Electrical Termination Techniques
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Wire Wrapping Tools 42-45 Connector Tools 46 Spring Hooks 47 Alignment Tools 48 Burnishers 49 Force Gauges 50 Knockout Kit 51
Div. of Jonard Industries Tools for Telecom, Fiber Optics, CATV, Wireless and Electronics Industries Installation • Maintenance • Repair OVER 50 YEARS OF MANUFACTURING EXCELLENCE Catalog No. 110 Div. of Jonard Industries Established 1958 Established 1946 DESIGN TECHNOLOGY PRECISION QUALITY Established in 1958; Jonard Industries Corp is a prime manufacturer of Tools for the Telecom, Fiber Optic, CATV and Electronic Industries with designs for installation, maintenance and repair. The company was founded by engineers and technically oriented professionals whose spirit, guidance and influence continue to this very day. Jonard products are used in diversified applications. Our tools are used on “Airforce- One”, the space shuttle, nuclear submarines, and down to earth applications such as computers, telephone installations and production lines. We are proud to include AT&T, IBM, Hewlett Packard, Boeing, United Technologies, Comcast, Time Warner and many other prestigious companies on the list of satisfied Jonard customers. Our customers now number in the tens-of-thousands, due to our reputation, technical skills, dedication and our ability to meet their ever-increasing demands. Established in 1946; OK Industries blossomed as a major force in the telecommunications and electronics industries. In February 2003 Jonard Industries merged the operations of OK Industries into the “Jonard Family of Companies.” The result of this acquisition is a Global Manufacturing Powerhouse with over 100 years of combined experience. 134 Marbledale Road, Tuckahoe, -

Breadboarding And, As You’Ll See, More Flexible When Using the Techniques I’M Going to Tell You About
circuits and is best suited for building digital circuits. These techniques can FEATURE also be applied to analog or RF designs. The basic prototyping material is ARTICLE perfboard, such as that sold at Radio Shack. This material has holes on 0.1² (2.54-mm) centers and is available in Stuart Ball several sizes. The holes match the pin spacing on DIP ICs and many other components. You can get perfboard with plated- through pads on every hole, but I pre- fer the type without pads. It’s cheaper Breadboarding and, as you’ll see, more flexible when using the techniques I’m going to tell you about. GROUNDING A key area where many digital and microprocessor designs have problems is grounding. Early digital designs often used two-layer printed circuit boards, ometimes the with power and ground traces mixed s best way to test a with the signal traces on the top and With this offering, Stuart new circuit is to pro- bottom layers. pumps new life into the dy- totype it. If you are plan- As clock speeds and edge rates go ning to build only one, the prototype up, simple grounds such as this are less ing technique of may be the only one you ever put to- effective. A modern production digital prototyping. For electronics gether. Unfortunately, prototyping is design will typically use one or more slowly dying out in the electronics ground planes between the signal lay- experimenters, the cost of industry. Modern CAD tools let you ers to get a low-impedance ground. It is making a circuit board is too produce a circuit board layout in a few difficult to duplicate this with most hours. -
MPS Series, Snap Action
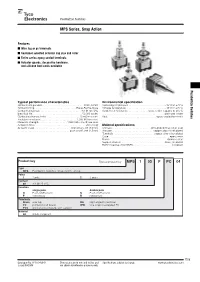
Pushbutton Switches MPS Series, Snap Action Features I Wire lug or pc terminals I Customer selected actuator cap size and color I Entire series epoxy sealed terminals I Actuator guards, decorative hardware, and silicone boot seals available Pushbutton Switches Typical performance characteristics Environmental specification Contact configuration. SPDT, DPDT Operating temperature . -15°C to +70°C Contact timing. Break-Before-Make Storage temperature . -15°C to +70°C Contact rating max. 3 A @ 125 VAC Solder heat resistance . wave solder capable to 265°C Electrical life. 50.000 cycles . and hand solder Contact resistance, initial . 10 mOhms max. Seal . epoxy sealed terminals Insulation resistance . 1,000 MOhms min. Dielectric strength . 1,500 Volts rms @ sea level Actuation force . 200-700 gf Material specifications Actuator travel . momentary .04 (1.0mm) Contacts . phosphor bronze silver clad . push on/off .098 (2.5mm) Actuator. copper alloy nickel plated Terminals . copper alloy silver plated Case . epoxy resin Frame. stainless steel Support Bracket . brass tin plated RoHS Directive 2002/95/EC . compliant Product key Typical product key MPS 1 03 F PC 04 Type MPS Pushbutton Switches, Snap Action, 3Amp Poles 1 1 pole 2 2 poles Contact 03 3 A @125 VAC Function single pole double pole D Push-On/Push-Off N Push-On/Push-Off F momentary R momentary Terminals blank wire lug RA right angle PC terminal PC printed circuit board WW wire wrap or extended PC PCV printed citrcuit board, with support Material 04 RoHS compliant D25 Catalogue No. 8-1773450-9 Dimensions are in mm and inches and Specifications subject to change. -
QUARTER-3-CSS-9-MODULE-7.Pdf
Republic of the Philippines Department of Education Regional Office IX, Zamboanga Peninsula Zest for Progress Zeal of Partnership 9 TLE/TVL Computer Systems Servicing Quarter 3- Module 7 Terminate /Connect Electrical Wiring/ Electronic Circuits Name of Learner: _____________________ Grade & Section: _____________________ Name of School: ______________________ 1 TLE/TVL– Grade 9 Computer System Servicing Alternative Delivery Mode Quarter III – Module 7: Terminate/ Connect electrical wiring/electronic circuits First Edition, 2020 Republic Act 8293, section 176 states that: No copyright shall subsist in any work of the Government of the Philippines. However, prior approval of the government agency or office wherein the work is created shall be necessary for exploitation of such work for profit. Such agency or office may, among other things, impose as a condition the payment of royalties. Borrowed materials (i.e., songs, stories, poems, pictures, photos, brand names, trademarks, etc.) included in this module are owned by their respective copyright holders. Every effort has been exerted to locate and seek permission to use these materials from their respective copyright owners. The publisher and authors do not represent nor claim ownership over them. Published by the Department of Education Secretary: Leonor Magtolis Briones Undersecretary: Diosdado M. San Antonio Development Team of the Module Writer: Hazel P. Bacasmo Reviewer: Evelyn C. Labad EdD, Nilda Y. Galaura EdD Editor: James L. Colaljo MAEM Illustrators: Myrlan R. Realiza Jezel Joy D. Cabrera Layout Artist: Myrlan R. Realiza Jezel Joy D. Cabrera Management Team: SDS: Ma. Liza R. Tabilon EdD, CESO V ASDS: Judith V. Romaguera EdD OIC-ASDS: Ma. Judelyn J. Ramos EdD OIC-ASDS: Armando P. -
Introduction to Subsea Engineering for Electrical Engineers
PDHonline Course E443 (4 PDH) Introduction to Subsea Engineering for Electrical Engineers Anthony K. Ho, P.E. 2017 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDHonline Course E443 www.PDHonline.org Table of Content 1. Introduction ........................................................................................................................... 2 2. Subsea Production Systems ................................................................................................... 4 3. Multiplexed Electro-Hydraulic Control System ..................................................................... 7 4. Subsea Control Module (SCM) ............................................................................................... 9 5. Electric Submersible Pump (ESP) ......................................................................................... 11 6. Subsea Electrical Connectors ............................................................................................... 15 7. Electrical Flying Leads (EFL) ................................................................................................. 17 7.1 Construction ............................................................................................................... 18 7.2 Installation .................................................................................................................. 19 8. Subsea Electrical -

Electrical Interconnect Products
Electrical Interconnect Products Table of Contents Introduction . .8-2 Typical SolderSleeve Device/Installation . 8-2 Product Selection . .8-3, 8-4 Wire-to-Wire Splicing Introduction . .8-5 SolderSleeve Wire Splices . .8-6 to 8-11 SolderGrip Closed End Connector Splices . .8-12 to 8-17 DuraSeal Heat-Shrinkable, Environmentally-Sealed, Nylon-Insulated Crimp Splices . .8-18, 8-19 PolyCrimp Heat-Shrinkable Polyethylene Crimp Splices . .8-20, 8-21 MiniSeal High-Performance, Immersion-Resistant Crimp Splices . .8-22 to 8-25 Insulated Terminals and Disconnects Introduction . .8-26 DuraSeal Heat-Shrinkable, Environmentally-Sealed, Nylon-Insulated Crimp Terminals and Disconnects . .8-27 to 8-32 SolderGrip Self-Fixturing Insulated Terminals . .8-33 to 8-37 Wire Termination to Pin/Post/Tab Introduction . .8-38 SolderSleeve Discrete Wire Terminators . .8-39 to 8-42 Shield Termination Introduction . .8-43 SolderSleeve Shield Terminators . .8-44 to 8-49 Coaxial Cable Termination Introduction . .8-50 SolderSleeve Coaxial Cable Terminators . .8-51, 8-52 SolderSleeve PCB/Coaxial Cable Terminators . .8-53, 8-54 RF One-Step BNC/TNC Connectors . .8-55 to 8-60 Cable-to-Cable Splicing Introduction . .8-61 SolderShield Shielded and Coaxial Cable Splices . .8-62 to 8-65 8 Shielded Contacts Electrical Interconnect Products Introduction . .8-66 SolderTacts shielded one-piece solder contacts . .8-67 to 8-75 Data Bus (MIL-STD-1553B) Components Introduction . .8-76 Cables . 8-77, 8-78 In-Line Micr ocouplers: One- and Two- Stub . .8-79 to 8-81 Ultra Lightweight In-Line Microcouplers 1- Through 6-Stub . .8-82 to 8-84 Box Couplers . -

Cable Glossary
A / B / C / D / E / F / G / H / I / J / K / L / M / N / O / P / Q / R / S / T / U / V / W / X / Y / Z [ A ] Abrasion Resistance - Ability of a wire, cable or material to resist surface wear. AB Switch – a coaxial cable switch capable of switching one cable to one of two branch cable, A or B AC – 1) alternating current, 2) a UL cable type with flexible metal tape armor ACAR – aluminum conductor, aluminum-reinforced cable Accelerated Life Test - An accelerated life test is a test in which certain factors such as voltage, temperature, etc. to which a cable is subjected are increased in magnitude above normal operating values to obtain observable deterioration in a reasonable period of time and thereby afford some measure of the probable cable life under operating voltage, temperature, etc. Accelerator - A chemical additive which hastens a chemical reaction under specific conditions. A.C. Resistance - The total resistance offered by a device in an alternating resistance ACCR – aluminum conductor, composite reinforced aerial cable. Contains ceramic strength member to reduce sag at high temperatures (up to 210°C) ACSR – aluminum conductor, steel reinforced. A bare composite of aluminum and steel wires, usually aluminum around steel Acceptance Testing – after installation and before the cable is placed in regular service the specified test voltage is applied for 15 consecutive minutes Activator - A chemical additive used to initiate the chemical reaction in a specific current circuit due to inductive and capacitive effects, as well as the direct current chemical mixture. Active Current - In an alternating current, a component in phase with the voltage; the working component as distinguished from the idle or wattles component. -

Raychem Wire and Cable, Harnessing and Protection Products
Electrical Interconnect Products Table of Contents Introduction . .8-2 Typical Solder Sleeve Device/Installation . 8-2 Product Selection . .8-3, 8-4 Wire-to-Wire Splicing Introduction . .8-5 Solder Sleeve Wire Splices . .8-6 to 8-11 SolderGrip Closed End Connector Splices . .8-12 to 8-17 DuraSeal Heat-Shrinkable, Environmentally-Sealed, Nylon-Insulated Crimp Splices . .8-18 , 8-19 MiniSeal High-Performance, Immersion-Resistant Crimp Splices . .8-20 to 8-23 Insulated Terminals and Disconnects Introduction . .8-24 DuraSeal Heat-Shrinkable, Environmentally-Sealed, Nylon-Insulated Crimp Terminals and Disconnects . .8-25 to 8-30 SolderGrip Self-Fixturing Insulated Terminals . .8-31 to 8-35 Wire Termination to Pin/Post/Tab Introduction . .8-36 SolderSleeve Discrete Wire Terminators . .8-37 to 8-40 Shield Termination Introduction . .8-41 SolderSleeve Shield Terminators . .8-42 to 8-47 Coaxial Cable Termination Introduction . .8-48 SolderSleeve Coaxial Cable Terminators . .8-49, 8-50 SolderSleeve PCB/Coaxial Cable Terminators . .8-51, 8-52 RF One-Step BNC/TNC Connectors . .8-53 to 8-58 Cable-to-Cable Splicing Introduction . .8-59 SolderShield Sheilded and Coaxial Cable Splices . .8-60 to 8-63 8 Shielded Contacts Introduction . .8-64 SolderTacts shielded one-piece solder contacts . .8-65 to 8-73 Data Bus (MIL-STD-553B) Components Introduction . .8-74 Cables . .8-75, 8-76 In-Line Microcouplers: One- and Two- Stub . .8-77 to 8-79 Ultra Lightweight In-Line Microcouplers 1- Through 6-Stub . .8-80 to 8-82 Box Couplers . .8-83, 8-84 Discrete Connectors . .8-85, 8-86 Accessories . .8-87 to 8-91 Triaxial Size 8 Contacts . -
Project Manual Stage Lighting Upgrade At
PROJECT MANUAL STAGE LIGHTING UPGRADE AT EISENHOWER & NIMITZ H.S. for Aldine Independent School District Issued for Competitive Bids February 15,2019 Pre-Bid Conference 9999 Veterans Memorial Dr., Houston, TX 77038 February 27, 2019 at 11:00 a.m. Bids Due March 21, 2019 at 2:00 p.m. S. Chu Architects, Inc. PROJECT MANUAL STAGE LIGHTING UPGRADE AT EISENHOWER & NIMITZ H.S. for Aldine Independent School District February 15,2019 Consultants MEP Lighting Stanton Engineering Group, LLC Bos Lighting Design 1300 W. Sam Houston Parkway S., Suite 121 1245 W 18 th Street Houston, Texas 77042 Houston, Texas 77008 713-300-9292 713-968-9559 S. Chu Architects, Inc. STAGE LIGHTING INSTRUCTIONS TO BIDDERS AISD Package No. PCKRP 18-17 SECTION 00 10 00 Aldine ISD Stage Lighting Upgrade @ Eisenhower and Nimitz H.S. Bid AE Scope Checklist This checklist is provided as reference for potential contractors and subcontractors and is not intended to be an exhaustive list or to replace bid specifications, drawings, or addenda. This list is provided to verify that these items are accounted for within the base bid scope of work for the ALDINE ISD STAGE LIGHTING UPGRADE AT EISENHOWER AND NIMISTZ H.S.. Each item should be checked and the form should be signed by the bidder acknowledging line by line, every item is accounted for in full. The checklist should be included with the proposal form in the contract documents, the bid should include this list and any additional items in the plans and specifications. Any questions regarding the list should be brought to the attention of the Architect and a resolution posted by addendum prior to bidding. -

Model 3124 ADSL2+ Ipdslam User Manual
Model 3124 ADSL2+ IpDSLAM User Manual Important This is a Class A device and is not intended for use in a residential environment. Sales Office: +1 (301) 975-1000 Technical Support: +1 (301) 975-1007 E-mail: [email protected] WWW: www.patton.com Part Number: 07M3124, Rev. A Revised: March 16, 2012 Patton Electronics Company, Inc. 7622 Rickenbacker Drive Gaithersburg, MD 20879 USA tel: +1 (301) 975-1000 fax: +1 (301) 869-9293 support: +1 (301) 975-1007 web: www.patton.com e-mail: [email protected] Copyright © 2012, Patton Electronics Company. All rights reserved. The information in this document is subject to change without notice. Patton Electronics assumes no liability for errors that may appear in this document. The software described in this document is furnished under a license and may be used or copied only in accordance with the terms of such license. Summary Table of Contents 1 Introduction.................................................................................................................................................... 7 2 Hardware Installation.................................................................................................................................... 11 3 Configuration................................................................................................................................................ 19 4 Operation and Maintenance.......................................................................................................................... 42 5 Troubleshooting........................................................................................................................................... -
Practice for Ethernet Cabling Systems in Entertainment Lighting Applications Legacy for Recommended
Entertainment Services and Technology Association ESTA installations E & new for Recommended Practicesystems for Ethernet Cabling Systems in Entertainment Lighting Applications legacy for recommended Not Reference CP/96-1057r1 Entertainment Services and Technology Association ESTA installations ENTERTAINMENT SERVICES & TECHNOLOGY ASSOCIATIONnew for Recommended Practicesystems for Ethernet Cabling Systems in Entertainment Lighting Applications CP/96-1057r1legacy for Warning: ESTA recommends against connecting lighting equipment from different manufacturers to the same Ethernet network. In addition, ESTA does not condone connecting non-lighting nodes to a lighting network. The design details of mostrecommended existing Ethernet lighting equipment and the need for large guaranteed communications bandwidths prohibit these situations. Caution: IEEE still has an active committee modifying and improving Ethernet. The contents of this document representNot the best understanding of ESTA at the time this document was written. Changes in the IEEE standard may obsoleteReference parts of this document. ESTA will revise this document as appropriate. © 1996 Entertainment Services and Technology Association First printing: September 1996 All rights reserved. No part of this publication may be reproduced in any material form (including photocopy or electronic media) without the written permission of the Entertainment Services and Tech- nology Association. Published By: For Additional Copies of this Entertainment Services and Document Contact: Technology Association ESTA Publications 875 Sixth Avenue, Suite 1005 New York, NY 10001 USA 6443 Ridings Road, Suite 134 Phone: +1-212-244-1505 Syracuse, NY 13206 USA Fax: +1-212-244-1502 Fax or phone: +1-315-463-6467 Email: [email protected] For Electronic Copies of this Document Contact: ANSI http://webstore.ansi.org installations The ESTA Technical Standards Program The ESTA Technical Standards Program was created to servenew the ESTA Membership and the Entertainment Industry in technical standards related matters. -

Profiler II Operation Manual
-This page intentionally left blank - Operation Manual for the Profiler II Document No. SAT-DN-00223 Revision I, September 2008 INSTRUMENT OPERATION MANUAL www.satlantic.com -This page intentionally left blank - Revision: I Document No.: SAT-DN-00223 - Copyright © 2008 by Satlantic - Page: ii Operation Manual For: Profiler II Document Number: SAT-DN-00223 Rev I Prepared by: Satlantic Incorporated 3481 North Marginal Road Halifax, Nova Scotia B3K 5X8 Tel (902) 492-4780 Fax (902) 492-4781 Email: [email protected] Web: www.satlantic.com Copyright © 2008 by Satlantic This document contains information proprietary to Satlantic or to a third party to which Satlantic may have legal obligation to protect such information from unauthorized disclosure, use or duplication. Any disclosure, use or duplication of this document, in whole or in part, or of any of the information contained herein for any purpose other than the specific purpose for which it was disclosed is expressly prohibited, except as Satlantic may otherwise agree to in writing. Revision: I Document No.: SAT-DN-00223 - Copyright © 2008 by Satlantic - Page: iii SYSTEM Profiler II Ocean Profiler SECTION TABLE OF CONTENTS Operation Manual A - OVERVIEW.............................................................................................................................A-1 PURPOSE....................................................................................................................................A-2 BACKGROUND .............................................................................................................................A-2