Introduction to Stock Prep Refining Introduction to Stock Prep Refining 2016 Edition
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Understanding Matboard
FRAMING FUNDAMENTALS by Jared Davis, MCPF, GCF Understanding Matboard Being the best frame shop in your area starts with the best products. atboard is a fundamental compo- Mnent of almost every framed pic- ture. However, understanding the vast range of information and choices avail- able in matboards can be daunting. In this article, I aim to provide some useful insights about matboard to help you to dispel some of the myths and decipher some of the facts about this vital aspect of our profession. The two primary purposes for matboard that the introduction of a matboard can in- Different grades of matboard are are to provide protection for the artwork and crease both the size and level of value in the designed for to enhance the framing design. sale of a frame. different appli- cations. Under- 1) Protect. The last consumer survey con- standing which choice to make is ducted by the Professional Picture Fram- How Matboard is Made important to both ers Association found that the num- Matboards are comprised of layers of pa- your customer and your business. ber-one reason why a consumer chose to per of various thickness, laminated together. custom frame an artwork was to protect The papers and core of a matboard are made the item. Preservation, clearly, is of prima- from either unpurified wood pulp, purified al- ry importance to your customer. pha-cellulose wood pulp, or in the case of mu- 2) Enhance. A matboard can help the view- seum-grade board, cotton linter pulp. er to focus correctly on the image. -

Mountain Pine Beetle-Attacked Lodgepole Pine for Pulp and Papermaking
Operational extractives management from- mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Working Paper 2007-15 Natural Resources Canada, Canadian Forest Service, Pacific Forestry Centre, 506 West Burnside Road, Victoria, BC V8Z 1M5 (250) 363-0600 • cfs.nrcan.gc.ca/regions/pfc Natural Resources Ressources naturelles Canada Canada Canadian Forest Service canadien Service des forêts Operational extractives management from mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Initiative W orking Paper 2007œ15 Paprican 3800 W esbrook Mall Vancouver, B.C. V6S 2L9 Mountain Pine Beetle Initiative PO # 8.43 Natural Resources Canada Canadian Forest Service Pacific Forestry Centre 506 W est Burnside Road Victoria, British Columbia V8Z 1M5 Canada 2007 ≤ Her Majesty the Queen in Right of Canada 2007 Printed in Canada Library and Archives Canada Cataloguing in Publication Allen, Larry Operational extractives m anagem ent from m ountain pine beetle-attached lodgepole pine from pulp and paperm aking / Larry Allen and Vic Uloth. (Mountain Pine Beetle Initiative working paper 2007-15) "Mountain Pine Beetle Initiative, Canadian Forest Service". "MPBI Project # 8.43". "Paprican". Includes bibliographical references: p. Includes abstract in French. ISBN 978-0-662-46480-8 Cat. no.: Fo143-3/2007-15E 1. Pulping--British Colum bia--Quality control. 2. Pulping--Alberta--Quality control. 3. Paper m ills-- Econom ic aspects--British Colum bia. 4. Pulp m ills--Econom ic aspects--Alberta. 5. Lodgepole pine--Diseases and pests–Econom ic aspects. 6. Mountain pine beetle--Econom ic aspects. -

DOI: 10.1002/ ((Please Add Manuscript Number)) Article Type: Full Paper
DOI: 10.1002/ ((please add manuscript number)) Article type: Full Paper, Novel applications of nonwood cellulose for blood typing assays. Prof. Jasmina. Casals-Terré*1, Josep Farré-Lladós1, Allinson. Zuñiga1,2, Prof. Maria Blanca Roncero2, Prof Teresa Vidal2 1 Technical University of Catalonia, Mechanical Engineering Department, MicroTech Lab,Terrassa, Spain 2 Technical University of Catalonia, CELBIOTECH Paper Engineering Research Group, Terrassa, Spain * Corresponding Author: Address: MicroTech Laboratory, Department of Mechanical Engineering, Technical University of Catalonia, Terrassa 08222, Spain. E-mail. [email protected] Keywords: Sisal-based paper, Lab-on-a-Chip, sisal, paper-based microfluidics, blood typing test, Point-of-Care Testing (POCT). Abstract Paper-based microfluidics devices can create a new healthcare model. Cellulose is carbohydrate polymer biocompatible and hydrophilic. These characteristics enhance the development of user- friendly diagnostic devices, but the link between paper manufacturing process and performance of the devices is still unclear. Previous studies focused on either commercial papers or lab papers from wood-cellulose fibers, with different basis-weight. This work introduces the effect of refining process and lab paper from non-wood-cellulose fibers, focusing on sisal fibers to overcome the aforementioned challenge. Structural characteristics of paper, such as basis-weight and degree of refining, are optimized and correlated with blood typing test resolution. Unrefined sisal paper of 50 g/m2 and 100 g/m2 basis-weight exhibit a higher gray intensity level than refined paper, and also maximal capillary rise and a pore size suitable for blood grouping tests. Two different blood types were evaluated with results consistent with the traditional methods, testifying the usefulness of this methodology. -

Nanofibrillated Cellulose Applied As Reinforcement for Short-Fiber Paper
NANOFIBRILLATED CELLULOSE APPLIED AS REINFORCEMENT FOR SHORT-FIBER PAPER Daniele Cristina Potulski1*, Lívia Cássia Viana2, Ana Namikata da Fonte3 Mayara Elita Carneiro4, Graciela Ines Bolzon de Muniz5, Umberto Klock6 Universidade Federal do Paraná. Curitiba, Paraná, Brasil – [email protected]* ; [email protected] ; [email protected] ; [email protected] ; [email protected] 2 Universidade Federal do Tocantins. Gurupi, Tocantins, Brasil – e-mail: [email protected] Received for publication: 02/05/2018 - Accepted for publication: 31/10/2019 __________________________________________________________________________________________________ Resumo Nanocelulose aplicada como reforço para papel de fibra curta. Este trabalho teve como objetivo avaliar a influência da adição de diferentes porcentagens de celulose nanofibrilada sobre as propriedades mecânicas e físicas do papel feito a partir da polpa de fibras curtas. A celulose nanofibrilada foi obtida a partir de polpa Kraft de Eucalyptus sp. branqueada, submetida a três diferentes passes no moinho: 2, 10 e 20 passes. Os papéis foram produzidos com a adição de celulose nanofibrilada nas porcentagens de 3, 6 e 9%. Os resultados mostraram que a adição de celulose nanofibrilada aumentou as propriedades mecânicas: índice de tração, índice de arrebentamento e índice de rasgo. A porosidade e a densidade aparente diminuíram. A adição de 9% de celulose nanofibrilada, obtida a partir de 2 passes, proporcionou os melhores resultados com aumento da resistência à tração, arrebentamento e rasgo de 111, 114 e 70%, respectivamente, em comparação aos papéis normais. A melhoria das propriedades mecânicas do papel está relacionada à rede muito densa de ligações de hidrogênio, resultando em maior área de superfície obtida após a desfibrilação. -

Corrugated Board Structure: a Review M.C
ISSN: 2395-3594 IJAET International Journal of Application of Engineering and Technology Vol-2 No.-3 Corrugated Board Structure: A Review M.C. Kaushal1, V.K.Sirohiya2 and R.K.Rathore3 1 2 Assistant Prof. Mechanical Engineering Department, Gwalior Institute of Information Technology,Gwalior, Assistant Prof. Mechanical Engineering 3 Departments, Gwalior Engineering College, Gwalior, M. Tech students Maharanapratap College of Technology, Gwalior, [email protected] [email protected] [email protected] ABSTRACT Corrugated board is widely used in the packing industry. The main advantages are lightness, recyclability and low cost. This makes the material the best choice to produce containers devoted to the shipping of goods. Furthermore examples of structure design based on corrugated boards can be found in different fields. Structural analysis of paperboard components is a crucial topic in the design of containers. It is required to investigate their strength properties because they have to protect the goods contained from lateral crushing and compression loads due to stacking. However in this paper complete and detailed information are presented. Keywords: - corrugated boards, recyclability, compression loads. Smaller flutes offer printability advantages as well as I. INTRODUCTION structural advantages for retail packaging. Corrugated board is essentially a paper sandwich consisting of corrugated medium layered between inside II. HISTORY and outside linerboard. On the production side, corrugated In 1856 the first known corrugated material was patented is a sub-category of the paperboard industry, which is a for sweatband lining in top hats. During the following four sub-category of the paper industry, which is a sub-category decades other forms of corrugated material were used as of the forest products industry. -

Fpl 2009 Zhu002.Pdf
Chemical Engineering Science 64 (2009) 474 --485 Contents lists available at ScienceDirect Chemical Engineering Science journal homepage: www.elsevier.com/locate/ces Specific surface to evaluate the efficiencies of milling and pretreatment of wood for ଁ enzymatic saccharification J.Y. Zhu a,c,∗, G.S. Wang b, X.J. Pan c, R. Gleisner a aUS Forest Service, Forest Products Laboratory, Madison, WI, USA bTianjin Key Laboratory of Pulp and Paper, Tianjin University of Science and Technology, Tianjin, China cDepartment of Biological Systems Engineering, University of Wisconsin, Madison, WI, USA ARTICLE INFO ABSTRACT Article history: Sieving methods have been almost exclusively used for feedstock size-reduction characterization in the Received 9 April 2008 biomass refining literature. This study demonstrates a methodology to properly characterize specific sur- Received in revised form 19 September 2008 face of biomass substrates through two dimensional measurement of each fiber of the substrate using a Accepted 21 September 2008 wet imaging technique. The methodology provides more information than sieving methods about biomass Available online 15 October 2008 substrate. The measured dimensions of individual fibers were used to estimate the substrate external sur- Keywords: face based on a cylinder model. The substrate specific surface and mechanical milling energy consumption Specific surface were then correlated to enzymatic hydrolysis glucose yield. Results indicated that the developed method- Bioprocessing ology is effective in differentiating various size-reduction and chemical pretreatment processes in terms Enzymatic saccharification/hydrolysis of cellulose to glucose conversion efficiency and size-reduction energy consumption. Thermomechanical Feedstock processing disk milling (DM-I), exposing cellulose, is more effective than a high pressure thermomechanical disk Size reduction milling (DM-II), exposing lignin, in subsequent enzymatic hydrolysis. -
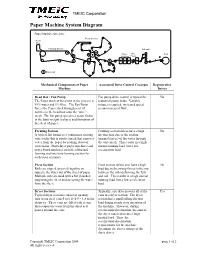
Paper Machine System Diagram
TMEIC Corporation Paper Machine System Diagram Paper Machine One-Line Press Section Head Box Forming Section Calender Dryer Size Reel Sections Press Driven roll Mechanical Components of Paper Associated Drive Control Concepts Regenerative Machine Drives Head Box / Fan Pump Fan pump drive control is typical for No The Paper stock at this point in the process is industrial pump loads. Variable 99% water and 1% fiber. The Fan Pump torque is required, increased speed forces the Paper stock through a set of means increased flow. nozzles in the head box onto the “wire” mesh. The fan pump speed is a major factor in the basis weight (caliper) and formation of the sheet of paper. Forming Section Forming section drives have a high No A typical flat former is a continuous rotating friction load due to the suction wire (today this is plastic) mesh that removes (normal forces) of the water through water from the paper by sucking it out of the wire mesh. This results in a high suspension. Multi-layer paper machines and normal running load, but a low paper board machines include additional acceleration load. forming sections (one forming section for each layer of paper). Press Section Press section drives also have a high No Rolls are nipped (pressed) together to load due to the strong forces in the nip squeeze the water out of the sheet of paper. between the rolls deforming the felts Multiple rolls are used with a felt (blanket) and roll. This results in a high normal supporting the sheet and accepting the water running load, but a low acceleration from the sheet. -

Electrical and Dielectric Properties of Uncoated and Coated Wood-Free Paper for Electrophotography
Petri Sirviö | Electrical and Dielectric Properties of Uncoated and Coated Wood-Free Paper for Electrophotography | 2016 Electrophotography for Paper SirviöWood-Free Petri | Electrical and Dielectric and Coated of Uncoated Properties Petri Sirviö Electrical and Dielectric Properties of Uncoated and Coated Wood-Free Paper for Electrophotography 9 789521 234163 ISBN 978-952-12-3416-3 Electrical and Dielectric Properties of Uncoated and Coated Wood-Free Paper for Electrophotography Petri Sirviö Laboratory of Physical Chemistry Faculty of Science and Engineering Åbo Akademi University Åbo, Finland 2016 Supervised by Professor Jouko Peltonen, Professor Emeritus Jarl B. Rosenholm and Adjunct Professor Kaj Backfolk Laboratory of Physical Chemistry, Åbo Akademi University, Turku, Finland Reviewed by Professor Øyvind W. Gregersen Department of Chemical Engineering, Norwegian University of Science and Technology, Trondheim, Norway and Professor Arved C. Hübler Institute of Print and Media Technology, Chemnitz University of Technology, Chemnitz, Germany Dissertation opponent Professor Øyvind W. Gregersen Department of Chemical Engineering, Norwegian University of Science and Technology, Trondheim, Norway ISBN 978-952-12-3416-3 Painosalama Oy – Turku, Finland 2016 PREFACE The research summarized in this thesis has been conducted as a part of the research programs of Stora Enso Oyj to develop paper and board substrates for the electrophotographic printing processes in partnerships with several universities. The main part of the summarized research work has been done in Stora Enso’s R&D facilities and in cooperation with Åbo Akademi University and Vilnius University. I would like to thank the personnel involved in these institutions for their advice, expertise, and knowledge. In particular, I would like to thank professors Jarl B. -

The Reference Measurements of the Paper Laboratory
Saimaa University of Applied Sciences Technology Imatra Degree Programme in Paper Technology Petri Penttinen THE REFERENCE MEASUREMENTS OF THE PAPER LABORATORY Thesis 2012 ABSTRACT Petri Penttinen The Reference Measurements of the Paper Laboratory, 55 pages, 9 appen- dices Saimaa University of Applied Sciences, Imatra Unit of technology, Degree Programme in Paper Technology Bachelor’s Thesis 2012 Supervisor: Lecturer Esko Lahdenperä The purpose of this bachelor’s thesis was to create a basis for reference meas- urements of papers and boards used in the paper laboratory of Saimaa Univer- sity of Applied Sciences in Imatra. Testing was focused to the most common physical properties of paper and board. The aim for the reference measure- ments was to setup a database of product properties. This database is later used as reference material when new properties of other products are meas- ured. In the theory part of the work is introduced the laboratory environment, quality systems, and the physical properties of the papers and boards that are meas- ured. Also the test methods of these properties are explained. As the reliability of the testing is very important, in this work is also thought about the things that may cause uncertainty and errors to the results. In the experimental part of the work is performed the basic- and strength prop- erties of the specific papers and boards that were selected. The samples used consist of the paper and board grades manufactured in Stora Enso Imatra and M-real Simpele mills, and of the own samples made of birch, eucalyptus, pine and spruce pulps. These industrial manufactured paper and board types are commonly used with the student works and they can be found from the paper laboratory. -

4. Printing and Converting Performance
4. Printing and converting performance Paperboard converting 147 Clean edges and surfaces 155 Handling paperboard 158 Offset lithography 160 UV-offset 161 Waterless offset 162 Hybrid offset 162 Flexography 163 Screen printing 164 Digital printing 165 Gravure printing 166 Hot foil stamping 169 Embossing 171 Die-cutting & creasing 174 Lasercutting 178 Scoring 182 Creasabilty & foldability 186 Gluing 194 Binding in practice - the last link 199 Heat sealing 206 Packaging operation 203 Deep drawing 212 146 Reference Manual | IGGESUND PAPERBOARD Paperboard converting Paperboard converting Paperboard has the ability to achieve or exceed the same The increasing demands in the brand promotion process excellent image reproduction as for the best fine papers. for graphic design and the use of non-print surface enhance- Paperboard offers equal possibilities to achieve new, ment are creating innovative shapes and multi-sensory ex- challenging shapes as competing packaging materials. periences for the consumer or user who hand les the product. However, increasing demands on performance of the An understanding of the interaction between paper- material in various converting processes have become board properties and converting effi ciency is essential for evident when speeds in both printing processes and post- designers and converters, since the ultimate design of the press converting have increased. Additionally, the accept- product together with the choice of paperboard will impact ance level for impurities or slight deviations in quality in the on crucial conversion factors like printability, fl atness, and fi nal product has dropped noticeably as a result of both creasing/folding properties. Considering all the variables, end-user demands and the use of modern quality control it is probably true to say that consistency in the behaviour equipment in the various converting machines. -
Making Paper from Trees
Making Paper from Trees Forest Service U.S. Department of Agriculture FS-2 MAKING PAPER FROM TREES Paper has been a key factor in the progress of civilization, especially during the past 100 years. Paper is indispensable in our daily life for many purposes. It conveys a fantastic variety and volume of messages and information of all kinds via its use in printing and writing-personal and business letters, newspapers, pamphlets, posters, magazines, mail order catalogs, telephone directories, comic books, school books, novels, etc. It is difficult to imagine the modern world without paper. Paper is used to wrap packages. It is also used to make containers for shipping goods ranging from food and drugs to clothing and machinery. We use it as wrappers or containers for milk, ice cream, bread, butter, meat, fruits, cereals, vegetables, potato chips, and candy; to carry our food and department store purchases home in; for paper towels, cellophane, paper handkerchiefs and sanitary tissues; for our notebooks, coloring books, blotting paper, memo pads, holiday greeting and other “special occasion’’ cards, playing cards, library index cards; for the toy hats, crepe paper decorations, paper napkins, paper cups, plates, spoons, and forks for our parties. Paper is used in building our homes and schools-in the form of roofing paper, and as paperboard- heavy, compressed product made from wood pulp-which is used for walls and partitions, and in such products as furniture. Paper is also used in linerboard, “cardboard,” and similar containers. Wood pulp is the principal fibrous raw material from which paper is made, and over half of the wood cut in this country winds up in some form of paper products. -

Make Your Own Paper Students Investigate the Papermaking Process by Trying It Themselves
Make Your Own Paper Students investigate the papermaking process by trying it themselves. Students are Activity thrilled to find that they can make paper and that their product is practical, as well as beautiful. See the PLT website, www.plt.org, to watch a video of the paper-making 51 process used in this activity. Levels OBJECTIVE ASSESSMENT OPPORTUNITIES Grades 1-8 Subjects n Students will describe the steps of the paper- n Ask younger students to write the directions Science, Social Studies, making process and identify the elements and for making paper on the piece of recycled paper Language Arts, Visual Arts outputs of the process. that they made. n Concepts Have students use concept mapping, graphics software, or write a script for a n By reducing waste and recy- video that explains the papermaking process. cling materials, individuals and societies can extend the value and utility of resources and can promote environ- mental quality. (2.7) The process begins when trees, grown BACKGROUND Skills especially for papermaking, are harvested Observing, Organizing and transported to a paper mill. At the Information, Comparing and Paper is a simple material. It is essentially mill, large machines strip away bark and Contrasting a mat held together by a fiber’s rough- shred the logs into millions of chips the ness, and can be made from almost any size of breakfast cereal. The wood chips fibrous material such as cotton, hemp, travel on conveyors to gigantic “pulp Higher Order Thinking, Paired/ flax, wood or recycled paper. And yet, this Cooperative Learning, Realia/ cookers,” where chemicals and steam are Hands-on Learning simple product has a tremendous effect added.