Wire Wrapped Joints Review P
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Wire Wrapping Tools 42-45 Connector Tools 46 Spring Hooks 47 Alignment Tools 48 Burnishers 49 Force Gauges 50 Knockout Kit 51
Div. of Jonard Industries Tools for Telecom, Fiber Optics, CATV, Wireless and Electronics Industries Installation • Maintenance • Repair OVER 50 YEARS OF MANUFACTURING EXCELLENCE Catalog No. 110 Div. of Jonard Industries Established 1958 Established 1946 DESIGN TECHNOLOGY PRECISION QUALITY Established in 1958; Jonard Industries Corp is a prime manufacturer of Tools for the Telecom, Fiber Optic, CATV and Electronic Industries with designs for installation, maintenance and repair. The company was founded by engineers and technically oriented professionals whose spirit, guidance and influence continue to this very day. Jonard products are used in diversified applications. Our tools are used on “Airforce- One”, the space shuttle, nuclear submarines, and down to earth applications such as computers, telephone installations and production lines. We are proud to include AT&T, IBM, Hewlett Packard, Boeing, United Technologies, Comcast, Time Warner and many other prestigious companies on the list of satisfied Jonard customers. Our customers now number in the tens-of-thousands, due to our reputation, technical skills, dedication and our ability to meet their ever-increasing demands. Established in 1946; OK Industries blossomed as a major force in the telecommunications and electronics industries. In February 2003 Jonard Industries merged the operations of OK Industries into the “Jonard Family of Companies.” The result of this acquisition is a Global Manufacturing Powerhouse with over 100 years of combined experience. 134 Marbledale Road, Tuckahoe, -

Breadboarding And, As You’Ll See, More Flexible When Using the Techniques I’M Going to Tell You About
circuits and is best suited for building digital circuits. These techniques can FEATURE also be applied to analog or RF designs. The basic prototyping material is ARTICLE perfboard, such as that sold at Radio Shack. This material has holes on 0.1² (2.54-mm) centers and is available in Stuart Ball several sizes. The holes match the pin spacing on DIP ICs and many other components. You can get perfboard with plated- through pads on every hole, but I pre- fer the type without pads. It’s cheaper Breadboarding and, as you’ll see, more flexible when using the techniques I’m going to tell you about. GROUNDING A key area where many digital and microprocessor designs have problems is grounding. Early digital designs often used two-layer printed circuit boards, ometimes the with power and ground traces mixed s best way to test a with the signal traces on the top and With this offering, Stuart new circuit is to pro- bottom layers. pumps new life into the dy- totype it. If you are plan- As clock speeds and edge rates go ning to build only one, the prototype up, simple grounds such as this are less ing technique of may be the only one you ever put to- effective. A modern production digital prototyping. For electronics gether. Unfortunately, prototyping is design will typically use one or more slowly dying out in the electronics ground planes between the signal lay- experimenters, the cost of industry. Modern CAD tools let you ers to get a low-impedance ground. It is making a circuit board is too produce a circuit board layout in a few difficult to duplicate this with most hours. -
MPS Series, Snap Action
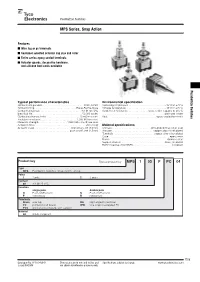
Pushbutton Switches MPS Series, Snap Action Features I Wire lug or pc terminals I Customer selected actuator cap size and color I Entire series epoxy sealed terminals I Actuator guards, decorative hardware, and silicone boot seals available Pushbutton Switches Typical performance characteristics Environmental specification Contact configuration. SPDT, DPDT Operating temperature . -15°C to +70°C Contact timing. Break-Before-Make Storage temperature . -15°C to +70°C Contact rating max. 3 A @ 125 VAC Solder heat resistance . wave solder capable to 265°C Electrical life. 50.000 cycles . and hand solder Contact resistance, initial . 10 mOhms max. Seal . epoxy sealed terminals Insulation resistance . 1,000 MOhms min. Dielectric strength . 1,500 Volts rms @ sea level Actuation force . 200-700 gf Material specifications Actuator travel . momentary .04 (1.0mm) Contacts . phosphor bronze silver clad . push on/off .098 (2.5mm) Actuator. copper alloy nickel plated Terminals . copper alloy silver plated Case . epoxy resin Frame. stainless steel Support Bracket . brass tin plated RoHS Directive 2002/95/EC . compliant Product key Typical product key MPS 1 03 F PC 04 Type MPS Pushbutton Switches, Snap Action, 3Amp Poles 1 1 pole 2 2 poles Contact 03 3 A @125 VAC Function single pole double pole D Push-On/Push-Off N Push-On/Push-Off F momentary R momentary Terminals blank wire lug RA right angle PC terminal PC printed circuit board WW wire wrap or extended PC PCV printed citrcuit board, with support Material 04 RoHS compliant D25 Catalogue No. 8-1773450-9 Dimensions are in mm and inches and Specifications subject to change. -

Cable Glossary
A / B / C / D / E / F / G / H / I / J / K / L / M / N / O / P / Q / R / S / T / U / V / W / X / Y / Z [ A ] Abrasion Resistance - Ability of a wire, cable or material to resist surface wear. AB Switch – a coaxial cable switch capable of switching one cable to one of two branch cable, A or B AC – 1) alternating current, 2) a UL cable type with flexible metal tape armor ACAR – aluminum conductor, aluminum-reinforced cable Accelerated Life Test - An accelerated life test is a test in which certain factors such as voltage, temperature, etc. to which a cable is subjected are increased in magnitude above normal operating values to obtain observable deterioration in a reasonable period of time and thereby afford some measure of the probable cable life under operating voltage, temperature, etc. Accelerator - A chemical additive which hastens a chemical reaction under specific conditions. A.C. Resistance - The total resistance offered by a device in an alternating resistance ACCR – aluminum conductor, composite reinforced aerial cable. Contains ceramic strength member to reduce sag at high temperatures (up to 210°C) ACSR – aluminum conductor, steel reinforced. A bare composite of aluminum and steel wires, usually aluminum around steel Acceptance Testing – after installation and before the cable is placed in regular service the specified test voltage is applied for 15 consecutive minutes Activator - A chemical additive used to initiate the chemical reaction in a specific current circuit due to inductive and capacitive effects, as well as the direct current chemical mixture. Active Current - In an alternating current, a component in phase with the voltage; the working component as distinguished from the idle or wattles component. -

Model 3124 ADSL2+ Ipdslam User Manual
Model 3124 ADSL2+ IpDSLAM User Manual Important This is a Class A device and is not intended for use in a residential environment. Sales Office: +1 (301) 975-1000 Technical Support: +1 (301) 975-1007 E-mail: [email protected] WWW: www.patton.com Part Number: 07M3124, Rev. A Revised: March 16, 2012 Patton Electronics Company, Inc. 7622 Rickenbacker Drive Gaithersburg, MD 20879 USA tel: +1 (301) 975-1000 fax: +1 (301) 869-9293 support: +1 (301) 975-1007 web: www.patton.com e-mail: [email protected] Copyright © 2012, Patton Electronics Company. All rights reserved. The information in this document is subject to change without notice. Patton Electronics assumes no liability for errors that may appear in this document. The software described in this document is furnished under a license and may be used or copied only in accordance with the terms of such license. Summary Table of Contents 1 Introduction.................................................................................................................................................... 7 2 Hardware Installation.................................................................................................................................... 11 3 Configuration................................................................................................................................................ 19 4 Operation and Maintenance.......................................................................................................................... 42 5 Troubleshooting........................................................................................................................................... -
Global License
® Association Connecting Electronics Industries DRM-WHA-A (G) Global License This PDF document is licensed for simultaneous usage on every computer throughout all company facilities and locations. Global License files may be opened, copied or downloaded onto individual computers, or over computer networks, intranets, internet or web. Appropriate security measures and policies must be in place to prevent access to this PDF version of the IPC-DRM-WHA-A by anyone from outside the licensed company. DEMO ONLY Version This is a promotional sample of the IPC Training and Reference Guide — DRM-WHA-A / PDF Version. Please do not use this SAMPLE for training or reference purposes. IPC is a not-for-profit association for the electronics industry. Please respect our copyright. You may order printed or PDF versions of DRM-WHA-A from IPC at: www.ipctraining.org, [email protected], or call (847) 597-2862. Table of Contents Wire Harness Assembly Training & Reference Guide IPC DRM-WHA-A Table of Contents page Introduction to Wire Harness Assembly 2 Lead Free Soldering 6 Classification 8 Acceptance Criteria 9 Wire 10 Crimping 14 Open Barrel Crimps 15 Closed Barrel Crimps 24 Insulation Displacement 29 Ribbon Cable 30 Discrete Wire 37 Soldering Terminals 47 Wire Tinning 48 Pierced Terminals 49 Cup Terminals 53 Glossary 57 Based on: IPC/WHMA-A-620, Rev. A Requirements and Acceptance for Cable and Wire Harness Assemblies Wire Harness Assembly – Training & Reference Guide Introduction IntroductionWires This reference guide provides the basic criteria for preparing and terminating wires and cables used in wire harness assemblies as defined in the IPC/WHMA-A-620. -

OK INDUSTRIES Wire Wrap Tools, Strippers & Accessories
OK INDUSTRIES Wire Wrap Tools, Strippers & Accessories JIC WIRE STRIPPER AND CUTTER A B C D Features: • 6 ¾" and weight 4.5 ounces MOUSER Price Each Fig. Description STOCK NO. 1 5 801-JIC-1022 A Wire Stripper and Cutter 10-20AWG 9.10 8.65 801-JIC-1626 A Wire Stripper and Cutter 16-26AWG 9.10 8.65 801-JIC-2030 A Wire Stripper and Cutter 20-30AWG 9.10 8.65 UNIVERSAL CABLE STRIPPING TOOL AND COAXIAL CABLE STRIPPER TOOL 801-UST-500 B Universal Stripping Tool (59/6) 13.25 13.25 801-UST-100 C Coax Stripping Tool RG59/6 and7/11 11.90 11.90 E F G H CABLE STRPPER AND KITS 801-CST-1900 D Round Cable Stripper 47.90 45.50 801-ND-631 E Hollow Shaft Nut Driver Kit 42.90 40.76 801-TK-400 F Splicer's Kit 26.25 24.94 KSW WIRE WRAPPING WIRE ROLLS FOR CUT/STRIP/WRAP APPLICATIONS • Low strip force KYNAR insulated wire for use with CSW bits and sleeves. Replace the blank in part number with: B for Blue, W for White, R for Red, Y for Yellow, BLK for Black. MOUSER OK Industries AWG Insulation 100' Spool 1000' Spool Fig. STOCK NO. Part No. Size Dia. (in.) 1 5 1 5 I J K L 801-KSW24___ KSW24__-0100 G 24 .030 25.72 24.72 - - 801-KSW26___ KSW26__-0100 G 26 .027 23.62 22.70 - - 801-KSW28___ KSW28__-0100 G 28 .0235 23.62 22.70 - - 801-KSW30___ KSW30__-0100 G 30 .0195 22.58 21.70 - - 801-KSW30___-1000 KSW30__1000 G 30 .0195 - - 85.08 79.44 KYNAR INSULATED, SILVER PLATED COPPER CONDUCTOR Replace the blank in part number with: B for Blue, W for White, R for Red, Y for Yellow. -

Collin's Lab: Breadboards & Perfboards
Collin's Lab: Breadboards & Perfboards Created by Collin Cunningham Last updated on 2018-08-22 03:41:55 PM UTC Guide Contents Guide Contents 2 Video 3 Transcript 4 Learn More 13 Breadboard 13 Perfboard 14 © Adafruit Industries https://learn.adafruit.com/collins-lab-breadboards-and-perfboards Page 2 of 14 Video A circuit can live in many forms – most of them being ‘board’ forms. Likely the two most important for DIYers are the easily-modifiable breadboard and resilient yet still versatile perfboard. Taking a design from schematic to breadboard, and subsequently perfboard, is a vital process to the electronics maker – learn it, live it, love it! © Adafruit Industries https://learn.adafruit.com/collins-lab-breadboards-and-perfboards Page 3 of 14 Transcript Circuit schematics are very nice things … all these components floating in a lovely two-dimensional world with ideal placement & perfect connections … a nice idea. But eventually … we have to make them real. And in reality, a circuit usually exists on some type of circuit board - like say, a breadboard for example. Breadboards offer the most flexible way to assemble a circuit - build it, change it, scrap it, start over - all good, breadboard don’t mind at all. And that’s because it doesn’t require any soldering. © Adafruit Industries https://learn.adafruit.com/collins-lab-breadboards-and-perfboards Page 4 of 14 Beneath all those holes, a breadboard houses an army of springy metal clips which hold component leads in place while providing electrical connections between them. … though you may want to avoid taking one apart. When we place a component on a breadboard, we’re essentially wiring it into one of those internally connected rows. -
The Technology of Wire Wrapping
THE TECHNOLOGY OF WIRE WRAPPING A wire wrapped connection is made by coiling the wire around the sharp corners of a terminal under mechanical tension. This method of connection was developed by Bell Telephone Laboratories, Western Electric Company. Five Steps To Make A Regular Modified Wire Size Chart Wire Wrap Connection Bare Wire Dia. AWG SWG (USA) (GB) 1 In. mm .0403 1.022 18 .040 1.016 19 .036 0.914 19 20 2 .032 0.813 20 21 A “Regular” bit wraps the bare wire around the .028 0.711 21 22 terminal. A “Modified” bit wraps a portion of .0253 0.643 22 insulation around the terminal in addition to the .024 0.61 23 bare wire. This greatly increases the ability to 3 withstand vibration. .0226 0.574 23 .022 0.559 24 A distinct advantage of wire wrapping is the .0201 0.51 24 ease with which a wire may be removed from .020 0.508 25 4 a terminal to correct errors or modify wiring. .018 0.457 26 An unwrap tool is slipped over the terminal, .0179 0.455 25 engaging the first turn of the connection. .0164 0.417 27 5 Rotating the tool, the connection is removed in .0159 0.404 26 seconds, without damage to the terminal. .0148 0.376 28 .0142 0.361 27 There is a constant surveillance of manufacturing .0136 0.345 29 dimensions. Each wrapping bit is subjected to a “Strip” Force Chart* .0126 0.320 28 series of “Qualification Tests”. These consist of Minimun .0124 0.315 30 Wire Size Minimum wrapping groups of wire on various types of Number Strip Force terminals. -

Wire Wrap Tool Kits
WIRE WRAPPING TOOLS & ACCESSORIES • Wire Wrapping Guns ................................................................................. 4-6 • Bits and Sleeves........................................................................................ 7-9 • Hand Wrapping and Unwrapping Tools ................................................. 10-12 • Semi-Automatic Wire Wrapping Systems................................................... 13 • Wire ............................................................................................................ 14 • Wire Wrap Tool Kits .................................................................................... 16 • Wire Strippers........................................................................................ 18-19 FIBER OPTIC & CABLE TOOLS • Patch Cords / Connectors .......................................................................... 20 • Cleaning ..................................................................................................... 21 • Cleavers ..................................................................................................... 22 • Cutting Shears ........................................................................................... 23 • Cable Strippers ..................................................................................... 24-25 • Cable Reel & Reel Saver ........................................................................... 26 • Heavy Duty Utility Knives .......................................................................... -

CNI Product Catalogue
Comtest Networks 171 MacFarlane Road Unit E Ottawa, ON K2E 6V4 Product Catalogue 07/23/2021 Comtest Networks Inc. (CNI) comtestnetworks.com [email protected] 1 Table of Contents Central Office/CEV/WIC ............................................................................................................................ 4 2112 Series ...................................................................................................................................................... 4 2811 Series ...................................................................................................................................................... 4 2812 Series ...................................................................................................................................................... 4 3000 Series ...................................................................................................................................................... 4 4000 Series ...................................................................................................................................................... 5 H192 Shelf Assembly ...................................................................................................................................... 5 5-Pin Protection Modules ................................................................................................................................ 5 Terminal Blocks .............................................................................................................................................. -

Equipment Memorandum ~ W
~ I (.) en~ I equipment memorandum ~ w SOLDERLESS VVRAPPED CONNECTIONS • CONTE NTS Page 1 . INTRODUCTION 2 2. TECHNICAL DESCRIPTION . 3 3. CONNECTION STANDARDS . • 7 4. TOOLS AND OPERATION •. 11 5. QUALITY CHARACT E RISTICS . 13 6. P RACTICAL SUGGESTIONS F OR SOL DERLESS WRAP 15 Fig ure 1. Th e Wire- Wrap tool . AUTOMATIC ELECTRIC • Subsidiary of GENERAL TELEPHONE & ELECTRONICS Copyrig h t 1 960 by Au tomatic E lectric Com pany EM-SVVC-1 TCI Library www.telephonecollectors.info SOLDERLESS WRAPPED CONNECTIONS 1. INTRODUCTION The operation of connecting wires to metal terminals in a central office is numerous and probably uncountable. Many connections are made at the factory and during installation of new equipment. But a substantial number are made during normal operation of a telephone exchange. Success in telephone operation depends on the performance of these connections. In the past few years de ve 1 op men ts have been made in solder less wrap tooling and methods. The connection made by a solder less Wire-Wrap tool is ·fully equal to and in many ways superior to the wide spread conventional method of soldering terminal connections. It is the purpose of this Equipment Memorandum to examine, describe and evaluate the solderless wrap method of making electrical connections. It will attempt to show the operating telephone company how to use the equipment in making connections and why the change to solderless wrap has been made. 1.1 Solderless Wrap Development The past 30 years have seen great progress in the design and manufacture of electrical devices. In the telephone industry strides have been made to increase service both by way of speed and availability.