8 Paper and Paperboard Packaging M.J
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Effects of Moisture on the Biaxial Strength of Wood-Based Composites
EFFECTS OF MOISTURE ON THE BIAXIAL STRENGTH OF WOOD-BASEDCOMPOSITES J. C. Suhling* J.M. Considine ** K. C. Yeh* * Department of Mechanical Engineering Auburn University Auburn, AL36849-5341 ** U.S.D.A. Forest Products Laboratory One Gifford Pinchot Drive Madison,WI 53705-2398 ABSTRACT applications such as corrugated containers where it is subjected to complicated biaxial stress states, In the present work, the effects of moisture on including shear. At present, lack of accurate the biaxial strength of wood-based composite materials constitutive relations and reliable strength has been examined. Experiments have been performed on predictions under biaxial loading and variable paperboard to measure the uniaxial and biaxial input environments hampers analysis of such problems. parameters of the tensor polynomial criterion at Therefore, it has been common practice in the paper several levels of relative humidity. With these data, industry to use trial and error, and empirical the dependence of the zero shear biaxial failure approaches for optimizing the designs of paperboard envelope on humidity level has been predicted and products. The current lack of technology limits trends have been observed. creative design improvements which could curtail the excess use of materials and energy. Accurate predictions of material strength under 1. INTRODUCTION general biaxial normal loading plus shear are needed by the design engineer when considering typical Unlike laminated fiber-reinforced composite structural applications of paperboard. Examples of materials, paper (paperboard) is a multiphase important current applications where biaxial stress composite composed of moisture, fibers, voids, and states exist in paperboard include the quality control possibly chemical additives. The fibers in paperboard burst test (bulged plate), material handling are typically organic with cellulose fibers from wood operations during the papermaking process, and stacked being the chief material. -

FDA Compliance and Printing Inks Often Printers Have Questions
FDA Compliance and Printing Inks Often Printers have questions concerning the Food and Drug Administration (FDA) and compliance of the inks used to print on food packaging applications. The FDA permits the use of inks (e.g. solvent base, water base and UV) as components of food packaging under certain conditions. Several items must be understood before one can determine if a printing ink is suitable for use on food packaging applications: “Direct Food Additives” are substances directly and intentionally added to foods, including, but not limited to, ingredients, preservatives, colors and stabilizers. “Indirect Food Additives” generally refer to substances that are not intended to, but can become, components of food as a result of use in articles that contact food (e.g. ink on food packaging applications). Both “Direct and Indirect Food Additives” require complex petitions and filings with the FDA that can be very costly, burdensome and time consuming. Nazdar inks are not designed to be and are not approved as Direct or Indirect Food Additives. However, if an ink on food packaging applications is not expected to become a component of the food under its intended conditions of use, it is not a food additive by definition and, therefore, may be used without the need to obtain any FDA clearance. A properly conducted migration study is considered to be a sound basis for concluding that the substance is not a food additive. This study should be performed in accordance with FDA’s guidance document, entitled; Preparation of Food Contact Notifications and Food Additive Petitions for Food Contact Substances: Chemistry Recommendations https://www.fda.gov/regulatory-information/search-fda-guidance-documents/guidance-industry- preparation-premarket-submissions-food-contact-substances-chemistry Another method of concluding that a substance is not a food additive is the use of a functional barrier. -

Cardboard and Brown Paper Bags Office Paper, Newspaper, Junk Mail, Magazines, and Catalogs
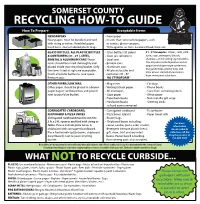
Recycling Center 801 Diamond Valley Drive Open: Daily to the public during daylight hours This guide will help you properly prepare your recyclable materials for drop-off at the Town of Windsor Recycle Center. This is a drop-off facility. It does not have a buy-back option and is for use by residents and small businesses. Following this information will help maintain the facility and the recycling program for the benefit of the community. IMPORTANT… • Do not leave your recyclables in plastic bags. Plastic bags are NOT recyclable! • The plastic item must be a BOTTLE or JAR. with a #1 or #2 on the bottom. • 99 percent of these will have a screw-on plastic lid (which isn’t recyclable). • Plastic containers with a #3 - #7 on the bottom are NOT acceptable. • Tubs, buckets, deli plates, microwave/fast food trays, wrappers, Styrofoam, toys, patio furniture, etc. are NOT acceptable. • Plastic bottles larger than 2.5 gallons are NOT acceptable. • Syringes and other medical supplies are NOT acceptable. Cardboard and Brown Paper Bags Corrugated cardboard is easy to recognize. It is made of paper and has an arched layer called “fluting” between smooth sheets called “liners”. The drop-off site has two 40-yard hydraulic compactor units for collecting corrugated cardboard and brown paper bags. The compaction system is self-activated by depositing the prepared materials into a six-inch tall slot. Flatten boxes. Cut or tear large boxes into sections no larger than 4 feet by 4 feet to prevent jamming the machine. No wet, waxed-coated or food-contaminated boxes. -

Tariff Schedules of the United States Alphabetical Index
TARIFF SCHEDULES OF THE UNITED STATES ALPHABETICAL INDEX 447 TARIFF SCHEDULES OF THE UNITED STATES 449 References to References to Tariff Schedules Tariff Schedules A ABACA 30U.02-0U ACID(S) —Continued ABRASIVES AND ABRASIVE ARTICEES Sch 5 Ft IG fatty, of animal or vegetable origin—Con. abrasive wheels mounted on frameworks, salts of— hand or pedal operated 6i<9.39 quaternary ammonium 1+65.15-20 nspf 519.81-86 sodium and potassium 1+65.25-30 ACCESSORIES (see PARTS, specific article of other 1+90.30-50 which accessory, or name of accessory) gluconic, and its compounds 1+37-51-52 ACCORDIONS 725.1U-16 glycerophosphoric, and its compounds 1+37.51+ ACCOUNTING MACHINES incorporating calculating inorganic 1+16.05-1+0 mechanism 676.1S-25 organic, including halogenated, hydroxy, ACENAPHTHENE li01.02 sulfonated and other substituted and ACETALDEHIDE U27.U0 unsubstituted acids 1+25-70-98 ACETALS ii29.00 monohydric alcohol esters of 1+28+50-72 ACETANILIDE— polyhydric alcohol esters of 1+28.30-1+6 suitable for medicinal use U07.02 salts of I+26.IO-I+27.28 other k03.60 salicylic— ACETATE(S) — suitable for medicinal use 1+07.12 amyl lt28.SO other 1+03-60 benzyl 1+08.05 tannic, containing of tannic acid— butyl 1+28.52 under 50 percent 1+25.98 calcium 1+26.10 50 percent or more 1+37-68-69 cellulose 1+1+5.20 ACONITE 1+35-05-10 copper 1+26.28 ACRIDINE 1+01.01+ ethyl 1+28.58 ACRTLATES AND METHACRTLATES 1+28.62-66 lead 1+26.36 ACRYIIC RESINS 1+1+5.05 nickel 1+26.58 ACRTLONITRILE— 1+25.00 sodium 1+26.86 resins l+i+5.10 vinyl 1+28.68 ACTIVATED CLAY 521.87 Other -

+88 01711 670493, +88 01932 451320 Email: [email protected], Bazlay [email protected] Hessian Cloth Width : 22 to 80 Inch Weight : 5 to 14 Ozs Per Sq
Esource Enterprise 66/A, Central Road, Dhanmondi, Dhaka-1205 Phone: +88 01711 670493, +88 01932 451320 Email: [email protected], [email protected] Hessian Cloth Width : 22 to 80 inch Weight : 5 to 14 ozs per sq. yd Color : Natural, Semi-brite, Full-brite and dyed Packing : 700/2000 yds. Per iron bound bale or in roll Hessian Bags Sizes : Available as per buyers requirement Sewing : Herakle and Overhead (safety sewing optional) Color : Natural, Semi-brite, Full-brite, bleached and dyed Branding : Upto three colors Packing : 500/1000 bags flat/folded in iron bound bale Standard : Australian Bran Bag, Cotton Pack, Fertilizer Bag, bags Japanese Rice Bag, Onion Pocket Potato Bag, Multi colored Shopping Bag Sacking Bags A Twill Bag : 44” x 26.5”, 2.62 lbs B Twill Bag : 44” x 26.5”, 2.25 lbs L Twill Bag : 44” x 26.5”, 2.50 lbs Corn Sack : 41” x 23”, 1.75 – 2.15 lbs Binola Bag : 44” x 26.5”, 2.00 lbs Cement Bag : 29” x 20”, 1.25 lbs Coffee Bag : 40” x 26”, 2.00 lbs Grain Sack : 60” x 30”, 3.25 lbs Sugar Twill : 44” x 28”, 2.00 lbs Double Wrap Bag : Heavycees (40” x 28”, 2.25 lbs) Lightcees (40” x 28”, 2.00 lbs) D.W. Flour Bag : 58” x 28”, 2.25 lbs D.W. Salt Bag : 45” x 26.5”, 1.75 lbs D.W. Nitrate Bag : 35” x 26”, 1.25 lbs Sizes : As per requirement Weight : Standard or light Sewing : Overhead Dry and Overhead Tar (Safety Sewing optional) Color : Natural Branding : Upto three colors Packing : 200 – 500 bags flat/folded in iron bound bale Sacking Cloth Width : 22.5 to 30 inch Weight : 12.10 oz to 16.18 oz/yd Packing : 1000 yd/Bale Stripe : Blue or Green (As per requirement) Carpet Backing Cloth (CBC) Secondary Backing : 47 - 203 Weight : 5.5 - 90 oz. -

26 the Carton Packaging Fact File CARTONBOARD
26 The Carton Packaging Fact File CARTONBOARD 5 The Carton Packaging Fact File 27 KEY FACTS Cartonboard is a multilayered material. The main types of cartonboard are solid bleached board, solid unbleached board, folding boxboard and white lined chipboard. Cartonboard usually has a white, pigmented coating on one or both surfaces Cartonboard specifications Cartonboard can be vary with respect to the pulp combined with other composition of the various materials to vary the visual layers and by the grammage appearance and to extend (weight per sq. metre in the protective properties grammes) and thickness (microns or 0.001 millimetre) Laminations, coatings and impregnations can be added to extend the range of carton applications 28 The Carton Packaging Fact File CARTONBOARD COMMON ABBREVIATIONS SBB Solid Bleached Board SUB Solid Unbleached Board FBB Folding Box Board WLC White Lined Chipboard Different types and grades the range 200-600g/m 2 for grammage product aroma, flavour and hygiene are of cartonboard and their and 350-800µm for thickness. critical. Examples of cartons where abbreviations. The principles SBB is used are perfumes, cosmetics, of cartonboard manufacture, What are the main characteristics chocolates, pharmaceuticals, frozen developments and treatments of cartonboard? foods and cigarettes. Cartonboard is mechanically strong. What is cartonboard? Its stiffness, rigidity and toughness SBB is sometimes referred to as SBS Cartonboard is a multilayer material provide compression strength to protect or GZ. with, usually, three or more layers, or products in distribution and use. It can plies, of cellulose fibre (pulp) derived be cut, creased, folded and glued, giving What is Solid Unbleached Board? from wood. -

3. Film Extrusion and Conversion
FILM EXTRUSION AND CONVERSION 03 – TECHNICAL GUIDE Front Cover The Qenos Technical Centre operates a range of commercial and laboratory scale extrusion and moulding equipment for the injection moulding, blow moulding, fi lm extrusion (pictured), pipe extrusion and rotational moulding markets. Qenos manufactures a full range of fi lm grades for applications such as food contact, packaging and agriculture, including Alkamax metallocene mLLDPE resin for applications where superior performance is required at a thinner gauge. Qenos, the Qenos brandmark, Alkathene, Alkatuff, Alkamax, Alkadyne and Alkatane are trade marks of Qenos Pty Ltd. FILM EXTRUSION AND CONVERSION 3 3 FILM EXTRUSION AND CONVERSION TABLE OF CONTENTS PART A. FILM EXTRUSION 6 GRADE SELECTION FOR FILM EXTRUSION 6 Comparison of Product Types and Classes 6 Blending of LLDPE, mLLDPE and LDPE 7 Blending of HDPE with LLDPE and LDPE 8 Coextrusion 8 FILM EXTRUSION TECHNOLOGY 8 Process Description 8 Blown Film Parameters 9 RHEOLOGICAL CONSIDERATIONS 10 Flow in Shear 10 Extensional Flow 11 Melt Relaxation 11 Surface Melt Fracture 11 THE EXTRUSION PROCESS 12 Extruder Drive System 12 Heating and Cooling the Barrel 12 SCREW DESIGN 13 Conventional Screw Design 13 Modified and High Performance Screws 13 Barrier Flighted Screws 13 Extruder Head 14 Grooved Feed Section 14 FILM EXTRUSION DIES 14 Types of Film Die 15 Spiral Mandrel Dies 15 Coextrusion Film Dies 16 Die Design Principles for LDPE Polymers 16 Die Design Principles for LLDPE and mLLDPE Polymers 16 Wide Die Gap Extrusion 16 Narrow -

FAQ About Recycling Cartons
FREQUENTLY ASKED QUESTIONS ABOUT CARTONS WHAT IS A CARTON? » Cartons are a type of packaging for food and beverage products you can purchase at the store. They are easy to recognize and are available in two types—shelf-stable and refrigerated. Shelf-stable cartons (types of products) Refrigerated (types of products) » Juice » Milk » Milk » Juice » Soy Milk » Cream » Soup and broth » Egg substitutes » Wine You will find these You will find these products in the chilled products on the shelves sections of grocery stores. in grocery stores. WHAT ARE CARTONS MADE FROM? » Cartons are mainly made from paper in the form of paperboard, as well as thin layers of polyethylene (plastic) and/or aluminum. Shelf-stable cartons contain on average 74% paper, 22% polyethylene and 4% aluminum. Refrigerated cartons contain about 80% paper and 20% polyethylene. ARE CARTONS RECYCLABLE? » Yes! Cartons are recyclable. In fact, the paper fiber contained in cartons is extremely valuable and useful to make new products. WHERE CAN I RECYCLE CARTONS? » To learn if your community accepts cartons for recycling, please visit RecycleCartons.com or check with your local recycling program. HOW DO I RECYCLE CARTONS? » Simply place the cartons in your recycle bin. If your recycling program collects materials as “single- stream,” you may place your cartons in your bin with all the other recyclables. If your recycling program collects materials as “dual-stream” (paper items together and plastic, metal and glass together), please place cartons with your plastic, metal and glass containers. WAIT, YOU JUST SAID CARTONS ARE MADE MAINLY FROM PAPER. Don’t I WANT TO PUT THEM WITH OTHER PAPER RECYCLABLES? » Good question. -
What Notto Recycle Curbside
NEWSPAPERS • Newspaper Newspapers must be bundled and tied • Inserts that come w/newspapers, such with string or twine. Shredded paper as comics, glossy coupons, must be in clear or labeled plastic bags. TV/magazine sections & colored food/store ads GLASS BOTTLES, ALL PLASTIC BOTTLES • Glass bottles (all colors) #1 - #7 Examples: Water, soda, milk, & CONTAINERS (#1 - #7 ), STEEL, • Glass jars (all colors) juice, soap, detergent, bleach, BIMETAL & ALUMINUM CANS These • Steel cans shampoo and cleaning-agent bottles. items should be rinsed thoroughly and • Bimetal cans You may also include peanut butter, placed inside your recycling bucket. Only • Aluminum cans yogurt and diaper-wipe containers, margarine tubs, plastic trays and the items listed at right are acceptable. • All plastic bottles and clear plastic clamshell containers Crush all plastic bottles to save space. containers #1 - #7 from restaurant salad bars. Remove caps. NO STYROFOAM® OTHER PAPER/JUNK MAIL • Magazines • Catalogs Other paper should be placed in a brown • Writing/school paper • Phone books paper bag or cardboard box and placed • All envelopes • Store fliers w/mailing labels next to your blue bucket. • Copy paper • Office paper • Paperback books • Non-metallic gift wrap • Hardcover books • Greeting cards w/hard covers removed CORRUGATED CARDBOARD, • Corrugated cardboard • Tissue boxes CHIPBOARD & PIZZA BOXES • Pizza boxes (clean!) • Paper towel rolls Corrugated cardboard must be cut into • Brown bags 2 ft. x 2 ft. squares and tied with string or • Chipboard boxes including: twine. Please include pizza boxes & cereal, cookie, pasta, cake, cracker, chipboard with corrugated cardboard. detergent (remove plastic liners), Place tied bundle (pizza boxes, chipboard gift, shoe, shirt and any retail & cardboard) next to your recycling boxes. -

Different Perspectives for Assigning Weights to Determinants of Health
COUNTY HEALTH RANKINGS WORKING PAPER DIFFERENT PERSPECTIVES FOR ASSIGNING WEIGHTS TO DETERMINANTS OF HEALTH Bridget C. Booske Jessica K. Athens David A. Kindig Hyojun Park Patrick L. Remington FEBRUARY 2010 Table of Contents Summary .............................................................................................................................................................. 1 Historical Perspective ........................................................................................................................................ 2 Review of the Literature ................................................................................................................................... 4 Weighting Schemes Used by Other Rankings ............................................................................................... 5 Analytic Approach ............................................................................................................................................. 6 Pragmatic Approach .......................................................................................................................................... 8 References ........................................................................................................................................................... 9 Appendix 1: Weighting in Other Rankings .................................................................................................. 11 Appendix 2: Analysis of 2010 County Health Rankings Dataset ............................................................ -
Technical Drawing: Selecting Your Paper
Published on L'atelier Canson (https://www.lateliercanson.com) Accueil > Technical drawing: Selecting your paper Retour à la liste d'articles [1] Technical drawing: Selecting your paper [2] Le matériel [5] Notez cet article Give Technical drawing: ? Selecting your paper 3/5 Taux Texture, format, thickness, grid: a wide range of paper, tracing paper and transparent film readily adapts to all your creations. 1. Grammage It conditions the paper's thickness and is measured as grams per square meter: fine papers (under 90 g/m²) are appropriate for sketching, intermediate (up to 200 g/m²), adapt to most kinds of work, thick (300 g and more) are designed for wet media such as watercolor. 2. Format It is standardized and comes in six formats: from A0 (1 (m)2), up to A5 (the smallest one). Each format represents half of the previous one. Most used are the two classics, A3 and A4. 3. Texture The quality of a technical drawing relies on perfect lines: opt for slightly textured paper, whether fine grained or satin finish, and even completely smooth, such as Bristol board. Memo: There?s a paper for every medium Graphite: white or slightly tinted (beige, ocher, gray?). Color pencils: fine grained to make the pigments hold. Markers: paper known as "layout" paper holds ink and limits smudges. 4. Graph paper Technical drawing implies high precision. Choose it taking your subject's constraints into account. White drawing paper and Bristol board are available as graph paper. The covers of "to scale" pads of tracing paper come as 5 mm grid charts. -

Brown Paper Goods Company 2016 STOCK PRODUCT CATALOG
Page 1 Brown Paper Goods Company 2016 STOCK PRODUCT CATALOG Manufacturers of Specialty Bags & Sheets for the Food Service Industry Since 1918 3530 Birchwood Drive Waukegan, IL 60085-8334 Phone (800) 323-9099 Fax (847) 688-1458 www.brownpapergoods.com BROWN PAPER GOODS CATALOG 2015 Page 2 CONTENTS 2 CONTENTS GENERAL INFORMATION 3 TERMS AND CONDITIONS PAN LINER 4 BAKING PAN LINERS 5 PLAIN WRAPS FLAT WRAP 6 PRINTED WRAPS 7 FOIL WRAPS INTERFOLD 8 INTERFOLDED SHEETS 9 POPCORN BAGS 10 PIZZA BAGS 11 HOT DOG AND SUB BAGS BAGS - FAST FOOD 12 FOIL HOT DOG AND SANDWICH BAGS 13 FRENCH FRY BAGS 14 PLAIN SANDWICH BAGS 15 PRINTED SANDWICH BAGS 16 WHITE MG & WAXED BREAD BAGS BAGS - BAKERY BREAD 17 PRINTED BREAD BAGS 18 NATURAL PANEL BAGS 19 WAXSEAL AUTOMATIC BAKERY BAGS BAGS - S.O.S AUTOMATIC STYLE 20 CARRY OUT SACKS & SCHOOL LUNCH BAGS BAGS - COFFEE / CANDY 21 COFFEE / CANDY DUPLEX AUTOMATIC BAGS BAGS - DELI DUPLEX CARRY-OUT 22 A LA CARTE CARRY-OUT DELI BAGS 23 STEAK PAPER DISPLAY SHEETS 24 STEAK PAPER ROLLS 25 WHITE BUTCHER & TABLE COVER ROLLS ROLLS AND DELI SHEETS 26 FREEZER ROLLS 27 PATTY PAPERS - BUTCHER SHEETS 28 NATURAL BUTCHER, & MARKET ROLLS 29 DOGGIE - CANDY BAGS - GIBLET BAGS TABLE TOP - HOSPITALITY - GIBLET 30 NAPKIN RING BANDS 31 SILVERWARE BAGS - JAN SAN - HOSPITALITY ITEMS 32 GLASSINE BAGS GLASSINE & CELLOPHANE 33 CELLOPHANE BAGS & SHEETS PRODUCE BAGS 34 POLY MESH PRODUCE HARVEST BAGS 35 CATEGORY INDEX INDICES 36 NUMERICAL INDEX A 37 NUMERICAL INDEX B Brown Paper Goods Company 3530 Birchwood Drive Waukegan, IL 60085 (800) 323-9099 www.brownpapergoods.com Page 3 BROWN PAPER GOODS TERMS & CONDITIONS Terms of Sale Freight Full freight allowed on combined shipments of 1,000 pounds or more to all states except Alaska and Hawaii.