manufactured in Greece since before the ancient Greeks with its creation attributed in the Odyssey to Polyphemus the famous cyclops that Odysseus tricks! This same meal without the peppers can be made with a variety of herbs. Wine Pairing: Kir Yianni Sparkling Rose 2016 Aegean Heritage Flavors ~ NTOMATOSALATA & FOUSKOTI (LACTO VEGETARIAN) ~ Tomato salad with black eyed beans, caper leaves, «Κρίταμο» (samphire), Cycladic fresh cheese, E.V. olive oil and oregano. Served with FOUSKOTI a traditional island bread with mastic, saffron, anise and flax seeds. -

Mastic Beach-Shirley Risk Assessment Report
SuffolkSuffolk CountyCounty VectorVector Control & Wetlands Management Long TermTerm PlanPlan && Environmental Impact Statement Task 8: Impact Assessment Task Report Appendix to the Quantitative Risk Assessment: Mastic BeachBeach-Shirley Risk Assessment Report Prepared for: Suffolk County Department of Public Works Suffolk County Department of Health Services Suffolk County, New York Prepared by: CASHIN ASSOCIATES, P.C. 1200 Veterans Memorial Highway, Hauppauge, NY November 20052005 Suffolk County Vector Control and Wetlands Management Long-Term Plan Mastic Beach – Shirley Risk Assessment Task Eight – Impact Assessment August 2005 SUFFOLK COUNTY VECTOR CONTROL AND WETLANDS MANAGEMENT LONG - TERM PLAN AND ENVIRONMENTAL IMPACT STATEMENT PROJECT SPONSOR Steve Levy Suffolk County Executive Department of Public Works Department of Health Services Charles J. Bartha, P.E. Brian L. Harper, M.D., M.P.H. Commissioner Commissioner Richard LaValle, P.E. Vito Minei, P.E. Chief Deputy Commissioner Director, Division of Environmental Quality Leslie A. Mitchel Deputy Commissioner PROJECT MANAGEMENT Project Manager: Walter Dawydiak, P.E., J.D. Chief Engineer, Division of Environmental Quality, Suffolk County Department of Health Services Suffolk County Department of Suffolk County Department of Public Works, Division of Health Services, Office of Ecology Vector Control Martin Trent Dominick V. Ninivaggi Acting Chief Superinte ndent Kim Shaw Tom Iwanejko Bureau Supervisor Principal Environmental Robert M. Waters Entomologist Bureau Supervisor Mary E. Dempsey Laura Bavaro Biologist Environmental Analyst Phil DeBlasi Environmental Analyst Jeanine Schlosser Principal Clerk Cashin Associates, PC i Suffolk County Vector Control and Wetlands Management Long-Term Plan Mastic Beach – Shirley Risk Assessment Task Eight – Impact Assessment August 2005 SUFFOLK COUNTY LONG TERM PLAN CONSULTANT TEAM Cashin Associates, P.C. -
2018-01-26 Langual Proposal from Foodex2 – Plants in Facet B
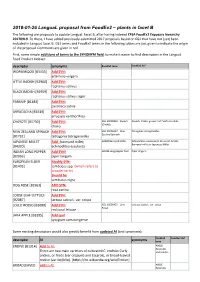
2018-01-26 LanguaL proposal from FoodEx2 – plants in facet B The following are proposals to update LanguaL Facet B, after having indexed EFSA FoodEx2 Exposure hierarchy 20170919. To these, I have added previously-submitted 2017 proposals based on GS1 that have not (yet) been included in LanguaL facet B. GS1 terms and FoodEx2 terms in the following tables are just given to indicate the origin of the proposal. Comments are given in red. First, some simple additions of terms to the SYNONYM field, to make it easier to find descriptors in the LanguaL Food Product Indexer: descriptor synonyms FoodEx2 term FoodEx2 def WORMWOOD [B3433] Add SYN: artemisia vulgaris LITTLE RADISH [B2960] Add SYN: raphanus sativus BLACK RADISH [B2959] Add SYN: raphanus sativus niger PARSNIP [B1483] Add SYN: pastinaca sativa ARRACACHA [B3439] Add SYN: arracacia xanthorrhiza CHAYOTE [B1730] Add SYN: GS1 10006356 - Squash Squash, Choko, grown from Sechium edule (Choko) choko NEW ZEALAND SPINACH Add SYN: GS1 10006427 - New- Tetragonia tetragonoides Zealand Spinach [B1732] tetragonia tetragonoides JAPANESE MILLET Add : barnyard millet; A000Z Barnyard millet Echinochloa esculenta (A. Braun) H. Scholz, Barnyard millet or Japanese Millet. [B4320] echinochloa esculenta INDIAN LONG PEPPER Add SYN! A019B Long pepper fruit Piper longum [B2956] piper longum EUROPEAN ELDER Modify SYN: [B1403] sambucus spp. (which refers to broader term) Should be sambucus nigra DOG ROSE [B2961] ADD SYN: rosa canina LOOSE LEAF LETTUCE Add SYN: [B2087] lactusa sativa L. var. crispa LOLLO ROSSO [B2088] Add SYN: GS1 10006425 - Lollo Lactuca sativa L. var. crispa Rosso red coral lettuce JAVA APPLE [B3395] Add syn! syzygium samarangense Some existing descriptors would also greatly benefit from updated AI (and synonyms): FoodEx2 FoodEx2 def descriptor AI synonyms term ENDIVE [B1314] Add to AI: A00LD Escaroles There are two main varieties of cultivated C. -

OLD-SCHOOL OPERATION from Humble Origins, the Peña Family Built a Nearly 60-Year-Old Business Based on Basics Page 14
Exclusively serving plumbing contractors and franchisees | plumbermag.com March 2021 OLD-SCHOOL OPERATION From humble origins, the Peña family built a nearly 60-year-old business based on basics Page 14 On The Road REFERRAL PROGRAMS CAN HELP CUSTOMERS, AND YOUR COMPANY Page 24 In The Shop TIME TO GO GREEN WITH NEW COMPANY VEHICLES Page 28 THE ULTIMATE PIPE COATING PACKAGE QUIK-COATING SYSTEM FOR DRAIN, WASTE AND VENT PIPES RESTORE YOUR PIPES TO LIKE NEW CONDITION PERFECT FOR 2”-16” PIPES EVERY SYSTEM INCLUDES HANDS-ON TRAINING! 100’ INSPECTION CAMERA This affordable inspection camera is portable, flexible and GREAT on smaller diameter pipes. RENSSI HIGH-SPEED DRAIN CLEANING MACHINE 3-CHAIN CHAIN KNOCKER The perfect match for our Quik-Coating System, TOP CHOICE FOR PLUMBERS/DRAIN CLEANERS excellent for cleaning & prepping pipes. Pls_Quik-Coating.indd 1 1/26/21 10:08 AM THE ULTIMATE PIPE COATING PACKAGE QUIK-COATING SYSTEM FOR DRAIN, WASTE AND VENT PIPES RESTORE YOUR PIPES TO LIKE NEW CONDITION PERFECT FOR 2”-16” PIPES EVERY SYSTEM INCLUDES HANDS-ON TRAINING! 100’ INSPECTION CAMERA This affordable inspection camera is portable, flexible and GREAT on smaller diameter pipes. RENSSI HIGH-SPEED DRAIN CLEANING MACHINE 3-CHAIN CHAIN KNOCKER The perfect match for our Quik-Coating System, TOP CHOICE FOR PLUMBERS/DRAIN CLEANERS excellent for cleaning & prepping pipes. Pls_Quik-Coating.indd 1 1/26/21 10:08 AM CONTENTS March 2021 From the Editor: 8 Looking for Improvement Take time to work with your team one-on-one to build a love and dedication to the industry and your company. -

Essential Oils, Hydrolats, Vegetable Oils from Morocco
Essential Oils, Hydrolats, Vegetable oils from Morocco Organic Essential Oils Our line of essential oils, certifed by Ecocert FR-BIO-01 comes from productions in Morocco. We provide a certificate of analy- sis (GC/FID) for each batch.Each organic product is also available in a conventional quality (see next page) English name Latin name Part Cultivation / Certifi- Nota cation Ammi visnaga (Khella) Ammi visnaga Seed Wild / Organic / NOP Blue Tansy Tanacetum annuum Flowering Wild / Organic / NOP plant Cedar (Atlas C.) Cedrus atlantica Wood Wild / Organic / NOP Chamomile (Wild Moroc.) Ormenis mixta (multicaulis) Flowering Wild / Organic / NOP plant Chaste tree Vitex Agnus castus Seed Wild / Organic / NOP Cistus (Gum Rockrose) Cistus ladaniferus Stem Wild / Organic / NOP Cypress Cupressus sempervirens Stem Wild / Organic / NOP Mastic tree Pistacia lentiscus Stem Wild / Organic / NOP Myrtle (Red Myrtle) Myrtus communis Leaf Wild / Organic / NOP Néroli Citrus aurantium var. amara Blossom Grown / Organic / NOP Oregano Origanum compactum Flowering Wild / Organic / NOP plant Pennyroyal Mentha pulegium Flowering Wild / Organic / NOP plant Rosemary (cinéole type) Rosmarinus officinalis Flowering Wild / Organic / NOP plant Spanish Sage Salvia lavandulifolia Flowering Wild / Organic / NOP O/R plant Spearmint (Nanah Mint) Mentha spicata Plant Grown / Organic / NOP Thyme (bornéol type) Thymus satureioides Flowering Wild / Organic / NOP plant Verbena (Lemon V.) Lippia citriodora Flowering Grown / Organic / plant NOP Wormwood (Tree W.) Artemisia arborescens Flowering Wild / Organic / NOP O/R* plant Wormwood (White W.) Artemisia herba alba Flowering Wild / Organic / NOP plant S/D : Disponible sur demande S/D*: Disponible sur demande ; produit certifié chez nos partenaires producteurs à certifier par FR-BIO-01 pour Oriane Essential Oils, Hydrolats, Vegetable oils from Morocco Conventional Essential Oils Our line of essential oils comes from our productions in Morocco. -

List of Category 1,2,3 and 4 Trees
CATEGORY 1, 2, 3, AND 4 TREE LISTS (From Margate City Code Chapter 23, Section 23, Appendix 1) CATEGORY 1 TREES 12-FOOT MINIMUM HEIGHT AND 2.0-INCH MINIMUM DBH Common Name Latin Name African mahogany Khaya spp. Flame bottle tree Brachychiton acerifolius * Bald cypress Taxodium distichum Floss silk tree Chorisia speciosa Golden rain tree Koelreuteria formosana Golden shower tree Cassia fistula Green Buttonwood Conocarpus erectus * Gumbo limbo Bursera simaruba Indian tamarind Tamarindus indica Jacaranda Jacaranda mimosifolia Kapok tree Ceiba pentandra * Laurel oak Quercus laurifolia * Live oak Quercus virginiana * Mahogany Swietenia mahogani * Mastic Mastichodendron foetidissimum * Paradise tree Simarouba glauca * Pitch apple Clusia rosea Common Name Latin Name * Pond cypress Taxodium ascendens * Red mulberry Morus rubra Red silk cotton tree Bombax ceiba Pongam Pongamia pinnata Royal poinciana Delonix regia * Sea grape Cocolloba uvifera * Shortleaf fig Ficus citrifolia *Slash pine Pinus elliottii var. densa * Soapberry Sapindus saponaria * Southern magnolia Magnolia grandiflora Spanish cherry Mimusops elengi * Strangler fig Ficus aurea * Sugarberry Celtis laevigata * Sweet bay Magnolia virginiana Weeping podocarpus Podocarpus gracilior * Wild tamarind Lysiloma latisiliqua * Willow bustic Dipholis salicifolia Yellow poinciana Peltophorum pterocarpum * Native to Florida CATEGORY 2 TREES 8-FOOT MINIMUM HEIGHT Common Name Latin Name African tulip tree Spathodea campanulata Black sapote Diospyros dignya Bottlebrush Callistemon spp. Brazil beautyleaf -

2017-Mastic-Performance-Metals.Pdf
THE PLY GEM PROMISE Mastic products are backed by Ply Gem — a 70-year leader in pioneering performance home exteriors, with a superior warranty for exactly the home you want for decades to come. PLY GEM SIDING GROUP mastic.com 2600 GRAND BLVD. SUITE 900 800 962 6973 KANSAS CITY, MO 64108 PLY GEM RESERVES THE RIGHT TO ALTER, MODIFY OR DELETE ITEMS FROM TIME TO TIME WITHOUT NOTICE. DUE TO PRINTING LIMITATIONS, COLORS MAY NOT BE EXACTLY AS SHOWN. CONTACT YOUR DISTRIBUTOR OR SALES REPRESENTATIVE FOR ACTUAL PRODUCT AND COLOR SAMPLES. PLY GEM, THE PLY GEM LOGO, THE PLY GEM BADGE, PERFORMANCE METALS, AND MASTIC ARE TRADEMARKS OF PLY GEM INDUSTRIES, INC. (“PLY GEM”) OR AN AFFILIATE OF PLY GEM. © 2017 PLY GEM INDUSTRIES, INC. ALL PRODUCTS MADE IN THE U.S.A. 7601093681101/BT/CG/0517 PERFORMANCE METALS® PERFORMANCE METALS | 1 Ply Gem’s Mastic brand of Siding and Accessories come from an industry leader with over 70 years of proven performance and reliability. From innovative engineering to trend-setting design and first-class warranties, we’re a company you trust with products you’ll love. 2 Color BETTER METALS. BETTER BUSINESS. 4 Steel Siding ® Aluminum Siding With the Mastic line of Performance Metals products, you’re guaranteed 6 beautiful metals that will outperform and outlast the competition. From 10 Soffit trim coil and rainware to siding and soffit, Performance Metals® products 12 Trim Sheet are easy to work with and perfect for every home — making them easy 14 Trim Coil to use and sell. 15 Fascia 16 Rainware 20 Gutter Protection 21 Roofing Accessories Double 5" Ply Gem Steel Siding in Montana Suede and Ply Gem cellular PVC trim painted woodgrain 2 | PERFORMANCE METALS PERFORMANCE METALS | 3 DURABLE COLORS. -

Assessment Report on Pistacia Lentiscus L., Resin (Mastix) Draft
7 July 2015 EMA/HMPC/46756/2015 Committee on Herbal Medicinal Products (HMPC) Assessment report on Pistacia lentiscus L., resin (mastix) Draft Based on Article 16d(1), Article 16f and Article 16h of Directive 2001/83/EC as amended (traditional use) Herbal substance(s) (binomial scientific name of Pistacia lentiscus L., resin (mastix) the plant, including plant part) Herbal preparation(s) Powdered herbal substance Pharmaceutical form(s) Powdered herbal substance in solid dosage form for oral use Powdered herbal substance in semi-solid dosage form for cutaneous use Rapporteur(s) Ioanna Chinou Peer-reviewer Marisa Delbò Note: This draft assessment report is published to support the release for public consultation of the draft European Union herbal monograph on Pistacia lentiscus L. resin, (mastix). It is a working document, not yet edited, and which shall be further developed after the release for consultation of the monograph. Interested parties are welcome to submit comments to the HMPC secretariat, which will be taken into consideration but no ‘overview of comments received during the public consultation’ will be prepared on comments that will be received on this assessment report. The publication of this draft assessment report has been agreed to facilitate the understanding by Interested Parties of the assessment that has been carried out so far and led to the preparation of the draft monograph. 30 Churchill Place ● Canary Wharf ● London E14 5EU ● United Kingdom Telephone +44 (0)20 3660 6000 Facsimile +44 (0)20 3660 5555 Send a question via our website www.ema.europa.eu/contact An agency of the European Union © European Medicines Agency, 2015. -

In Vitro Antioxidant and Free Radical Scavenging Activity of Extracts of Rosa Damascena Flower Petals
Original Article In vitro Antioxidant and Free Radical Scavenging Activity of Extracts of Rosa damascena Flower Petals. Priti S. Patil1, Pratima A. Tatke*1 and Satish Y. Gabhe2 1Department of Pharmaceutical Chemistry C. U. Shah College of Pharmacy, S.N.D.T Women’s University, Juhu Campus, Santacruz (West), Mumbai 400 049, India 2Bharati Vidyapeeth Deemed University, Poona College of Pharmacy, Erandwane, Pune 411 038, India ABSTRACT Introduction: Rosa damascena mill L., well-known as Rose, has numerous pharmacological properties including antioxidant, antitussive, relaxant effect on tracheal chains, hypnotic, antibacterial and anti-HIV. Objective: The objective of the present study was to evaluate antioxidant and free radical scavenging activity of various extracts of Rose flower petals. Methods: Chloroform, acetone, ethanol, and aqueous extracts of fresh and dried Rose petals were prepared and evaluated for presence of flavonoids and phenolics. Ethanol and acetone extract showed high phenolic and flavonoid content and were selected for various in vitro free radical scavenging assays using DPPH scavenging, ABTS, peroxynitrite radicals, xanthine oxidase inhibition (XOI), superoxide scavenging and Lipid peroxidation assay. Results: All the extracts of fresh and dried Rose petals were found to Address for contain higher amount of total phenolics expressed as mg of GAE/g Correspondence of dry extract and total flavonoids expressed as mg of RE/g of dry extract. The amount of both these constituents was highest in ethanol Department of extract followed by acetone extract, aqueous extract and least in Pharmaceutical chloroform extract. The ethanol extract of fresh and dried petals Chemistry C. U. Shah showed lowest IC50 values than the acetone extract when evaluated College of Pharmacy, by DPPH, ABTS, peroxynitrite inhibition, xanthine oxidase S.N.D.T Women’s inhibition, superoxide scavenging and lipid peroxidation inhibition University, Santacruz methods indicating good free radical scavenging activity.