Improved Oil Resistance of Cellulose Packaging Paper By
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Cardboard and Brown Paper Bags Office Paper, Newspaper, Junk Mail, Magazines, and Catalogs
Recycling Center 801 Diamond Valley Drive Open: Daily to the public during daylight hours This guide will help you properly prepare your recyclable materials for drop-off at the Town of Windsor Recycle Center. This is a drop-off facility. It does not have a buy-back option and is for use by residents and small businesses. Following this information will help maintain the facility and the recycling program for the benefit of the community. IMPORTANT… • Do not leave your recyclables in plastic bags. Plastic bags are NOT recyclable! • The plastic item must be a BOTTLE or JAR. with a #1 or #2 on the bottom. • 99 percent of these will have a screw-on plastic lid (which isn’t recyclable). • Plastic containers with a #3 - #7 on the bottom are NOT acceptable. • Tubs, buckets, deli plates, microwave/fast food trays, wrappers, Styrofoam, toys, patio furniture, etc. are NOT acceptable. • Plastic bottles larger than 2.5 gallons are NOT acceptable. • Syringes and other medical supplies are NOT acceptable. Cardboard and Brown Paper Bags Corrugated cardboard is easy to recognize. It is made of paper and has an arched layer called “fluting” between smooth sheets called “liners”. The drop-off site has two 40-yard hydraulic compactor units for collecting corrugated cardboard and brown paper bags. The compaction system is self-activated by depositing the prepared materials into a six-inch tall slot. Flatten boxes. Cut or tear large boxes into sections no larger than 4 feet by 4 feet to prevent jamming the machine. No wet, waxed-coated or food-contaminated boxes. -
Tate Report 08-09
Tate Report 08–09 Report Tate Tate Report 08–09 It is the Itexceptional is the exceptional generosity generosity and and If you wouldIf you like would to find like toout find more out about more about PublishedPublished 2009 by 2009 by vision ofvision individuals, of individuals, corporations, corporations, how youhow can youbecome can becomeinvolved involved and help and help order of orderthe Tate of the Trustees Tate Trustees by Tate by Tate numerousnumerous private foundationsprivate foundations support supportTate, please Tate, contact please contactus at: us at: Publishing,Publishing, a division a divisionof Tate Enterprisesof Tate Enterprises and public-sectorand public-sector bodies that bodies has that has Ltd, Millbank,Ltd, Millbank, London LondonSW1P 4RG SW1P 4RG helped Tatehelped to becomeTate to becomewhat it iswhat it is DevelopmentDevelopment Office Office www.tate.org.uk/publishingwww.tate.org.uk/publishing today andtoday enabled and enabled us to: us to: Tate Tate MillbankMillbank © Tate 2009© Tate 2009 Offer innovative,Offer innovative, landmark landmark exhibitions exhibitions London LondonSW1P 4RG SW1P 4RG ISBN 978ISBN 1 85437 978 1916 85437 0 916 0 and Collectionand Collection displays displays Tel 020 7887Tel 020 4900 7887 4900 A catalogue record for this book is Fax 020 Fax7887 020 8738 7887 8738 A catalogue record for this book is available from the British Library. DevelopDevelop imaginative imaginative education education and and available from the British Library. interpretationinterpretation programmes programmes AmericanAmerican Patrons Patronsof Tate of Tate Every effortEvery has effort been has made been to made locate to the locate the 520 West520 27 West Street 27 Unit Street 404 Unit 404 copyrightcopyright owners ownersof images of includedimages included in in StrengthenStrengthen and extend and theextend range the of range our of our New York,New NY York, 10001 NY 10001 this reportthis and report to meet and totheir meet requirements. -
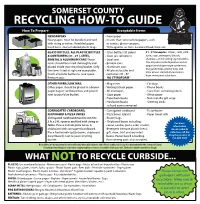
What Notto Recycle Curbside
NEWSPAPERS • Newspaper Newspapers must be bundled and tied • Inserts that come w/newspapers, such with string or twine. Shredded paper as comics, glossy coupons, must be in clear or labeled plastic bags. TV/magazine sections & colored food/store ads GLASS BOTTLES, ALL PLASTIC BOTTLES • Glass bottles (all colors) #1 - #7 Examples: Water, soda, milk, & CONTAINERS (#1 - #7 ), STEEL, • Glass jars (all colors) juice, soap, detergent, bleach, BIMETAL & ALUMINUM CANS These • Steel cans shampoo and cleaning-agent bottles. items should be rinsed thoroughly and • Bimetal cans You may also include peanut butter, placed inside your recycling bucket. Only • Aluminum cans yogurt and diaper-wipe containers, margarine tubs, plastic trays and the items listed at right are acceptable. • All plastic bottles and clear plastic clamshell containers Crush all plastic bottles to save space. containers #1 - #7 from restaurant salad bars. Remove caps. NO STYROFOAM® OTHER PAPER/JUNK MAIL • Magazines • Catalogs Other paper should be placed in a brown • Writing/school paper • Phone books paper bag or cardboard box and placed • All envelopes • Store fliers w/mailing labels next to your blue bucket. • Copy paper • Office paper • Paperback books • Non-metallic gift wrap • Hardcover books • Greeting cards w/hard covers removed CORRUGATED CARDBOARD, • Corrugated cardboard • Tissue boxes CHIPBOARD & PIZZA BOXES • Pizza boxes (clean!) • Paper towel rolls Corrugated cardboard must be cut into • Brown bags 2 ft. x 2 ft. squares and tied with string or • Chipboard boxes including: twine. Please include pizza boxes & cereal, cookie, pasta, cake, cracker, chipboard with corrugated cardboard. detergent (remove plastic liners), Place tied bundle (pizza boxes, chipboard gift, shoe, shirt and any retail & cardboard) next to your recycling boxes. -

Articles of Paper Pulp, of Paper Or of Paperboard
Chapter 48 Paper and paperboard; articles of paper pulp, of paper or of paperboard Notes. 1.- For the purposes of this Chapter, except where the context otherwise requires, a reference to “paper” includes references to paperboard (irrespective of thickness or weight per m²). 2.- This Chapter does not cover : (a) Articles of Chapter 30; (b) Stamping foils of heading 32.12; (c) Perfumed papers or papers impregnated or coated with cosmetics (Chapter 33); (d) Paper or cellulose wadding impregnated, coated or covered with soap or detergent (heading 34.01), or with polishes, creams or similar preparations (heading 34.05); (e) Sensitised paper or paperboard of headings 37.01 to 37.04; (f) Paper impregnated with diagnostic or laboratory reagents (heading 38.22); (g) Paper-reinforced stratified sheeting of plastics, or one layer of paper or paperboard coated or covered with a layer of plastics, the latter constituting more than half the total thickness, or articles of such materials, other than wall coverings of heading 48.14 (Chapter 39); (h) Articles of heading 42.02 (for example, travel goods); (ij) Articles of Chapter 46 (manufactures of plaiting material); (k) Paper yarn or textile articles of paper yarn (Section XI); (l) Articles of Chapter 64 or Chapter 65; (m) Abrasive paper or paperboard (heading 68.05) or paper- or paperboard-backed mica (heading 68.14) (paper and paperboard coated with mica powder are, however, to be classified in this Chapter); (n) Metal foil backed with paper or paperboard (generally Section XIV or XV); (o) Articles of heading 92.09; (p) Articles of Chapter 95 (for example, toys, games, sports requisites); or (q) Articles of Chapter 96 (for example, buttons, sanitary towels (pads) and tampons, napkins (diapers) and napkin liners for babies). -

Crumpling Feasibility of Flexible Paper Sheets. Application to Packaging in the Food Industry Serge Rohmer1, Alexis Mérat1
KES Transactions on Sustainable Design and Manufacturing I Sustainable Design and Manufacturing 2014 : pp.26-37 : Paper sdm14-028 Crumpling feasibility of flexible paper sheets. Application to packaging in the food industry Serge Rohmer1, Alexis Mérat1 1University of Technology of Troyes, CS42060, Troyes, 10004, France [email protected] [email protected] Abstract Flexible packages are considered as the most-reduced form of packaging in terms of environmental performances. In order to contribute to their development, this paper proposes to explore some mechanical properties brought by a new folding process that confers elasticity to flexible materials and consequently new environmental advantages. The innovative folding process consists in sequences of crumpling actions transforming a 2D sheet into a dynamic 3D flexible structure, without cutting or gluing actions. In order to prove the efficiency of the crumpling process, a methodology is proposed to evaluate the ability of a material to be crumpled. The procedure is then applied on different types of papers used in the food industry, and a study case of a crumpled packaging highlights new innovative functionalities as well as its potential environmental gain. 1. Introduction Sustainability is gradually becoming a worldwide challenge for companies, they are conscious of the growing importance of taking into account environmental considerations in their development strategies. The directives and certification schemes adopted by public authorities [1-3] oblige industries and the packaging sector in particular to face the environmental challenge by developing new strategies and new products. Some propose their own certification to demonstrate their commitment to sustainable packaging. United Parcel Service company (UPS) proposes for example its own certification in its Eco Responsible Packaging Program for business customers [4]. -
Built-In Oven HEN201S2Z
Built-in oven HEN201S2Z [en] Instruction manual Table of contents[en]Instruction manual Important safety information.....................................................3 E number and FD number ............................................................. 11 Causes of damage .............................................................................5 Energy and environment tips..................................................11 Your new oven............................................................................5 Saving energy...................................................................................11 Control panel .......................................................................................5 Environmentally-friendly disposal.................................................. 11 Function selector.................................................................................5 Measures to be noted during transport....................................... 12 Temperature selector .........................................................................6 Tested for you in our cooking studio .....................................12 Hotplate controls.................................................................................6 Cakes and pastries ......................................................................... 12 Cooking compartment .......................................................................6 Baking tips ........................................................................................13 Your -

Conservation of Coated and Specialty Papers
RELACT HISTORY, TECHNOLOGY, AND TREATMENT OF SPECIALTY PAPERS FOUND IN ARCHIVES, LIBRARIES AND MUSEUMS: TRACING AND PIGMENT-COATED PAPERS By Dianne van der Reyden (Revised from the following publications: Pigment-coated papers I & II: history and technology / van der Reyden, Dianne; Mosier, Erika; Baker, Mary , In: Triennial meeting (10th), Washington, DC, 22-27 August 1993: preprints / Paris: ICOM , 1993, and Effects of aging and solvent treatments on some properties of contemporary tracing papers / van der Reyden, Dianne; Hofmann, Christa; Baker, Mary, In: Journal of the American Institute for Conservation, 1993) ABSTRACT Museums, libraries, and archives contain large collections of pigment-coated and tracing papers. These papers are produced by specially formulated compositions and manufacturing procedures that make them particularly vulnerable to damage as well as reactive to solvents used in conservation treatments. In order to evaluate the effects of solvents on such papers, several research projects were designed to consider the variables of paper composition, properties, and aging, as well as type of solvent and technique of solvent application. This paper summarizes findings for materials characterization, degradative effects of aging, and some effects of solvents used for stain reduction, and humidification and flattening, of pigment-coated and modern tracing papers. Pigment-coated papers have been used, virtually since the beginning of papermaking history, for their special properties of gloss and brightness. These properties, however, may render coated papers more susceptible to certain types of damage (surface marring, embedded grime, and stains) and more reactive to certain conservation treatments. Several research projects have been undertaken to characterize paper coating compositions (by SEM/EDS and FTIR) and appearance properties (by SEM imaging of surface structure and quantitative measurements of color and gloss) in order to evaluate changes that might occur following application of solvents used in conservation treatments. -

Making a Pinhole Camera
Homework – Autumn 11 Making a Pinhole Camera Your task this week is to make a pinhole camera. You will need to do the following: Ensure you have the correct materials to make your camera (see below) Follow the step-by-step guide carefully. Take a photo of your finished creation for us to see. You DO NOT need to bring in your camera to school. Write a paragraph about the process of making your camera. You will need to include: o What materials you used. o Were the instructions easy to follow? o Was it a success? Were you able to create an image? o Would you do anything differently? -------------------------------------------------------------------------------------------------- ----------------------------------------------------------- What is a pinhole camera? The word “camera” comes from camera obscura, which simply means “dark chamber”. A pinhole camera is one of the most basic examples of this concept. Pinhole cameras are made from a lightproof box, some photographic paper and a tiny hole (often made with a pin, hence the name). The pinhole is just an aperture, not a true lens, but because it is so small it will still focus on an image on the opposite side of the box, exposing the photo paper placed there. How to make a pinhole camera You will need: A box with a lid – You can make your own or use a shoebox or similar, but then the lid is on it must not let any light inside. You could also use a wide cardboard tube instead. A roll of aluminium foil or sheet of black paper. Sticky tape. Scissors. A needle or drawing pin. -

Pfass and Alternatives in Food Packaging (Paper and Paperboard): Report on the Commercial Availability and Current Uses
PFASs and alternatives in food packaging (paper and paperboard): Report on the commercial availability and current uses Series on Risk Management No. 58 1 Series on Risk Management 0 No. 58 PFASs and Alternatives in Food Packaging (Paper and Paperboard) Report on the Commercial Availability and Current Uses PUBE Please cite this publication as: OECD (2020), PFASs and Alternatives in Food Packaging (Paper and Paperboard) Report on the Commercial Availability and Current Uses, OECD Series on Risk Management, No. 58, Environment, Health and Safety, Environment Directorate, OECD. Acknowledgements: The OECD would like to acknowledge the drafting of a consultancy report by Steve Hollins of Exponent International Ltd. upon which this report is based. It was prepared under the framework of the OECD/UNEP Global PFC Group and included the contribution of information by several organisations (see Annex A). The report is published under the responsibility of the OECD Joint Meeting of the Chemicals Committee and the Working Party on Chemicals, Pesticides and Biotechnology. © Photo credits: Cover: Yuriy Golub/Shutterstock.com © OECD 2020 Applications for permission to reproduce or translate all or part of this material should be made to: Head of Publications Service, [email protected], OECD, 2 rue André-Pascal, 75775 Paris Cedex 16, France ABOUT THE OECD 3 About the OECD The Organisation for Economic Co-operation and Development (OECD) is an intergovernmental organisation in which representatives of 36 industrialised countries in North and South America, Europe and the Asia and Pacific region, as well as the European Commission, meet to co-ordinate and harmonise policies, discuss issues of mutual concern, and work together to respond to international problems. -

Microfibrillated Cellulose Based Barrier Coatings for Abrasive Paper
coatings Article Microfibrillated Cellulose Based Barrier Coatings for Abrasive Paper Products Vinay Kumar 1,* , Eija Kenttä 1 , Petter Andersson 2 and Ulla Forsström 1 1 Biomass Processing and Products, VTT Technical Research Centre of Finland Ltd., 02044 Espoo, Finland; Eija.Kentta@vtt.fi (E.K.); Ulla.Forsstrom@vtt.fi (U.F.) 2 Mirka Ltd., 66850 Jeppo, Finland; [email protected] * Correspondence: vinay.kumar@vtt.fi Received: 22 October 2020; Accepted: 15 November 2020; Published: 19 November 2020 Abstract: Paper-based abrasive products are multilayer structures in which the first layer on the paper substrate is usually a latex barrier coating to prevent the migration of adhesive glue into the substrate. The high coat weight (10 g/m2) of latex barrier layers is a cause of environmental concerns. Hence, alternative materials that can provide the barrier function at lower coat weights are desired. In this work, microfibrillated cellulose (MFC) combined with poly(vinyl) alcohol (PVA) were explored as suitable alternatives to the current latex coatings. Barrier coating formulations containing PVA, MFC, and silica (SiO2) were developed and applied to a paper substrate using a rod coating method on a pilot scale. Coating quality and barrier performance were characterized using scanning electron microscope images, air permeance, surface roughness, water contact angle, KIT test, and oil Cobb measurements. The barrier coatings were also studied for adhesion to the subsequent coating layer. An optimal barrier function was achieved with the developed coatings at a low coat weight of ca. 3 g/m2. The adhesion of pure PVA and PVA-MFC barrier coatings to the subsequent coating layer was inadequate; however, silica addition was found to improve the adhesion. -

F1y3x CHAPTER 48 PAPER and PAPERBOARD
)&f1y3X CHAPTER 48 PAPER AND PAPERBOARD; ARTICLES OF PAPER PULP, OF PAPER OR OF PAPERBOARD X 48-l Notes 1. This chapter does not cover: (a) Articles of chapter 30; (b) Stamping foils of heading 3212; (c) Perfumed papers or papers impregnated or coated with cosmetics (chapter 33); (d) Paper or cellulose wadding impregnated, coated or covered with soap or detergent (heading 3401), or with polishes, creams or similar preparations (heading 3405); (e) Sensitized paper or paperboard of headings 370l to 3704; (f) Paper impregnated with diagnostic or laboratory reagents (heading 3822); (g) Paper-reinforced stratified sheeting of plastics, or one layer of paper or paperboard coated or covered with a layer of plastics, the latter constituting more than half the total thickness, or articles of such materials, other than wallcoverings of heading 48l4 (chapter 39); (h) Articles of heading 4202 (for example, travel goods); (ij) Articles of chapter 46 (manufactures of plaiting material); (k) Paper yarn or textile articles of paper yarn (section XI); (l) Articles of chapter 64 or chapter 65; (m) Abrasive paper or paperboard (heading 6805) or paper- or paperboard-backed mica (heading 6814) (paper and paperboard coated with mica powder are, however, to be classified in this chapter); (n) Metal foil backed with paper or paperboard (section XV); (o) Articles of heading 9209; or (p) Articles of chapter 95 (for example, toys, games, sports equipment) or chapter 96 (for example, buttons). 2. Subject to the provisions of note 6, headings 480l to 4805 include paper and paperboard which have been subjected to calendering, super-calendering, glazing or similar finishing, false water-marking or surface sizing, and also paper, paperboard, cellulose wadding and webs of cellulose fibers, colored or marbled throughout the mass by any method. -

Ref. 676.03 SMO 2Nd
INDEX Refer to Chapter Refer to Chapter Refer to Chapter A test 14 acid pretreatment 10 acetate 4 acidproof brick 8 abaca 3 acetate laminating 18 acid pulping 8 abatement 20 acetate pulp 4 acid rain 21 odor 21 acetic acid 4 acid-refined tall oil 6 pollution 20 acetic anhydride 4 acid-resistant 14 abatement device 21 acetone 4 acid size 5 abietic acid 6 acetylated starch 5 acid-stable size 5 abrasion 24 acetyl radical 4 acid sulfite process 8 abrasion debarker I acetylating agent 4 acid tower 8 abrasion resistance 14 acid(s) 4, 8 acid treatment 10 abrasion test 14 abietic 6 acidulating 4 abrasive 7 acetic 4 acidulating agent 4 abrasive backing papers 16 accumulator 8 acidulation 6 abrasiveness 14 carbonic 20 acoustical board 16 abrasive segment 7 Caro's 10 acoustical testing 14 abrasivity (of mineral fillers) 13 cooking 8 acoustic leak detector 9 absorbency 11,14 digester 8 acre-foot 20 relative II fatty 6 acrylamide resins 5 water II formamidine sulfinic 10 acrylic binders 17 absorbent 14,24 formic 4 acrylic fiber 3 absorbent capacity II glucuronic 4 activatable chemical 9 absorbent grades 16 humic 20 activated carbon 20 absorption 5 hydroxy 4 activated sludge 20 capillary 13 hypochlorous 10 activated sludge loading 20 ink 14 lignosulfonic 8 activated sludge process 20 light 14 linoleic 6 activation 4 mechanical 13 mineral 4 surface II tensile energy 14 oleic 6 activation energy 8 vapor 13 pectic 4 Arrhenius 4 absorption coefficient 14 peracetic 10 activator 5 accelerated aging 14 raw 8 active alkali 8 accelerated aging test 14 resin