Computer-Aided Manufacturing for Electronic Circuit Board Fabrication
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Transistor Circuit Guidebook Byron Wels TAB BOOKSBLUE RIDGE SUMMIT, PA
TAB BOOKS No. 470 34.95 By Byron Wels TransistorCircuit GuidebookByronWels TABBLUE RIDGE BOOKS SUMMIT,PA. 17214 Preface beforemeIa supposepioneer (along the my withintransistor firstthe many field.experiencewith wasother Weknown. World were using WarUnlike solid-stateIIsolid-state GIs) today's asdevices somewhat experimen- receivers marks of FIRST EDITION devicester,ownFirst, withsemiconductors! youwith a choice swipedwhichor tank. ofto a sealed,Here'sexperiment, pairThen ofhow encapsulated, you earphones we carefullywe did had it: from totookand construct the veryonenearest exoticof our the THIRDSECONDFIRST PRINTING-SEPTEMBER PRINTING-AUGUST PRINTING-JANUARY 1972 1970 1968 plane,wasyouAnphonesantenna. emptywound strung jeep,apart After toiletfull outand ofclippingas paper wire,unwoundhigh closelyrollandthe servedascatchthe far spaced.wire offas as itfrom a thewouldsafetyThe thecoil remaining-pin,magnetreach-for form, you inside.which stuckwire the Copyright © 1968by TAB BOOKS coatedNext,it into youneeded,a hunkribbons of -ofwooda razor -steel, soblade.the but point Oh,aItblued was noneprojected placedblade of the -quenchat so fancy right the pointplastic-bluedangles.of -, Reproduction or publicationPrinted inof the ofAmerica the United content States in any manner, with- themindfoundphoneground pin you,the was couldserved right not wired contact lacquerspotas toa onground blade, it. theblued.blade'sAconnector, pin,bayonet bluing,and stuck antennaand you hilt thecould coil.-deep other actuallyIfin ear- youthe isoutherein. assumed express -
Wire Wrapping Tools 42-45 Connector Tools 46 Spring Hooks 47 Alignment Tools 48 Burnishers 49 Force Gauges 50 Knockout Kit 51
Div. of Jonard Industries Tools for Telecom, Fiber Optics, CATV, Wireless and Electronics Industries Installation • Maintenance • Repair OVER 50 YEARS OF MANUFACTURING EXCELLENCE Catalog No. 110 Div. of Jonard Industries Established 1958 Established 1946 DESIGN TECHNOLOGY PRECISION QUALITY Established in 1958; Jonard Industries Corp is a prime manufacturer of Tools for the Telecom, Fiber Optic, CATV and Electronic Industries with designs for installation, maintenance and repair. The company was founded by engineers and technically oriented professionals whose spirit, guidance and influence continue to this very day. Jonard products are used in diversified applications. Our tools are used on “Airforce- One”, the space shuttle, nuclear submarines, and down to earth applications such as computers, telephone installations and production lines. We are proud to include AT&T, IBM, Hewlett Packard, Boeing, United Technologies, Comcast, Time Warner and many other prestigious companies on the list of satisfied Jonard customers. Our customers now number in the tens-of-thousands, due to our reputation, technical skills, dedication and our ability to meet their ever-increasing demands. Established in 1946; OK Industries blossomed as a major force in the telecommunications and electronics industries. In February 2003 Jonard Industries merged the operations of OK Industries into the “Jonard Family of Companies.” The result of this acquisition is a Global Manufacturing Powerhouse with over 100 years of combined experience. 134 Marbledale Road, Tuckahoe, -
Electronic Circuit Design and Component Selecjon
Electronic circuit design and component selec2on Nan-Wei Gong MIT Media Lab MAS.S63: Design for DIY Manufacturing Goal for today’s lecture • How to pick up components for your project • Rule of thumb for PCB design • SuggesMons for PCB layout and manufacturing • Soldering and de-soldering basics • Small - medium quanMty electronics project producMon • Homework : Design a PCB for your project with a BOM (bill of materials) and esMmate the cost for making 10 | 50 |100 (PCB manufacturing + assembly + components) Design Process Component Test Circuit Selec2on PCB Design Component PCB Placement Manufacturing Design Process Module Test Circuit Selec2on PCB Design Component PCB Placement Manufacturing Design Process • Test circuit – bread boarding/ buy development tools (breakout boards) / simulaon • Component Selecon– spec / size / availability (inventory! Need 10% more parts for pick and place machine) • PCB Design– power/ground, signal traces, trace width, test points / extra via, pads / mount holes, big before small • PCB Manufacturing – price-Mme trade-off/ • Place Components – first step (check power/ground) -- work flow Test Circuit Construc2on Breadboard + through hole components + Breakout boards Breakout boards, surcoards + hookup wires Surcoard : surface-mount to through hole Dual in-line (DIP) packaging hap://www.beldynsys.com/cc521.htm Source : hap://en.wikipedia.org/wiki/File:Breadboard_counter.jpg Development Boards – good reference for circuit design and component selec2on SomeMmes, it can be cheaper to pair your design with a development -

Integrated Circuits
CHAPTER67 Learning Objectives ➣ What is an Integrated Circuit ? ➣ Advantages of ICs INTEGRATED ➣ Drawbacks of ICs ➣ Scale of Integration CIRCUITS ➣ Classification of ICs by Structure ➣ Comparison between Different ICs ➣ Classification of ICs by Function ➣ Linear Integrated Circuits (LICs) ➣ Manufacturer’s Designation of LICs ➣ Digital Integrated Circuits ➣ IC Terminology ➣ Semiconductors Used in Fabrication of ICs and Devices ➣ How ICs are Made? ➣ Material Preparation ➣ Crystal Growing and Wafer Preparation ➣ Wafer Fabrication ➣ Oxidation ➣ Etching ➣ Diffusion ➣ Ion Implantation ➣ Photomask Generation ➣ Photolithography ➣ Epitaxy Jack Kilby would justly be considered one of ➣ Metallization and Intercon- the greatest electrical engineers of all time nections for one invention; the monolithic integrated ➣ Testing, Bonding and circuit, or microchip. He went on to develop Packaging the first industrial, commercial and military ➣ Semiconductor Devices and applications for this integrated circuits- Integrated Circuit Formation including the first pocket calculator ➣ Popular Applications of ICs (pocketronic) and computer that used them 2472 Electrical Technology 67.1. Introduction Electronic circuitry has undergone tremendous changes since the invention of a triode by Lee De Forest in 1907. In those days, the active components (like triode) and passive components (like resistors, inductors and capacitors etc.) of the circuits were separate and distinct units connected by soldered leads. With the invention of the transistor in 1948 by W.H. Brattain and I. Bardeen, the electronic circuits became considerably reduced in size. It was due to the fact that a transistor was not only cheaper, more reliable and less power consuming but was also much smaller in size than an electron tube. To take advantage of small transistor size, the passive components too were greatly reduced in size thereby making the entire circuit very small. -

35402 Electronic Circuit R TG
Electricity and Electronics Electronic Circuit Repair Introduction The purpose of this video is to help you quickly learn the most common methods used to trou- bleshoot electronic circuits. Electronic troubleshooting skills are needed to diagnose and repair several types of devices. These devices include stereos, cameras, VCRs, and much more. As mentioned, the program will explain how to diagnose and repair different types of electronic com- ponents and circuits. Viewers will also learn how to use the specialized tools and instruments needed to test these particular types of circuits and components. If students plan to enter any type of electronics field, viewing this program will prove to be beneficial. The program is organized into major sections or topics. Each section covers one major segment of the subject. Graphic breaks are given between each section so that you can stop the video for class discussion, demonstrations, to answer questions, or to ask questions. This allows you to watch only a portion of the program each day, or to present it in its entirety. This program is part of the ten-part series Electricity and Electronics, which includes the following titles: • Electrical Principles • Electrical Circuits: Ohm's Law • Electrical Components Part I: Resistors/Batteries/Switches • Electrical Components Part II: Capacitors/Fuses/Flashers/Coils • Electrical Components Part III: Transformers/Relays/Motors • Electronic Components Part I: Semiconductors/Transistors/Diodes • Electronic Components Part II: Operation—Transistors/Diodes • Electronic Components Part III: Thyristors/Piezo Crystals/Solar Cells/Fiber Optics • Electrical Troubleshooting • Electronic Circuit Repair To order additional titles please see Additional Resources at www.filmsmediagroup.com at the end of this guide. -

Capacitors and Inductors
DC Principles Study Unit Capacitors and Inductors By Robert Cecci In this text, you’ll learn about how capacitors and inductors operate in DC circuits. As an industrial electrician or elec- tronics technician, you’ll be likely to encounter capacitors and inductors in your everyday work. Capacitors and induc- tors are used in many types of industrial power supplies, Preview Preview motor drive systems, and on most industrial electronics printed circuit boards. When you complete this study unit, you’ll be able to • Explain how a capacitor holds a charge • Describe common types of capacitors • Identify capacitor ratings • Calculate the total capacitance of a circuit containing capacitors connected in series or in parallel • Calculate the time constant of a resistance-capacitance (RC) circuit • Explain how inductors are constructed and describe their rating system • Describe how an inductor can regulate the flow of cur- rent in a DC circuit • Calculate the total inductance of a circuit containing inductors connected in series or parallel • Calculate the time constant of a resistance-inductance (RL) circuit Electronics Workbench is a registered trademark, property of Interactive Image Technologies Ltd. and used with permission. You’ll see the symbol shown above at several locations throughout this study unit. This symbol is the logo of Electronics Workbench, a computer-simulated electronics laboratory. The appearance of this symbol in the text mar- gin signals that there’s an Electronics Workbench lab experiment associated with that section of the text. If your program includes Elec tronics Workbench as a part of your iii learning experience, you’ll receive an experiment lab book that describes your Electronics Workbench assignments. -

United States Patent (19) 11
United States Patent (19) 11. Patent Number: 4,503,479 Otsuka et al. 45 Date of Patent: Mar. 5, 1985 54 ELECTRONIC CIRCUIT FOR VEHICLES, 4,244,050 1/1981 Weber et al. .............. 364/431.11 X HAVING A FAIL SAFE FUNCTION FOR 4,245,150 1/1981 Driscoll et al. ................... 361/92 X ABNORMALITY IN SUPPLY VOLTAGE 4,306,270 12/1981 Miller et al. ...... ... 361/90 X 4,327,397 4/1982 McCleery ............................. 361/90 75) Inventors: Kazuo Otsuka, Higashikurume; Shin 4,348,727 9/1982 Kobayashi et al.............. 123/480 X Narasaka, Yono; Shumpei Hasegawa, Niiza, all of Japan OTHER PUBLICATIONS 73 Assignee: Honda Motor Co., Ltd., Tokyo, #18414, Res. Disclosure, Great Britain, No. 184, Aug. Japan 1979. Electronic Design; "Simple Circuit Checks Power-S- 21 Appl. No.: 528,236 upply Faults'; Lindberg, pp. 57-63, Aug. 2, 1980. (22 Filed: Aug. 31, 1983 Primary Examiner-Reinhard J. Eisenzopf Attorney, Agent, or Firm-Arthur L. Lessler Related U.S. Application Data (57) ABSTRACT 63 Continuation of Ser. No. 297,998, Aug. 31, 1981, aban doned. An electronic circuit for use in a vehicle equipped with an internal combustion engine. The electronic circuit (30) Foreign Application Priority Data comprises a constant-voltage regulated power-supply Sep. 4, 1980 (JP) Japan ................................ 55.122594 circuit, a control circuit having a central processing unit 51) Int. Cl. ......................... H02H 3/20; HO2H 3/24 for controlling electrical apparatus installed in the vehi 52 U.S. Cl. ...................................... 361/90; 123/480; cle, and a detecting circuit for detecting variations in 340/661; 364/431.11 supply voltage supplied from the power-supply circuit. -

Breadboarding And, As You’Ll See, More Flexible When Using the Techniques I’M Going to Tell You About
circuits and is best suited for building digital circuits. These techniques can FEATURE also be applied to analog or RF designs. The basic prototyping material is ARTICLE perfboard, such as that sold at Radio Shack. This material has holes on 0.1² (2.54-mm) centers and is available in Stuart Ball several sizes. The holes match the pin spacing on DIP ICs and many other components. You can get perfboard with plated- through pads on every hole, but I pre- fer the type without pads. It’s cheaper Breadboarding and, as you’ll see, more flexible when using the techniques I’m going to tell you about. GROUNDING A key area where many digital and microprocessor designs have problems is grounding. Early digital designs often used two-layer printed circuit boards, ometimes the with power and ground traces mixed s best way to test a with the signal traces on the top and With this offering, Stuart new circuit is to pro- bottom layers. pumps new life into the dy- totype it. If you are plan- As clock speeds and edge rates go ning to build only one, the prototype up, simple grounds such as this are less ing technique of may be the only one you ever put to- effective. A modern production digital prototyping. For electronics gether. Unfortunately, prototyping is design will typically use one or more slowly dying out in the electronics ground planes between the signal lay- experimenters, the cost of industry. Modern CAD tools let you ers to get a low-impedance ground. It is making a circuit board is too produce a circuit board layout in a few difficult to duplicate this with most hours. -
MPS Series, Snap Action
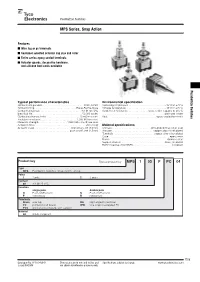
Pushbutton Switches MPS Series, Snap Action Features I Wire lug or pc terminals I Customer selected actuator cap size and color I Entire series epoxy sealed terminals I Actuator guards, decorative hardware, and silicone boot seals available Pushbutton Switches Typical performance characteristics Environmental specification Contact configuration. SPDT, DPDT Operating temperature . -15°C to +70°C Contact timing. Break-Before-Make Storage temperature . -15°C to +70°C Contact rating max. 3 A @ 125 VAC Solder heat resistance . wave solder capable to 265°C Electrical life. 50.000 cycles . and hand solder Contact resistance, initial . 10 mOhms max. Seal . epoxy sealed terminals Insulation resistance . 1,000 MOhms min. Dielectric strength . 1,500 Volts rms @ sea level Actuation force . 200-700 gf Material specifications Actuator travel . momentary .04 (1.0mm) Contacts . phosphor bronze silver clad . push on/off .098 (2.5mm) Actuator. copper alloy nickel plated Terminals . copper alloy silver plated Case . epoxy resin Frame. stainless steel Support Bracket . brass tin plated RoHS Directive 2002/95/EC . compliant Product key Typical product key MPS 1 03 F PC 04 Type MPS Pushbutton Switches, Snap Action, 3Amp Poles 1 1 pole 2 2 poles Contact 03 3 A @125 VAC Function single pole double pole D Push-On/Push-Off N Push-On/Push-Off F momentary R momentary Terminals blank wire lug RA right angle PC terminal PC printed circuit board WW wire wrap or extended PC PCV printed citrcuit board, with support Material 04 RoHS compliant D25 Catalogue No. 8-1773450-9 Dimensions are in mm and inches and Specifications subject to change. -
Digital and System Design
Digital System Design — Use of Microcontroller RIVER PUBLISHERS SERIES IN SIGNAL, IMAGE & SPEECH PROCESSING Volume 2 Consulting Series Editors Prof. Shinsuke Hara Osaka City University Japan The Field of Interest are the theory and application of filtering, coding, trans- mitting, estimating, detecting, analyzing, recognizing, synthesizing, record- ing, and reproducing signals by digital or analog devices or techniques. The term “signal” includes audio, video, speech, image, communication, geophys- ical, sonar, radar, medical, musical, and other signals. • Signal Processing • Image Processing • Speech Processing For a list of other books in this series, see final page. Digital System Design — Use of Microcontroller Dawoud Shenouda Dawoud R. Peplow University of Kwa-Zulu Natal Aalborg Published, sold and distributed by: River Publishers PO box 1657 Algade 42 9000 Aalborg Denmark Tel.: +4536953197 EISBN: 978-87-93102-29-3 ISBN:978-87-92329-40-0 © 2010 River Publishers All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, mechanical, photocopying, recording or otherwise, without prior written permission of the publishers. Dedication To Nadia, Dalia, Dina and Peter D.S.D To Eleanor and Caitlin R.P. v This page intentionally left blank Preface Electronic circuit design is not a new activity; there have always been good designers who create good electronic circuits. For a long time, designers used discrete components to build first analogue and then digital systems. The main components for many years were: resistors, capacitors, inductors, transistors and so on. The primary concern of the designer was functionality however, once functionality has been met, the designer’s goal is then to enhance per- formance. -

Parasitic Oscillation (Power MOSFET Paralleling)
MOSFET Parallening (Parasitic Oscillation between Parallel Power MOSFETs) Description This document explains structures and characteristics of power MOSFETs. © 2017 - 2018 1 2018-07-26 Toshiba Electronic Devices & Storage Corporation Table of Contents Description ............................................................................................................................................ 1 Table of Contents ................................................................................................................................. 2 1. Parallel operation of MOSFETs ........................................................................................................... 3 2. Current imbalance caused by a mismatch in device characteristics (parallel operation) ..................... 3 2.1. Current imbalance in steady-state operation ......................................................................................... 3 2.2. Current imbalance during switching transitions ............................................................................. 3 3. Parasitic oscillation (parallel operation) ............................................................................................... 4 3.1. Gate voltage oscillation caused by drain-source voltage oscillation ........................................... 4 3.2. Parasitic oscillation of parallel MOSFETs .......................................................................................... 5 3.2.1. Preventing parasitic oscillation of parallel MOSFETs .............................................................................. -

Integrated Circuit Design Macmillan New Electronics Series Series Editor: Paul A
Integrated Circuit Design Macmillan New Electronics Series Series Editor: Paul A. Lynn Paul A. Lynn, Radar Systems A. F. Murray and H. M. Reekie, Integrated Circuit Design Integrated Circuit Design Alan F. Murray and H. Martin Reekie Department of' Electrical Engineering Edinhurgh Unit·ersity Macmillan New Electronics Introductions to Advanced Topics M MACMILLAN EDUCATION ©Alan F. Murray and H. Martin Reekie 1987 All rights reserved. No reproduction, copy or transmission of this publication may be made without written permission. No paragraph of this publication may be reproduced, copied or transmitted save with written permission or in accordance with the provisions of the Copyright Act 1956 (as amended), or under the terms of any licence permitting limited copying issued by the Copyright Licensing Agency, 7 Ridgmount Street, London WC1E 7AE. Any person who does any unauthorised act in relation to this publication may be liable to criminal prosecution and civil claims for damages. First published 1987 Published by MACMILLAN EDUCATION LTD Houndmills, Basingstoke, Hampshire RG21 2XS and London Companies and representatives throughout the world British Library Cataloguing in Publication Data Murray, A. F. Integrated circuit design.-(Macmillan new electronics series). 1. Integrated circuits-Design and construction I. Title II. Reekie, H. M. 621.381'73 TK7874 ISBN 978-0-333-43799-5 ISBN 978-1-349-18758-4 (eBook) DOI 10.1007/978-1-349-18758-4 To Glynis and Christa Contents Series Editor's Foreword xi Preface xii Section I 1 General Introduction