Denton Infinity 22 E-Beam Evaporation Users Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

P020190719572604117959.Pdf
Springer Series in advanced microelectronics 27 Springer Series in advanced microelectronics Series Editors: K. Itoh T. Lee T. Sakurai W.M.C. Sansen D. Schmitt-Landsiedel The Springer Series in Advanced Microelectronics provides systematic information on all the topics relevant for the design, processing, and manufacturing of microelectronic devices. The books, each prepared by leading researchers or engineers in their fields, cover the basic and advanced aspects of topics such as wafer processing, materials, device design, device technologies, circuit design, VLSI implementation, and subsys- tem technology. The series forms a bridge between physics and engineering and the volumes will appeal to practicing engineers as well as research scientists. 18 Microcontrollers in Practice By I. Susnea and M. Mitescu 19 Gettering Defects in Semiconductors By V.A. Perevoschikov and V.D. Skoupov 20 Low Power VCO Design in CMOS By M. Tiebout 21 Continuous-Time Sigma-Delta A/D Conversion Fundamentals, Performance Limits and Robust Implementations By M. Ortmanns and F. Gerfers 22 Detection and Signal Processing Technical Realization By W.J. Witteman 23 Highly Sensitive Optical Receivers By K. Schneider and H.K. Zimmermann 24 Bonding in Microsystem Technology By J.A. Dziuban 25 Power Management of Digital Circuits in Deep Sub-Micron CMOS Technologies By S. Henzler 26 High-Dynamic-Range (HDR) Vision Microelectronics, Image Processing, Computer Graphics Editor: B. Hoefflinger 27 Advanced Gate Stacks for High-Mobility Semiconductors Editors: A. Dimoulas, E. Gusev, P.C. McIntyre, and M. Heyns Volumes 1–17 are listed at the end of the book. A. Dimoulas E. Gusev P.C. McIntyre M. -
Radiological Significance of Thorium Processing in Manufacturing
Attention Microfiche User, . The original document from which this microfiche was made was found to contain some imperfection or imperfections that redtice full comprehension of some of the text despite the gcod technical quality of the microfiche itself. The imperfections may be: - missing or illegible pages/figures - wrong pagination - poor overall printing quality, etc. We normally refuse to microfiche such a document and request a replacement document (or pages) from the National INIS Centre concerned. However, our experience shows that many months pass before such documents are replaced. Sometimes the Centre is not able to supply a better copy or, in some cases, the pages that were supposed to be missing correspond to a wrong pagination only. Me feel that it is better to proceed with distributing the microfiche made of these documents than to withhold them till the imperfections are removed. If the removals are subsequestly made then replacement microfiche can be issued. In line with this approach then, our specific practice for microfiching documents with imperfections is as follows: 1. A microfiche of an imperfect document will be marked with a special symbol (black circle) on the left of the title. This symbol will appear on all masters and copies of the document (1st fiche and trailer fiches) even if the imperfection is on one fiche of the report only. 2. If imperfection is not too general the reason will be specified on a sheet such as this, in the space below. 3. The microfiche will be considered as temporary, but sold at the normal price. Replacements, if they can be issued, will be available for purchase at the regular price. -

Reactive Sputtering of Complex Multi-Component Nitride Thin Films
Digital Comprehensive Summaries of Uppsala Dissertations from the Faculty of Science and Technology 1852 Reactive Sputtering of Complex Multi-component Nitride Thin Films KRISTINA VON FIEANDT ACTA UNIVERSITATIS UPSALIENSIS ISSN 1651-6214 ISBN 978-91-513-0744-2 UPPSALA urn:nbn:se:uu:diva-392704 2019 Dissertation presented at Uppsala University to be publicly examined in Polhemssalen, Ångströmslaboratoriet, Lägerhyddsvägen 1, Uppsala, Friday, 25 October 2019 at 09:15 for the degree of Doctor of Philosophy. The examination will be conducted in English. Faculty examiner: Professor Jean-Francois Pierson (University of Lorraine). Abstract von Fieandt, K. 2019. Reactive Sputtering of Complex Multi-component Nitride Thin Films. Digital Comprehensive Summaries of Uppsala Dissertations from the Faculty of Science and Technology 1852. 71 pp. Uppsala: Acta Universitatis Upsaliensis. ISBN 978-91-513-0744-2. The ever-increasing demand on improvement of protective nitride thin films has led to an expansion of the research field into multi-element based materials. The work in this thesis has focused on exploring new complex, multi-component nitride thin films based on three different material systems: Al-Ge-N, Hf-Nb-Ti-V-Zr-N and Al-Cr-Nb-Y-Zr-N. All films were synthesised by reactive dc magnetron sputtering and characterised with regard to structure and material properties, in particular the mechanical, optical and corrosion properties. The Al-Ge-O-N coatings exhibited amorphisation of the structure upon oxygen addition, via the formation of a crystalline (Al1-xGex)(N1-yOy) solid solution phase for low O contents. The mechanical properties were improved, and hardness values up to 29 GPa were achieved for low O and Ge concentrations, most likely due to nanocomposite hardening. -

Thermodynamic Properties of Thorium Dioxide from 298 to 1200 Ok
JO URNAL OF RESEARCH of the National Bureau of Standards-A. Physics and Chemistry Vol. 65, No.2, March- April 1961 Thermodynamic Properties of Thorium Dioxide From 298 to 1,200 oK Andrew C. Victor and Thomas B. Douglas (November 26, 1960) As a step in developing new standards of he.at ca l ~ac i ty applicable up to very h~gh temperatures, t he heat content (enthalpy) of thol'lum dlOxldoe, I h02 , relatn:,e to 2~3 K , was accurately measured at ten temperatures from 323 to 1,173 K . A Bunsen 1.ce ca l ol'l~neter and a drop method were used to make t he mea ~ urements on two samples of ":ldely d Iff erent bulk densities. The corresponding heat-capacity values for the hIgher denSIty sample ~re represented within t heir uncertain ty (estimated to be ± 0.3 to 0.5 %) by the followlI1g empirical equation 1 (cal mole- I deg- I at T OK) : C ~ = 17 . 057 + 1 8. 06 ( 10 -4) T - 2.5166 (1 05)/1'2 At 298 oK t his equation agrees with previously reported low-temperatu.re measurements made with an adiabatic calorimeter. Values of heat content, heat capaelty, entropy, and Gibb's free energy function are tabulated from 298.15 t o 1,200 oK. 1. Introduction measll remen ts arc soon to be extended up to ap proximately 1,800 OK. Current practical and theoretical developm~l!ts However, at higher temperatures aluminum oxide have increased the need for accurate heat capaCltlOs is impractical as a heat standard, for it becomes and related thermal properties at high temp ~rature s, increasingly volatile, and melts at approximately yet the values reported for the same mat~nal from 2,300 OK. -

Extraction of Thorium Oxide from Monazite Ore
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Supervised Undergraduate Student Research Chancellor’s Honors Program Projects and Creative Work 5-2019 Extraction of Thorium Oxide from Monazite Ore Makalee Ruch University of Tennessee, Knoxville, [email protected] Chloe Frame University of Tennessee, Knoxville Molly Landon University of Tennessee, Knoxville Ralph Laurel University of Tennessee, Knoxville Annabelle Large University of Tennessee, Knoxville Follow this and additional works at: https://trace.tennessee.edu/utk_chanhonoproj Part of the Environmental Chemistry Commons, Geological Engineering Commons, and the Other Chemical Engineering Commons Recommended Citation Ruch, Makalee; Frame, Chloe; Landon, Molly; Laurel, Ralph; and Large, Annabelle, "Extraction of Thorium Oxide from Monazite Ore" (2019). Chancellor’s Honors Program Projects. https://trace.tennessee.edu/utk_chanhonoproj/2294 This Dissertation/Thesis is brought to you for free and open access by the Supervised Undergraduate Student Research and Creative Work at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Chancellor’s Honors Program Projects by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. Extraction of Thorium Oxide from Monazite Ore Dr. Robert Counce Department of Chemical and Biomolecular Engineering University of Tennessee Chloe Frame Molly Landon Annabel Large Ralph Laurel Makalee Ruch CBE 488: Honors -

Fabrication of Thorium and Thorium Dioxide
Natural Science, 2015, 7, 10-17 Published Online January 2015 in SciRes. http://www.scirp.org/journal/ns http://dx.doi.org/10.4236/ns.2015.71002 Fabrication of Thorium and Thorium Dioxide Balakrishna Palanki (Retired) Nuclear Fuel Complex, Hyderabad, India Email: [email protected] Received 10 November 2014; revised 9 December 2014; accepted 28 December 2014 Copyright © 2015 by author and Scientific Research Publishing Inc. This work is licensed under the Creative Commons Attribution International License (CC BY). http://creativecommons.org/licenses/by/4.0/ Abstract Thorium based nuclear fuel is of immense interest to India by virtue of the abundance of Thorium and relative shortage of Uranium. Thorium metal tubes were being cold drawn using copper as cladding to prevent die seizure. After cold drawing, the copper was removed by dissolution in ni- tric acid. Thorium does not dissolve being passivated by nitric acid. Initially the copper cladding was carried out by inserting copper tubes inside and outside the thorium metal tube. In an inno- vative development, the mechanical cladding with copper was replaced by electroplated copper with a remarkable improvement in thorium tube acceptance rates. Oxalate derived thoria powder was found to require lower compaction pressures compared to ammonium diuranate derived urania powders to attain the same green compact density. However, the green pellets of thoria were fragile and chipped during handling. The strength improved after introducing a ball milling step before compaction and maintaining the green density above the specified value. Alternatively, binders were used later for greater handling strength. Magnesia was conventionally being used as dopant to enhance the sinterability of thoria. -
![Ternary Nitride Materials: Fundamentals and Emerging Device Applications Arxiv:2010.08058V1 [Cond-Mat.Mtrl-Sci] 15 Oct 2020](https://docslib.b-cdn.net/cover/0386/ternary-nitride-materials-fundamentals-and-emerging-device-applications-arxiv-2010-08058v1-cond-mat-mtrl-sci-15-oct-2020-1880386.webp)
Ternary Nitride Materials: Fundamentals and Emerging Device Applications Arxiv:2010.08058V1 [Cond-Mat.Mtrl-Sci] 15 Oct 2020
Ternary Nitride Materials: Fundamentals and Emerging Device Applications Ann L. Greenaway,1 Celeste L. Melamed,2;1 M. Brooks Tellekamp,1 Rachel Woods-Robinson,3;4;1 Eric S. Toberer,2 James R. Neilson5 and Adele C. Tamboli1* 1Materials and Chemistry Science and Technology Directorate, National Renewable Energy Laboratory, Golden, Colorado, United States, 80401 email: [email protected] 2Department of Physics, Colorado School of Mines, Golden, Colorado, United States, 80401 3Applied Science and Technology Graduate Group, University of California at Berkeley, Berkeley, California, United States, 97402 4Energy Technologies Area, Lawrence Berkeley National Laboratory, Berkeley, California, United States, 94720 5Department of Chemistry, Colorado State University, Fort Collins, Colorado, United States, 80523 Keywords ternary nitride, structural chemistry, metastability, nitride synthesis, optoelectronics, battery Abstract Interest in inorganic ternary nitride materials has grown rapidly over the past few decades, as their diversity of chemistries and structures make them appealing for a variety of applications. Due to synthetic challenges posed by the stability of N2, the number of predicted ni- tride compounds dwarfs those that have been synthesized, offering a breadth of opportunity for exploration. This review summarizes the fundamental properties and structural chemistry of ternary nitrides, leveraging metastability and the impact of nitrogen chemical potential. A discussion of prevalent defects, both detrimental and beneficial, is followed by a survey of synthesis techniques and their interplay with arXiv:2010.08058v1 [cond-mat.mtrl-sci] 15 Oct 2020 metastability. Throughout the review, we highlight applications (such as solid-state lighting, electrochemical energy storage, and electronic devices) in which ternary nitrides show particular promise. 1 Contents 1. -

Characterization of Iii-Nitride Thin Films
ABSTRACT PARK, JI-SOO. Growth and Characterization of GaN and AlGaN Thin Films and Heterostructures and the Associated Development and Evaluation of Ultraviolet Light Emitting Diodes. (Under the direction of Professor Robert F. Davis) AlGaN-based thin film heterostructures have been grown and fabricated into ultraviolet light emitting diodes with and without p-type and/or n-type AlGaN carrier- blocking layers at the top and the bottom of the quantum wells, respectively, and having the principal emission at 353 nm. The highest values of this peak intensity and light output power were measured in the devices containing p-type carrier-blocking layers. Growth of an n-type carrier-blocking layer had an adverse effect on these device characteristics. A broad peak centered at ~540nm exhibited yellow luminescence and was present in the spectra acquired from all the devices. This peak is attributed to absorption of the ultraviolet emission by and re-emission from the p-GaN and/or to the luminescence from the AlGaN within quantum wells by current injection. Individual AlxGa1-xN films (x<0≤1) have been grown on Si- and C-terminated 6H-SiC{0001} substrates and characterized for electron emission applications. The large range in the values of x was achieved by changing the fraction of Al in the gas phase from 0 to 0.45. The ionized donor concentration in the n-type, Si-doped AlxGa1-xN films decreased as the mole fraction of Al was increased due to the reduction in the donor energy level and compensation. The use of the SiH4 flow rate, which yields a Si concentration of ~1 x 1019 cm-3 in GaN, established the upper limit of the mole fraction of Al wherein n-type doping could be achieved at ~0.61. -
Aec-Nasa Tech Brief
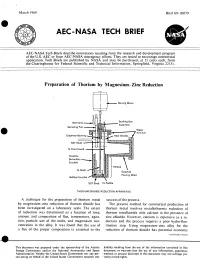
March 1969 Brief 69-10079 sty C AEC-NASA TECH BRIEF YES AEC-NASA Tech Briefs describe innovations resulting from the research and development program of the U.S. AEC or from AEC-NASA interagency efforts. They are issued to encourage commercial application. Tech Briefs are published by NASA and may be purchased, at 15 cents each, from the Clearinghouse for Federal Scientific and Technical Information, Springfield, Virginia 22151. Preparation of Thorium by Magnesium—Zinc Reduction Stirring Motor Ball Valve Stuffing Box Assembly Sampling Port - Water Annulus Graphitar Bearing 1___._Hea t Shields SST Shaft Ta Thermowell Graphite Secondary Crucible Heated Ta Shaft Graphite Pouring Mold Baffled Crucible^v I SST Shell Ta Paddle THORIUM DIOXIDE REDUCTION APPARATUS A technique for the preparation of thorium metal success of the process. by magnesium—zinc reduction of thorium dioxide has The present method for commercial production of been investigated on a laboratory scale. The extent thorium metal involves metallothermic reduction of of reduction was determined as a function of time, thorium tetrafluoride with calcium in the presence of amount and composition of flux, temperature, agita- zinc chloride. However, calcium is expensive as a re- tion, particle size of the oxide, and magnesium con- ductant and the process requires a prior hydro-fluo- centration in the alloy. It was found that the use of rination step. Using magnesium—zinc alloy for the a flux of the proper composition is essential to the reduction of thorium dioxide has potential economic (continued overleaf) This document was prepared under the sponsorship of the Atomic liability resulting from the use of the information contained in this Energy Commission and/or the National Aeronautics and Space document, or warrants that the use of any information, apparatus, Administration. -

Chemical Compatibility Storage Group
CHEMICAL SEGREGATION Chemicals are to be segregated into 11 different categories depending on the compatibility of that chemical with other chemicals The Storage Groups are as follows: Group A – Compatible Organic Acids Group B – Compatible Pyrophoric & Water Reactive Materials Group C – Compatible Inorganic Bases Group D – Compatible Organic Acids Group E – Compatible Oxidizers including Peroxides Group F– Compatible Inorganic Acids not including Oxidizers or Combustible Group G – Not Intrinsically Reactive or Flammable or Combustible Group J* – Poison Compressed Gases Group K* – Compatible Explosive or other highly Unstable Material Group L – Non-Reactive Flammable and Combustible, including solvents Group X* – Incompatible with ALL other storage groups The following is a list of chemicals and their compatibility storage codes. This is not a complete list of chemicals, but is provided to give examples of each storage group: Storage Group A 94‐75‐7 2,4‐D (2,4‐Dichlorophenoxyacetic acid) 94‐82‐6 2,4‐DB 609-99-4 3,5-Dinitrosalicylic acid 64‐19‐7 Acetic acid (Flammable liquid @ 102°F avoid alcohols, Amines, ox agents see SDS) 631-61-8 Acetic acid, Ammonium salt (Ammonium acetate) 108-24-7 Acetic anhydride (Flammable liquid @102°F avoid alcohols see SDS) 79‐10‐7 Acrylic acid Peroxide Former 65‐85‐0 Benzoic acid 98‐07‐7 Benzotrichloride 98‐88‐4 Benzoyl chloride 107-92-6 Butyric Acid 115‐28‐6 Chlorendic acid 79‐11‐8 Chloroacetic acid 627‐11‐2 Chloroethyl chloroformate 77‐92‐9 Citric acid 5949-29-1 Citric acid monohydrate 57-00-1 Creatine 20624-25-3 -

Thermally Induced Irreversibility in the Conductivity of Germanium Nitride MARK and Oxynitride films ⁎ N
Materials Science in Semiconductor Processing 74 (2018) 57–63 Contents lists available at ScienceDirect Materials Science in Semiconductor Processing journal homepage: www.elsevier.com/locate/mssp Thermally induced irreversibility in the conductivity of germanium nitride MARK and oxynitride films ⁎ N. Pintoa,b, , F. Caprolia, G. Maggionic, S. Carturanc, D.R. Napolid a Scuola di Scienze e Tecnologie, sezione di Fisica, Università di Camerino, Camerino, Italy b INFN, sezione di Perugia, Perugia, Italy c INFN, Laboratori Nazionali di Legnaro, Legnaro, PD, Italy d Dipartimento di Fisica e Astronomia, Università di Padova, Padova, Italy ARTICLE INFO ABSTRACT Keywords: We report the evidence for irreversible changes in the conductivity, σT(), of a-Ge3Nx (3.7<<x 4.6) and quasi- Germanium nitride stoichiometric a-Ge2OyNx thin films occurring at T ≳ 630 K, under high vacuum conditions. We have found that Germanium oxynitride σT()curves not only depend on the material properties but also on the thermal history undertaken by films. The Thermal annealing irreversibility in σT(), during heating in vacuum, is correlated to the transformation of the native GeO2 into Electrical conductivity volatile GeO. Thermal annealing in N2 atmosphere, on the contrary, results to extend film stability up to 973 K. At higher T, domes and pits are formed onto the film surface, due to the strong effusion of N-rich volatile species. Unstable N-Ge bonds can explain both the nitrogen thermodynamic instability and the Ge nano-crystallisation process occurring in a-Ge3Nx films, upon heating until 1023 K. Compared to a-Ge3Nx, quasi-stoichiometric a- Ge2OyNx is both more insulating and more stable upon heating up to 1023 K under N2 flow, that makes it a suitable passivating layer material for the fabrication of electronic devices. -
A Computational Analysis of Thorium Dioxide and Th(1-X)Uxo2 Systems
University College London A Computational Analysis of Thorium Dioxide and Th(1-x)UxO2 Systems Thesis submitted for the degree of Doctor of Philosophy (PhD) by Ashley Elizabeth Shields Supervisor: Professor Nora H. de Leeuw University College London Department of Chemistry December 2015 Declaration I, Ashley Elizabeth Shields, confirm that the work presented in this thesis is my own. Where information has been derived from other sources, I confirm that this has been properly indicated and fully acknowledged in the thesis. Ashley Elizabeth Shields December 2015 2 Abstract Nuclear power generation is an important way to satisfy rising global energy needs without increasing dependence on coal and petroleum. However, conventional nuclear fuels, such as uranium and plutonium dioxides, raise several safety concerns. Many countries have shown a renewed interest in thorium-based fuels as a potentially safer alternative. Thorium dioxide requires small amounts of a neutron source, such as uranium or plutonium, to generate a sustainable fission reaction. Due to the hazards of conducting experimental work on radioactive substances, a robust theoretical understanding of this doped- ThO2 fuel is needed. Using Density Functional Theory (DFT), we have studied the effects of uranium addition on the electronic structures of both the pure thoria bulk structure and three flat surfaces of ThO2 and simulated Scanning Tunneling Microscopy (STM) images of each surface. We have also studied the effect of a uranium adatom on these surfaces. However, we wished to study larger systems than are practical to simulate with DFT, and so we developed a new Th-O Buckingham- type force field that has been optimized to work with a leading UO2 interatomic potential.