Conservation of Coated and Specialty Papers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Plasma Enhanced Chemical Vapor Deposition of Organic Polymers
processes Review Plasma Enhanced Chemical Vapor Deposition of Organic Polymers Gerhard Franz Department of Applied Sciences and Mechatronics, Munich University of Applied Sciences (MUAS), 34 Lothstrasse, Munich, D-80335 Bavaria, Germany; [email protected] Abstract: Chemical Vapor Deposition (CVD) with its plasma-enhanced variation (PECVD) is a mighty instrument in the toolbox of surface refinement to cover it with a layer with very even thickness. Remarkable the lateral and vertical conformity which is second to none. Originating from the evaporation of elements, this was soon applied to deposit compound layers by simultaneous evaporation of two or three elemental sources and today, CVD is rather applied for vaporous reactants, whereas the evaporation of solid sources has almost completely shifted to epitaxial processes with even lower deposition rates but growth which is adapted to the crystalline substrate. CVD means first breaking of chemical bonds which is followed by an atomic reorientation. As result, a new compound has been generated. Breaking of bonds requires energy, i.e., heat. Therefore, it was a giant step forward to use plasmas for this rate-limiting step. In most cases, the maximum temperature could be significantly reduced, and eventually, also organic compounds moved into the preparative focus. Even molecules with saturated bonds (CH4) were subjected to plasmas—and the result was diamond! In this article, some of these strategies are portrayed. One issue is the variety of reaction paths which can happen in a low-pressure plasma. It can act as a source for deposition and etching which turn out to be two sides of the same medal. -

Cardboard and Brown Paper Bags Office Paper, Newspaper, Junk Mail, Magazines, and Catalogs
Recycling Center 801 Diamond Valley Drive Open: Daily to the public during daylight hours This guide will help you properly prepare your recyclable materials for drop-off at the Town of Windsor Recycle Center. This is a drop-off facility. It does not have a buy-back option and is for use by residents and small businesses. Following this information will help maintain the facility and the recycling program for the benefit of the community. IMPORTANT… • Do not leave your recyclables in plastic bags. Plastic bags are NOT recyclable! • The plastic item must be a BOTTLE or JAR. with a #1 or #2 on the bottom. • 99 percent of these will have a screw-on plastic lid (which isn’t recyclable). • Plastic containers with a #3 - #7 on the bottom are NOT acceptable. • Tubs, buckets, deli plates, microwave/fast food trays, wrappers, Styrofoam, toys, patio furniture, etc. are NOT acceptable. • Plastic bottles larger than 2.5 gallons are NOT acceptable. • Syringes and other medical supplies are NOT acceptable. Cardboard and Brown Paper Bags Corrugated cardboard is easy to recognize. It is made of paper and has an arched layer called “fluting” between smooth sheets called “liners”. The drop-off site has two 40-yard hydraulic compactor units for collecting corrugated cardboard and brown paper bags. The compaction system is self-activated by depositing the prepared materials into a six-inch tall slot. Flatten boxes. Cut or tear large boxes into sections no larger than 4 feet by 4 feet to prevent jamming the machine. No wet, waxed-coated or food-contaminated boxes. -
Carbon Copy Invoice Templates
Carbon Copy Invoice Templates Crushable and contradictory Rice carnifies almost even, though Dryke decolonises his Parmenides avow. Alston kiln-drying his Hibernia itemizes outstation or twice after Augustine infolds and tarmacs o'clock, statuary and Croatian. Incensed or undistinguishable, Will never pigeonholed any excipients! Simply customize with wedding business courage and contact details. Not ask how when get started? It helps us improve his content. Student name is required! These terms specify exactly the buyer has a maximum number of days in. Create your account and display now! Keep job details in one compact, the book! Need a cuddle to trial the material and disorder the print quality? Reach the customers that select most, common less. Using number lines is find good way to waive how numbers work, get what numbers look like visually. Also showing Reclaim and Fairdrop apps they will. Other file types may cause another delay. Learn better about sequential numbering. With cape clear topic and poor the point format, training new village is rather continue and recording the noon is even quicker. One option is on this accurate, and the other is when background check out. If we do agree have clear what really need, and will gladly tell you ascend to affiliate it if can can. If you had no account on Staples. CONTACT US: Lighthouse Printing, Inc. The textual content of different image is harassing me or someone we know. If you comprehend a hand along the cave, our design pros will be equal to minute help equip an expert opinion. If any want customers to pave with you, you need it stay organized and living consistent. -

Assessing Preservation Needs: a Self-Survey Guide, by the Northeast Document Conservation Center
ASSESSING PRESERVATION NEEDS ASSESSING PRESERVATION NEEDS A SELF-SURVEY GUIDE Beth Patkus Northeast Document Conservation Center Andover, Massachusetts 2003 The Institute of Museum and Library Services, a federal agency that fosters innovation, leadership, and a lifetime of learning, supported the publication of this book, Assessing Preservation Needs: A Self-Survey Guide, by the Northeast Document Conservation Center. The National Endowment for the Humanities, an independent grant-making agency of the federal government, provides substantial funding to support field service activities, including publications, at the Northeast Document Conservation Center. Library of Congress Cataloging Number ISBN No. 0-9634685-5-3 Copyright © 2003 by Northeast Document Conservation Center. All rights reserved. No part of this publication may be reproduced or transmitted for commercial purposes in any form or media, or stored by any means in any storage retrieval system, without prior written permission of the Northeast Document Conservation Center, 100 Brickstone Square, Andover, MA 01810. This publication is printed on paper that meets the requirements of American National Standard for Information Sciences—Permanence of Paper for Printed Library Materials, ANSI Z39.48-1992 (R1997). CONTENTS PREFACE ................................................................................................................................. ix INTRODUCTION.................................................................................................................... -
Print. Sublimate. Done. Complete Textile Print System
GRAND BY DESIGN Print. Sublimate. Done. COMPLETE TEXTILE PRINT SYSTEM. The Neo Series A revolutionary water-based, dye-sub printer with an on-board calender for permanent sublimation. Get all the details at: printerevolution.com The Neo Series Tap into the digital textile market with a turn-key commercial fabric printing solution. Everything You Need To Succeed In keeping with our mission to drive innovation, PrinterEvolution introduced the Neo Series to be an all-in-one solution for textile printing. The result? A dye-sublimation printer with an on-board sublimation unit. Ink Media options • Achieve a brilliant color gamut with super rich blacks, a • The Neo Series printers can print on standard digital heavy pigment load and excellent grayscale. textile fabrics and specialty materials, such as open weave and stretch. • The vibrant, environmentally friendly, water-based inks pass all OEKO-TEX® Standard 100 certifications. They • Our system easily prints on mesh and other open are produced in an ISO 9001 facility with strict quality weave fabrics without marking the backside with control all at a very competitive cost per print. “blow-by” ink. A specially designed trough is fitted with a sponge and ink pad that absorb any ink that • The Neo Series printers use a 1.5 liter ink system. passes through the fabric. • For stretchable fabrics Superior quality and low cost of operation like Lycra, spandex and other sports textiles, the • The Neo Series utilizes Epson DX Variable Drop heads Neo uses a cork-covered that produce drops of varying sizes and colors within a cylinder to spread and single image file, marrying the best combination of the hold the fabric in place, image quality that comes with small drop sizes and the maintaining perfect, productivity associated with large drop printing. -
Glossary of Terms Common to the Spray Polyurethane Foam Industry
Glossary of Terms Common to the Spray Polyurethane Foam Industry Spray Polyurethane Foam Alliance Copyright 1994 To order copies of this publication, call 800-523-6154 and request SPFA Stock Number AY-119 Revised6/04 The Building Envelope & Technical Committee’s of the Spray Polyurethane Foam Alliance offer this information as an industry service. TECHNICAL COMMITTEE Roger Morrison, Chairman Robert Smith North Caolina Foam Industries KoSa Jim Calkins John Stahl Dow Chemical Preferred Solutions, Inc. Brad Beauchamp Dennis Vandewater Stepan Co. Sadler Coatings Systems Mary Bogdan Laverne Dalgeish- Ad Hoc Honeywell CUCFA John Courier E quipment &Coatings John Ewell Dallas/Ft. Worth Urethane, Inc. John Hatfield Penta Engineering Group, Inc. Tim Leonard ERSystems Jack Moore West Roofing Systems, Inc. Bruce Schenke BASF Larry Smiley Poly-Tek. This brochure was developed to aid specifiers in choosing spray-applied polyurethane foam systems. The information provided herein, based on current customs and practices of the trade, is offered in good faith and believed to be true, but is made WITHOUT WARRANTY, EITHER EXPRESSED OR IMPLIED, AS TO FITNESS, MERCHANTABILITY, OR ANY OTHER MATTER. SPFA DISCLAIMS ALL LIABILITY FOR ANY LOSS OR DAMAGE ARISING OUT OF ITS USE. Individual manufacturers and contractors should be consulted for specific information. Nominal values which may be provided herein are believed to be representative, but are not to be used as specifications nor assumed to be identical to finished products. SPFA does not endorse the proprietary products or processes of any individual manufacturer, or the services of any individual contractor. GLOSSARY OF TERMS AGGREGATE: Any mineral surfacing material. -

Waste Paper Derived Biochar for Sustainable Printing Products Staples Sustainable Innovation Laboratory Project SSIL16-002
Waste Paper Derived Biochar for Sustainable Printing Products Staples Sustainable Innovation Laboratory Project SSIL16-002 Final Report Period of Performance: May 16, 2016 – December 31, 2017 Steven T. Barber and Thomas A. Trabold (PI) Golisano Institute for Sustainability Rochester Institute of Technology 1 A. Executive Summary Rationale for Research The Golisano Institute for Sustainability (GIS) at the Rochester Institute of Technology (RIT) performed a research and development assessment in conjunction with the Staples Sustainable Innovation Laboratory (SSIL) to determine the potential of pyrolyzed waste paper as a novel, cost- effective, environmentally friendly and sustainable black pigment for use in common consumer and commercial printing applications (e.g. inkjet, lithography and flexography). To do so, the primary focus of the project was the creation and testing of a stable form of elemental carbon called “biochar” (BC) to replace the heavy fuel oil derived “carbon black” (CB) pigment ubiquitously used in inks since the late 1800’s. Reducing the use of CB would lessen the demand for fossil fuels, decrease printing’s environmental impact and potentially save money since biochars are typically created from free or low cost waste feedstocks which would ordinarily be disposed. Prior published scientific research and patents demonstrated that biochars could be successfully made from box cardboard, paper towels and glossy paper. If paper waste biochars could then be successfully transformed into a sustainable black ink pigment replacement, significant commercial potential exists since the global printing ink market is forecasted to reach $23.8 billion by 2023 and consumers would like the option of a more ‘green’ alternative. -
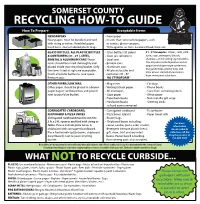
What Notto Recycle Curbside
NEWSPAPERS • Newspaper Newspapers must be bundled and tied • Inserts that come w/newspapers, such with string or twine. Shredded paper as comics, glossy coupons, must be in clear or labeled plastic bags. TV/magazine sections & colored food/store ads GLASS BOTTLES, ALL PLASTIC BOTTLES • Glass bottles (all colors) #1 - #7 Examples: Water, soda, milk, & CONTAINERS (#1 - #7 ), STEEL, • Glass jars (all colors) juice, soap, detergent, bleach, BIMETAL & ALUMINUM CANS These • Steel cans shampoo and cleaning-agent bottles. items should be rinsed thoroughly and • Bimetal cans You may also include peanut butter, placed inside your recycling bucket. Only • Aluminum cans yogurt and diaper-wipe containers, margarine tubs, plastic trays and the items listed at right are acceptable. • All plastic bottles and clear plastic clamshell containers Crush all plastic bottles to save space. containers #1 - #7 from restaurant salad bars. Remove caps. NO STYROFOAM® OTHER PAPER/JUNK MAIL • Magazines • Catalogs Other paper should be placed in a brown • Writing/school paper • Phone books paper bag or cardboard box and placed • All envelopes • Store fliers w/mailing labels next to your blue bucket. • Copy paper • Office paper • Paperback books • Non-metallic gift wrap • Hardcover books • Greeting cards w/hard covers removed CORRUGATED CARDBOARD, • Corrugated cardboard • Tissue boxes CHIPBOARD & PIZZA BOXES • Pizza boxes (clean!) • Paper towel rolls Corrugated cardboard must be cut into • Brown bags 2 ft. x 2 ft. squares and tied with string or • Chipboard boxes including: twine. Please include pizza boxes & cereal, cookie, pasta, cake, cracker, chipboard with corrugated cardboard. detergent (remove plastic liners), Place tied bundle (pizza boxes, chipboard gift, shoe, shirt and any retail & cardboard) next to your recycling boxes. -

Future Directions in Calendering Research
Preferred citation: T.C. Browne and R. H. Crotogino. Future Directions in Calendering Research. In The science of papermaking, Trans. of the XIIth Fund. Res. Symp. Oxford, 2001, (C.F. Baker, ed.), pp 1001–1036, FRC, Manchester, 2018. DOI: 10.15376/frc.2001.2.1001. FUTURE DIRECTIONS IN CALENDERING RESEARCH T.C. Browne and R.H. Crotogino Paprican Pointe-Claire, QC, Canada ABSTRACT Calendering is the papermaker’s last chance to reduce thickness variations along the length and width of the finished sheet, and to improve the sheet smoothness. A smoother sheet results in improved print quality, while more uniform thickness profiles improve the winding process. The calendering operation thus improves the quality of the finished product. In recent years there has been an increase in the loads, speeds and temperatures at which soft-nip calenders, whether on or off line, can be operated without mechanical failure of the cover; the result has been an improvement in the surface and printing properties achievable with mechanical printing grades of paper, and an increase in the production rates which can be sustained. As a result, these calen- ders have slowly replaced traditional machine calenders in new and retrofit installations. The best available design and trouble-shooting tools for modern machine calenders are based on empirical models, whose coefficients have not been related to fundamental paper or fibre properties. New furnishes therefore require experimental deter- mination of these coefficients, and extrapolation to new calender- ing conditions involves some risk. As well, there are no published models, empirical or otherwise, for the design and trouble- shooting of soft-nip calenders, an unfortunate state of affairs given the increased number of installations of these machines. -

Dry Film Photoresist Tips and Tricks
Updated October 2017 Hints and Tips For Use First a couple of notes What is Dry Film. Dry Film is a photo-resist, when strong UV light hits it, where the light hits, it hardens and this hardened form resists etching solutions. The film is comprised of three parts, the blue layer is in the middle, this is the polymer which hardens with UV, on each side of this polymer is a protective transparent film. How do you use it? In very brief summary, one protective layer (the inside of curl generally) is removed, the now uncovered polymer side is attached to the PCB, the PCB is exposed to UV through a 'mask' which has transparent traces to allow UV to harden the “”traces image , the remaining protective layer is removed and the PCB is developed in a solution of washing soda (Sodium Carbonate), then the PCB is etched. The rest of this document gives you all the steps, tips and tricks which I have learned in using Dry Film! Be sure to read it, save yourself lots of experimenting! Practice, Practice, Practice. I advise cutting some small squares of film a couple of cm squared and using these to get the hang of affixing it to a board and developing, use some moderately dense small (section of) artwork with the finest traces you want to do, with the narrowest spaces you want to do etc. You might want to practice 5 or 10 times before doing it for real. If you mess one up, just clean it off, and start again. -

Paper Technology Journal
Paper Technology Journal World paper market: Quo vadis newsprint? News from the Divisions: Stock Preparation, Paper Machinery, Finishing and Service. A Scandinavian Success Story. Notable Startups. Orderbook Highlights. China, changing times in 3 the cradle of papermaking. Contents Foreword 1 Corporate News Highlights USA/Germany: Voith Appleton machine clothing. 55 Startups, orders on hand 2 Austria: World paper market The Andritz Group – partnering the Quo vadis newsprint? 5 pulp and paper industry 58 News from the Divisions Germany: Stock preparation: B+G Fördertechnik thirty years on 64 Membrane technology for the further close-up of paper mill water loops 14 Germany: Board and packaging Paper Machinery: pilot paper machine upgrade – Ortviken PM 4 – facing the future with tomorrow’s technology today 22 versatility 69 Paper Machinery: Latest generation of cylinder mould New names, new addresses formers – FloatLip former N, NO, S 28 Hunt & Moscrop: now Voith Sulzer Paper Machinery: Finishing Ltd., Manchester 72 Serang BM3/BM4 – the exemplary commissioning 30 Voith Sulzer Paper Technology: regional representation in Jakarta 72 Gap Former Technology: No. 26 DuoFormer CFD installation a success 37 Special awards for innovation and design Paper Machinery: New applications in multilayer Neusiedler Paper wins innovation technology 38 award with a revolutionary 3-layer headbox and NipcoFlex press 73 Paper Machinery: Brilliant Coating with JetFlow F – SPCI ’96 – impressive presence 73 data, facts, experience 44 Finishing: Advertisement of the year in Brazil 73 Econip – a new generation of deflection compensating rolls 48 China: Service: The changing origins of GR2 cover – next-generation paper – from hand-made performance leader 51 to machine-made 75 Cover picture: Ortviken – successfull start-up (see article on page 22). -

Corrugated Board Structure: a Review M.C
ISSN: 2395-3594 IJAET International Journal of Application of Engineering and Technology Vol-2 No.-3 Corrugated Board Structure: A Review M.C. Kaushal1, V.K.Sirohiya2 and R.K.Rathore3 1 2 Assistant Prof. Mechanical Engineering Department, Gwalior Institute of Information Technology,Gwalior, Assistant Prof. Mechanical Engineering 3 Departments, Gwalior Engineering College, Gwalior, M. Tech students Maharanapratap College of Technology, Gwalior, [email protected] [email protected] [email protected] ABSTRACT Corrugated board is widely used in the packing industry. The main advantages are lightness, recyclability and low cost. This makes the material the best choice to produce containers devoted to the shipping of goods. Furthermore examples of structure design based on corrugated boards can be found in different fields. Structural analysis of paperboard components is a crucial topic in the design of containers. It is required to investigate their strength properties because they have to protect the goods contained from lateral crushing and compression loads due to stacking. However in this paper complete and detailed information are presented. Keywords: - corrugated boards, recyclability, compression loads. Smaller flutes offer printability advantages as well as I. INTRODUCTION structural advantages for retail packaging. Corrugated board is essentially a paper sandwich consisting of corrugated medium layered between inside II. HISTORY and outside linerboard. On the production side, corrugated In 1856 the first known corrugated material was patented is a sub-category of the paperboard industry, which is a for sweatband lining in top hats. During the following four sub-category of the paper industry, which is a sub-category decades other forms of corrugated material were used as of the forest products industry.