Process for the Development of a Repulpable Barrier Laminate
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Cardboard and Brown Paper Bags Office Paper, Newspaper, Junk Mail, Magazines, and Catalogs
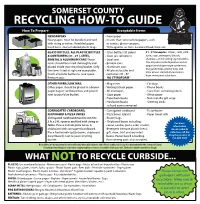
Recycling Center 801 Diamond Valley Drive Open: Daily to the public during daylight hours This guide will help you properly prepare your recyclable materials for drop-off at the Town of Windsor Recycle Center. This is a drop-off facility. It does not have a buy-back option and is for use by residents and small businesses. Following this information will help maintain the facility and the recycling program for the benefit of the community. IMPORTANT… • Do not leave your recyclables in plastic bags. Plastic bags are NOT recyclable! • The plastic item must be a BOTTLE or JAR. with a #1 or #2 on the bottom. • 99 percent of these will have a screw-on plastic lid (which isn’t recyclable). • Plastic containers with a #3 - #7 on the bottom are NOT acceptable. • Tubs, buckets, deli plates, microwave/fast food trays, wrappers, Styrofoam, toys, patio furniture, etc. are NOT acceptable. • Plastic bottles larger than 2.5 gallons are NOT acceptable. • Syringes and other medical supplies are NOT acceptable. Cardboard and Brown Paper Bags Corrugated cardboard is easy to recognize. It is made of paper and has an arched layer called “fluting” between smooth sheets called “liners”. The drop-off site has two 40-yard hydraulic compactor units for collecting corrugated cardboard and brown paper bags. The compaction system is self-activated by depositing the prepared materials into a six-inch tall slot. Flatten boxes. Cut or tear large boxes into sections no larger than 4 feet by 4 feet to prevent jamming the machine. No wet, waxed-coated or food-contaminated boxes. -

Tariff Schedules of the United States Alphabetical Index
TARIFF SCHEDULES OF THE UNITED STATES ALPHABETICAL INDEX 447 TARIFF SCHEDULES OF THE UNITED STATES 449 References to References to Tariff Schedules Tariff Schedules A ABACA 30U.02-0U ACID(S) —Continued ABRASIVES AND ABRASIVE ARTICEES Sch 5 Ft IG fatty, of animal or vegetable origin—Con. abrasive wheels mounted on frameworks, salts of— hand or pedal operated 6i<9.39 quaternary ammonium 1+65.15-20 nspf 519.81-86 sodium and potassium 1+65.25-30 ACCESSORIES (see PARTS, specific article of other 1+90.30-50 which accessory, or name of accessory) gluconic, and its compounds 1+37-51-52 ACCORDIONS 725.1U-16 glycerophosphoric, and its compounds 1+37.51+ ACCOUNTING MACHINES incorporating calculating inorganic 1+16.05-1+0 mechanism 676.1S-25 organic, including halogenated, hydroxy, ACENAPHTHENE li01.02 sulfonated and other substituted and ACETALDEHIDE U27.U0 unsubstituted acids 1+25-70-98 ACETALS ii29.00 monohydric alcohol esters of 1+28+50-72 ACETANILIDE— polyhydric alcohol esters of 1+28.30-1+6 suitable for medicinal use U07.02 salts of I+26.IO-I+27.28 other k03.60 salicylic— ACETATE(S) — suitable for medicinal use 1+07.12 amyl lt28.SO other 1+03-60 benzyl 1+08.05 tannic, containing of tannic acid— butyl 1+28.52 under 50 percent 1+25.98 calcium 1+26.10 50 percent or more 1+37-68-69 cellulose 1+1+5.20 ACONITE 1+35-05-10 copper 1+26.28 ACRIDINE 1+01.01+ ethyl 1+28.58 ACRTLATES AND METHACRTLATES 1+28.62-66 lead 1+26.36 ACRYIIC RESINS 1+1+5.05 nickel 1+26.58 ACRTLONITRILE— 1+25.00 sodium 1+26.86 resins l+i+5.10 vinyl 1+28.68 ACTIVATED CLAY 521.87 Other -
What Notto Recycle Curbside
NEWSPAPERS • Newspaper Newspapers must be bundled and tied • Inserts that come w/newspapers, such with string or twine. Shredded paper as comics, glossy coupons, must be in clear or labeled plastic bags. TV/magazine sections & colored food/store ads GLASS BOTTLES, ALL PLASTIC BOTTLES • Glass bottles (all colors) #1 - #7 Examples: Water, soda, milk, & CONTAINERS (#1 - #7 ), STEEL, • Glass jars (all colors) juice, soap, detergent, bleach, BIMETAL & ALUMINUM CANS These • Steel cans shampoo and cleaning-agent bottles. items should be rinsed thoroughly and • Bimetal cans You may also include peanut butter, placed inside your recycling bucket. Only • Aluminum cans yogurt and diaper-wipe containers, margarine tubs, plastic trays and the items listed at right are acceptable. • All plastic bottles and clear plastic clamshell containers Crush all plastic bottles to save space. containers #1 - #7 from restaurant salad bars. Remove caps. NO STYROFOAM® OTHER PAPER/JUNK MAIL • Magazines • Catalogs Other paper should be placed in a brown • Writing/school paper • Phone books paper bag or cardboard box and placed • All envelopes • Store fliers w/mailing labels next to your blue bucket. • Copy paper • Office paper • Paperback books • Non-metallic gift wrap • Hardcover books • Greeting cards w/hard covers removed CORRUGATED CARDBOARD, • Corrugated cardboard • Tissue boxes CHIPBOARD & PIZZA BOXES • Pizza boxes (clean!) • Paper towel rolls Corrugated cardboard must be cut into • Brown bags 2 ft. x 2 ft. squares and tied with string or • Chipboard boxes including: twine. Please include pizza boxes & cereal, cookie, pasta, cake, cracker, chipboard with corrugated cardboard. detergent (remove plastic liners), Place tied bundle (pizza boxes, chipboard gift, shoe, shirt and any retail & cardboard) next to your recycling boxes. -
Tensile Properties of Paper and Paperboard (Using Constant Rate of Elongation Apparatus) (Revision of T 494 Om-01)
WI 050808.09 T 494 DRAFT NO. 2 DATE June 13, 2006 TAPPI WORKING GROUP CHAIRMAN D Muchorski SUBJECT CATEGORY Physical Properties RELATED METHODS See “Additional Information” CAUTION: This Test Method may include safety precautions which are believed to be appropriate at the time of publication of the method. The intent of these is to alert the user of the method to safety issues related to such use. The user is responsible for determining that the safety precautions are complete and are appropriate to their use of the method, and for ensuring that suitable safety practices have not changed since publication of the method. This method may require the use, disposal, or both, of chemicals which may present serious health hazards to humans. Procedures for the handling of such substances are set forth on Material Safety Data Sheets which must be developed by all manufacturers and importers of potentially hazardous chemicals and maintained by all distributors of potentially hazardous chemicals. Prior to the use of this method, the user must determine whether any of the chemicals to be used or disposed of are potentially hazardous and, if so, must follow strictly the procedures specified by both the manufacturer, as well as local, state, and federal authorities for safe use and disposal of these chemicals. Tensile properties of paper and paperboard (using constant rate of elongation apparatus) (Revision of T 494 om-01) (Underlines indicated changes/corrections since last draft) 1. Scope 1.1 This test method describes the procedure, using constant-rate-of-elongation equipment, for determining four tensile breaking properties of paper and paperboard: tensile strength, stretch, tensile energy absorption, and tensile stiffness. -

Final Paper Products Recovered Materials Advisory Notice Response to Public Comments
FINAL PAPER PRODUCTS RECOVERED MATERIALS ADVISORY NOTICE Response to Public Comments Office of Solid Waste U.S. Environmental Protection Agency April 1996 CONTENTS I. Introduction . 1 A. The Draft Paper Products Recovered Materials Advisory Notice . 1 B. Overview of the RCRA Requirements . 1 C. Overview of the Executive Order Provisions for Paper . 3 II. Applicability . 5 A. Background. 5 B. Comments and Agency Response. 5 III. EPA's Objectives . 7 A. Background. 7 B. Comments and Agency Response. 7 IV. EPA's Approach to Recommendations. 11 A. Background . 11 B. Comments and Agency Response . 11 V. EPA's Methodology . 14 A. Background . 14 B. Comments and Agency Response . 14 VI. Recommendations for Printing and Writing Papers. 15 A. Background . 15 B. Comments and Agency Response . 19 VII. Recommendations for Newsprint . 27 A. Background . 27 B. Comments and Agency Response . 27 VIII. Recommendations for Tissue Products. 31 A. Background . 31 B. Comments and Agency Response . 32 IX. Recommendations for Paperboard and Packaging Products . 36 A. Background . 36 B. Comments and Agency Response . 38 X. Recommendations for Miscellaneous Paper Products. 45 A. Background . 45 B. Comments and Agency Response . 45 XI. Recommendations for Measurement. 46 A. Background . 46 B. Comments and Agency Response . 46 XII. Recommendations for Specifications. 48 A. Background . 48 B. Comments and Agency Response . 48 XIII. Recommendations for Recyclability. 49 A. Background . 49 B. Comments and Agency Response . 49 XIV. Definitions . 51 A. Background . 51 B. Comments and Agency Response . 51 XV. Certification and Verification . 54 A. Background . 55 B. Comments and Agency Response . 55 XVI. Sawdust as Recovered Fiber. -

Articles of Paper Pulp, of Paper Or of Paperboard
Chapter 48 Paper and paperboard; articles of paper pulp, of paper or of paperboard Notes. 1.- For the purposes of this Chapter, except where the context otherwise requires, a reference to “paper” includes references to paperboard (irrespective of thickness or weight per m²). 2.- This Chapter does not cover : (a) Articles of Chapter 30; (b) Stamping foils of heading 32.12; (c) Perfumed papers or papers impregnated or coated with cosmetics (Chapter 33); (d) Paper or cellulose wadding impregnated, coated or covered with soap or detergent (heading 34.01), or with polishes, creams or similar preparations (heading 34.05); (e) Sensitised paper or paperboard of headings 37.01 to 37.04; (f) Paper impregnated with diagnostic or laboratory reagents (heading 38.22); (g) Paper-reinforced stratified sheeting of plastics, or one layer of paper or paperboard coated or covered with a layer of plastics, the latter constituting more than half the total thickness, or articles of such materials, other than wall coverings of heading 48.14 (Chapter 39); (h) Articles of heading 42.02 (for example, travel goods); (ij) Articles of Chapter 46 (manufactures of plaiting material); (k) Paper yarn or textile articles of paper yarn (Section XI); (l) Articles of Chapter 64 or Chapter 65; (m) Abrasive paper or paperboard (heading 68.05) or paper- or paperboard-backed mica (heading 68.14) (paper and paperboard coated with mica powder are, however, to be classified in this Chapter); (n) Metal foil backed with paper or paperboard (generally Section XIV or XV); (o) Articles of heading 92.09; (p) Articles of Chapter 95 (for example, toys, games, sports requisites); or (q) Articles of Chapter 96 (for example, buttons, sanitary towels (pads) and tampons, napkins (diapers) and napkin liners for babies). -

Label Liners: Meeting the Sustainability Challenge
Label liners: meeting the sustainability challenge By Mariya Nedelcheva, Product Manager Film & With ever-greater emphasis placed on packaging and waste reduction, Jenny Wassenaar, Compliance & Sustainability brand owners are looking for solutions that secure their sustainability Director, Avery Dennison credentials. Consumers pay particularly close attention to packaging, where there are significant environmental gains to be made. For example, waste from labelling can create useful by-products and circular economies. Waste is not always visible on the final packaging, but its impact on brand reputation is no less real. Consumers’ perceptions of a brand can be enhanced when sustainability is improved. label.averydennison.com Matrix Liner Final White paper waste waste label 16% 35% 37% Start-up waste plus Challenge printed End-user The challenge of recycling waste from the labelling process in error scrap - and ideally creating useful by-products - is complex. Many 10% 1% different elements must be addressed in order to move towards the ultimate goal of zero waste. For example, the word ‘recyclable’ can mean many things, and should not be viewed in isolation. Today there is a chance that recyclable products will still end up in landfill, so what matters is establishing genuinely viable end-to-end recycling solutions. That means considering every component within packaging, including where it comes from, how much material has been used, and what happens at every stage of the package’s journey through the value chain. This paper discusses how the sustainability of labelling laminates can be improved, with a particular focus on the label release liners that are left behind once labels have been dispensed. -

Improved Oil Resistance of Cellulose Packaging Paper By
1 Improved Oil Resistance of Cellulose Packaging Paper by 2 Coating with Natural Polymer Derived Materials 3 Feijie Wang1, Liqiang Wang1,*, Xinchang Zhang1, Shufeng Ma2 4 1 Jiangsu Provincial Key Laboratory of Food Advanced Manufacturing Equipment 5 Technology, School of Mechanical Engineering, Jiangnan University, Wuxi, 214122, 6 China 7 2 School of Food Engineering, Jiangnan University, Wuxi, 214122, China 8 *Email: [email protected] 9 10 Abstract: Paper is widely used as food packaging due to its good mechanical strength 11 and degradability. However, it has a relatively strong affinity for water and oil, which 12 limits its application scope. In this work, we prepare two types of coated paper to 13 investigate, the influence the air permeability and polarity on the oil resistance of the 14 coated paper. The results showed that reducing the air permeability improved the grease 15 resistance of the coated paper. High surface energy coatings also showed better oil 16 resistance because of their higher content of polar components that resulted in a higher 17 resistance to grease. The mechanical properties of the paper also improved after 18 applying the coating. These natural derived materials offer an alternative to the fluoride- 19 containing materials currently used in the market to improve the wettability of paper. 20 Keywords: coated paper · oil resistance · air permeability · polarity 21 Introduction 22 As the variety of foods containing grease is abundant, the types of oil-resistant 23 materials used in food packaging has diversified in recent years. Environmental 24 protection and safety issues continue to be important, and as a result, scholars have paid 25 increasing attention to paper packaging materials (Coltelli et al. -

Industry Review Semiannual Patent Review July-December 1998
Industry Review Semiannual Patent Review July-December 1998 Matthew Stroika, Marguerite Sykes, and Julie Blankenburg KEYWORDS PROCESSES Chemicals, Deinking, Enzyme, Patent, Recycling, Deinking Review, Waste paper. Many advances in deinking have recently been made to keep up with changing toner formulations INTRODUCTION and the high volume of computer-generated recov- ered paper present in today’s recycled furnish. This review summarizes patents related to paper Westvaco Corp. (1) is the assignee of a deinking recycling issued during the last 6 months of 1998. process for laser printed and photocopy printed pa- The two online databases used for this search are pers. Magnetite and an agglomerating chemical are Claim/US. Patents Abstracts and Derwent World added in the pulper. A portion of the agglomerat- Patents Index. This semiannual feature is intended ing agent can be replaced with a copolymer of sty- to inform readers about the latest developments in rene and acrylic monomers to further enhance the equipment, chemicals, and technology in the field ink removal. The pulp slurry is subsequently sub- of paper recycling. This review contains only brief jected to a magnetic field to remove the agglomer- summaries of the inventions. Readers will need to ated ink particles. This process can be used singly access the full texts of specific patents for complete or in combination with conventional flotation and information. washing. We have organized this review into the following Shell Oil has been granted a pair of related pat- broad categories of recycling: Processes, Equipment, ents (2,3) for deinking chemicals for office recov- Products, Chemicals, and Biological Treatments. -

Conservation of Coated and Specialty Papers
RELACT HISTORY, TECHNOLOGY, AND TREATMENT OF SPECIALTY PAPERS FOUND IN ARCHIVES, LIBRARIES AND MUSEUMS: TRACING AND PIGMENT-COATED PAPERS By Dianne van der Reyden (Revised from the following publications: Pigment-coated papers I & II: history and technology / van der Reyden, Dianne; Mosier, Erika; Baker, Mary , In: Triennial meeting (10th), Washington, DC, 22-27 August 1993: preprints / Paris: ICOM , 1993, and Effects of aging and solvent treatments on some properties of contemporary tracing papers / van der Reyden, Dianne; Hofmann, Christa; Baker, Mary, In: Journal of the American Institute for Conservation, 1993) ABSTRACT Museums, libraries, and archives contain large collections of pigment-coated and tracing papers. These papers are produced by specially formulated compositions and manufacturing procedures that make them particularly vulnerable to damage as well as reactive to solvents used in conservation treatments. In order to evaluate the effects of solvents on such papers, several research projects were designed to consider the variables of paper composition, properties, and aging, as well as type of solvent and technique of solvent application. This paper summarizes findings for materials characterization, degradative effects of aging, and some effects of solvents used for stain reduction, and humidification and flattening, of pigment-coated and modern tracing papers. Pigment-coated papers have been used, virtually since the beginning of papermaking history, for their special properties of gloss and brightness. These properties, however, may render coated papers more susceptible to certain types of damage (surface marring, embedded grime, and stains) and more reactive to certain conservation treatments. Several research projects have been undertaken to characterize paper coating compositions (by SEM/EDS and FTIR) and appearance properties (by SEM imaging of surface structure and quantitative measurements of color and gloss) in order to evaluate changes that might occur following application of solvents used in conservation treatments. -

4-10 Matting and Framing.Pdf
PRESERVATION LEAFLET CONSERVATION PROCEDURES 4.10 Matting and Framing for Works on Paper and Photographs NEDCC Staff NEDCC Andover, MA The importance of proper matting, mounting and framing Do not use any type of foam board such as Fom-cor®, is often overlooked as a key part of collections care and “archival” paper faced foam boards, Gator board, preventative conservation. Poor quality materials and expanded PVC boards such as Sintra® or Komatex®, any improper framing techniques are a common source of lignin containing paper-based mat boards, kraft (brown) damage to artwork and cultural heritage materials that paper, non-archival or self-adhesive tapes (i.e. document are in otherwise good condition. Staying informed about repair tapes), or ATG (adhesive transfer gum), all of which proper framing practices and choosing conservation-grade are used in the majority of frame shops. mounting, matting and framing can prevent many problems that in the future will be much more difficult to MATTING solve or even completely irreversible. As Benjamin Franklin said, “An ounce of prevention is worth a pound of The window mat is the standard mount for works on cure.” paper. The ideal window mat will be aesthetically pleasing while safely protecting the piece from exterior damage. Mats are an excellent storage method for works on paper CHOICE OF A FRAMER and can minimize the damage caused from handling in When choosing a framer it is important to find someone collections that are used for exhibition and study. Some well-informed about best conservation framing practices institutions simplify their framing and storage operations and experienced in implementing them. -

Microfibrillated Cellulose Based Barrier Coatings for Abrasive Paper
coatings Article Microfibrillated Cellulose Based Barrier Coatings for Abrasive Paper Products Vinay Kumar 1,* , Eija Kenttä 1 , Petter Andersson 2 and Ulla Forsström 1 1 Biomass Processing and Products, VTT Technical Research Centre of Finland Ltd., 02044 Espoo, Finland; Eija.Kentta@vtt.fi (E.K.); Ulla.Forsstrom@vtt.fi (U.F.) 2 Mirka Ltd., 66850 Jeppo, Finland; [email protected] * Correspondence: vinay.kumar@vtt.fi Received: 22 October 2020; Accepted: 15 November 2020; Published: 19 November 2020 Abstract: Paper-based abrasive products are multilayer structures in which the first layer on the paper substrate is usually a latex barrier coating to prevent the migration of adhesive glue into the substrate. The high coat weight (10 g/m2) of latex barrier layers is a cause of environmental concerns. Hence, alternative materials that can provide the barrier function at lower coat weights are desired. In this work, microfibrillated cellulose (MFC) combined with poly(vinyl) alcohol (PVA) were explored as suitable alternatives to the current latex coatings. Barrier coating formulations containing PVA, MFC, and silica (SiO2) were developed and applied to a paper substrate using a rod coating method on a pilot scale. Coating quality and barrier performance were characterized using scanning electron microscope images, air permeance, surface roughness, water contact angle, KIT test, and oil Cobb measurements. The barrier coatings were also studied for adhesion to the subsequent coating layer. An optimal barrier function was achieved with the developed coatings at a low coat weight of ca. 3 g/m2. The adhesion of pure PVA and PVA-MFC barrier coatings to the subsequent coating layer was inadequate; however, silica addition was found to improve the adhesion.