Welding Health and Safety
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Study and Characterization of EN AW 6181/6082-T6 and EN AC
metals Article Study and Characterization of EN AW 6181/6082-T6 and EN AC 42100-T6 Aluminum Alloy Welding of Structural Applications: Metal Inert Gas (MIG), Cold Metal Transfer (CMT), and Fiber Laser-MIG Hybrid Comparison Giovanna Cornacchia * and Silvia Cecchel DIMI, Department of Industrial and Mechanical Engineering, University of Brescia, via Branze 38, 25123 Brescia, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-030-371-5827; Fax: +39-030-370-2448 Received: 18 February 2020; Accepted: 26 March 2020; Published: 27 March 2020 Abstract: The present research investigates the effects of different welding techniques, namely traditional metal inert gas (MIG), cold metal transfer (CMT), and fiber laser-MIG hybrid, on the microstructural and mechanical properties of joints between extruded EN AW 6181/6082-T6 and cast EN AC 42100-T6 aluminum alloys. These types of weld are very interesting for junctions of Al-alloys parts in the transportation field to promote the lightweight of a large scale chassis. The weld joints were characterized through various metallurgical methods including optical microscopy and hardness measurements to assess their microstructure and to individuate the nature of the intermetallics, their morphology, and distribution. The results allowed for the evaluation of the discrepancies between the welding technologies (MIG, CMT, fiber laser) on different aluminum alloys that represent an exhaustive range of possible joints of a frame. For this reason, both simple bar samples and real junctions of a prototype frame of a sports car were studied and, compared where possible. The study demonstrated the higher quality of innovative CMT and fiber laser-MIG hybrid welding than traditional MIG and the comparison between casting and extrusion techniques provide some inputs for future developments in the automotive field. -

Welding Technology a Suncam Continuing Education Course
033.pdf Welding Technology A SunCam Continuing Education Course Welding Technology By Roger Cantrell www.SunCam.com Page 1 of 35 033.pdf Welding Technology A SunCam Continuing Education Course Learning Objectives This course introduces the student to the concept of developing procedures for welding and brazing. Welding and brazing variables are introduced and some example concepts for applying each variable are highlighted to pique the student’s interest and perhaps lead to further study. Upon completion of this course, the student should be able to: • Understand the concept of creating a welding/brazing procedure • Identify several commonly used welding/brazing processes • Identify the more common welding/brazing variables • Appreciate some of the considerations for applying each variable 1.0 INTRODUCTION This course highlights the basic concepts of developing a welding or brazing procedure specification (WPS/BPS). There are a number of ways to approach this subject such as by process, base material, etc. It will be convenient to organize our thoughts in the format of ASME Section IX. The various factors that might influence weld quality are identified in ASME Section IX as "Welding Variables". "Brazing Variables" are treated in a separate part of Section IX in a manner similar to welding variables. The listing of variables for welding procedures can be found in ASME Section IX, Tables QW-252 through QW-265 (a table for each process). The layout of each table is similar to Figure No. 1. www.SunCam.com Page 2 of 35 033.pdf Welding Technology A SunCam Continuing Education Course Process Variable Variation (Description) Essential Supplementary Essential Nonessential Joint Backing X Root Spacing X Base P Number X Metal G Number X Filler F Number X Metal A Number X Continued in this fashion until all relevant variables for the subject process are listed. -

Guidelines for the Welded Fabrication of Nickel-Containing Stainless Steels for Corrosion Resistant Services
NiDl Nickel Development Institute Guidelines for the welded fabrication of nickel-containing stainless steels for corrosion resistant services A Nickel Development Institute Reference Book, Series No 11 007 Table of Contents Introduction ........................................................................................................ i PART I – For the welder ...................................................................................... 1 Physical properties of austenitic steels .......................................................... 2 Factors affecting corrosion resistance of stainless steel welds ....................... 2 Full penetration welds .............................................................................. 2 Seal welding crevices .............................................................................. 2 Embedded iron ........................................................................................ 2 Avoid surface oxides from welding ........................................................... 3 Other welding related defects ................................................................... 3 Welding qualifications ................................................................................... 3 Welder training ............................................................................................. 4 Preparation for welding ................................................................................. 4 Cutting and joint preparation ................................................................... -

Magnetically Impelled Arc Butt (MIAB) Welding of Chrome Plated Steel
MAGNETICALLY IMPELLED ARC BUTT (MIAB) WELDING OF CHROMIUM- PLATED STEEL TUBULAR COMPONENTS UTILIZING ARC VOLTAGE MONITORING TECHNIQUES DISSERTATION Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University By David H. Phillips, M.S.W.E ***** The Ohio State University 2008 Dissertation Committee: Professor Charley Albright, Advisor Approved by Professor Dave Dickinson _________________________________ Professor John Lippold Advisor Welding Engineering Graduate Program ABSTRACT Magnetically Impelled Arc Butt (MIAB) welding is a forge welding technique which generates uniform heating at the joint through rapid rotation of an arc. This rotation results from forces imposed on the arc by an external magnetic field. MIAB welding is used extensively in Europe, but seldom utilized in the United States. The MIAB equipment is robust and relatively simple in design, and requires low upset pressures compared to processes like Friction welding. In the automotive industry, tubular construction offers many advantages due to the rigidity, light weight, and materials savings that tubes provide. In the case of automotive suspension components, tubes may be chromium-plated on the ID to reduce the erosive effects of a special damping fluid. Welding these tubes using the MIAB welding process offers unique technical challenges, but with potential for significant cost reduction vs. other welding options such as Friction welding. Based on published literature, this research project represented the first attempt to MIAB weld chromium-plated steel tubes, and to utilize voltage monitoring techniques to assess weld quality. ii Optical and SEM microscopy, tensile testing, and an ID bend test technique were all used to assess the integrity of the MIAB weldments. -

Welding and Joining Guidelines
Welding and Joining Guidelines The HASTELLOY® and HAYNES® alloys are known for their good weldability, which is defined as the ability of a material to be welded and to perform satisfactorily in the imposed service environment. The service performance of the welded component should be given the utmost importance when determining a suitable weld process or procedure. If proper welding techniques and procedures are followed, high-quality welds can be produced with conventional arc welding processes. However, please be aware of the proper techniques for welding these types of alloys and the differences compared to the more common carbon and stainless steels. The following information should provide a basis for properly welding the HASTELLOY® and HAYNES® alloys. For further information, please consult the references listed throughout each section. It is also important to review any alloy- specific welding considerations prior to determining a suitable welding procedure. The most common welding processes used to weld the HASTELLOY® and HAYNES® alloys are the gas tungsten arc welding (GTAW / “TIG”), gas metal arc welding (GMAW / “MIG”), and shielded metal arc welding (SMAW / “Stick”) processes. In addition to these common arc welding processes, other welding processes such plasma arc welding (PAW), resistance spot welding (RSW), laser beam welding (LBW), and electron beam welding (EBW) are used. Submerged arc welding (SAW) is generally discouraged as this process is characterized by high heat input to the base metal, which promotes distortion, hot cracking, and precipitation of secondary phases that can be detrimental to material properties and performance. The introduction of flux elements to the weld also makes it difficult to achieve a proper chemical composition in the weld deposit. -

Welding on the Farm: Selecting a Welding Unit for the Farm Or Ranch
Welding on the Farm: Selecting a Welding Unit for the Farm or Ranch Farms encounter a wide variety of welding repairs and projects – having the right welder depends on a lot of factors. Do you have to bring the welder to the work or can you take the work to the welder? Which process (MIG, Stick, or TIG) fits your needs? This article examines all these issues and more. The weather finally cleared, and Wisconsin dairy farmer Al Hoffmann has 385 acres of haylage to cut and store when the chopper blower band for the silo snaps in half. Part of the 3/16 in. steel band has worn paper thin and snapped, and on this Saturday, the nearest replacement band is two days away. Using a 200 amp Millermatic® wire welder, Al saves the band by tack welding it together and then welding on a back-up strip of steel. The repaired chopper blower moves more than 800 tons of haylage in the next few days... ...It's evening milking time. Al is half done with his 185 cows when a hinge breaks on the air gate in the milking parlor. Al resumes milking a few minutes later, after he repairs the gate with a portable Millermatic wire welder that runs off his 115 V household current. "This farm has a lot of old iron, but welders keep my machinery running," Al says. In addition to the two wire welders, Al also uses a 175 amp Stick (shielded metal arc) welder, primarily for hardfacing the bucket on his skid loader or repairing his manure spreader. -

Welding Process Reference Guide
Welding Process Reference Guide gas arc welding…………………..GMAW -pulsed arc…………….……….GMAW-P atomic hydrogen welding……..AHW -short circuiting arc………..GMAW-S bare metal arc welding…………BMAW gas tungsten arc welding…….GTAW carbon arc welding……………….CAW -pulsed arc……………………….GTAW-P -gas……………………………………CAW-G plasma arc welding……………..PAW -shielded……………………………CAW-S shielded metal arc welding….SMAW -twin………………………………….CAW-T stud arc welding………………….SW electrogas welding……………….EGW submerged arc welding……….SAW Flux cord arc welding…………..FCAW -series………………………..…….SAW-S coextrusion welding……………...CEW Arc brazing……………………………..AB cold welding…………………………..CW Block brazing………………………….BB diffusion welding……………………DFW Diffusion brazing…………………….DFB explosion welding………………….EXW Dip brazing……………………………..DB forge welding…………………………FOW Flow brazing…………………………….FLB friction welding………………………FRW Furnace brazing……………………… FB hot pressure welding…………….HPW SOLID ARC Induction brazing…………………….IB STATE BRAZING WELDING Infrared brazing……………………….IRB roll welding…………………………….ROW WELDING (8) ultrasonic welding………………….USW (SSW) (AW) Resistance brazing…………………..RB Torch brazing……………………………TB Twin carbon arc brazing…………..TCAB dip soldering…………………………DS furnace soldering………………….FS WELDING OTHER electron beam welding………….EBW induction soldering……………….IS SOLDERING PROCESS WELDNG -high vacuum…………………….EBW-HV infrared soldering…………………IRS (S) -medium vacuum………………EBW-MV iron soldering……………………….INS -non-vacuum…………………….EBW-NV resistance soldering…………….RS electroslag welding……………….ESW torch soldering……………………..TS -

Tendencies in Development of Plasma-Arc Welding of Aluminium Alloys*
MAIN TENDENCIES IN DEVELOPMENT OF PLASMA-ARC WELDING OF ALUMINIUM ALLOYS* A.A. GRINYUK2, 3, V.N. KORZHIK1, 2, V.E. SHEVCHENKO1, 2, A.A. BABICH2, S.I. PELESHENKO4, V.G. CHAJKA2, A.F. TISHCHENKO2 and G.V. KOVBASENKO2 1Chinese-Ukrainian E.O. Paton Welding Institute (Guangdong General Research Institute of Industrial Technology) (Guangzhou Research Institute of Non-Ferrous Metals, PRC) 2E.O. Paton Electric Welding Institute, NASU 11 Bozhenko Str., 03680, Kiev, Ukraine. E-mail: [email protected] 3NTUU «Kiev Polytechnic Institute» 6/2 Dashavskaya Str., 03056, Kiev, Ukraine. E-mail: [email protected] 4South China University of Technology 510641, Guangzhou, PRC. E-mail: [email protected] Publications, describing the characteristic technologies of aluminium alloy welding by an arc constricted by high-velocity inert gas flow were analyzed. It is shown that plasma-arc welding (PAW) is further development of the process of nonconsumable-electrode inert-gas welding. It is established that during development of PAW of aluminium alloys, there was a transition from alternating sinusoidal current to reverse polarity direct current, and furtheron to variable polarity asymmetrical current with rectangular current waveform. A more promising direction of improvement of PAW equipment is transition from specialized power sources to modular design of PAW system, based on power sources applied for noncon- sumable electrode welding and plasma modules. Further path of improvement of the processes of aluminium alloy PAW is combined or hybrid application of several heat sources, including the constricted arc and consumable-electrode arc. In the authors’ opinion, hybrid consumable-electrode PAW with hollow anode and axial wire feed in the most promising variant. -

Arc Welding and Implanted Medical Devices
A Closer Look SUMMARY Arc Weldi ng and Implanted Medical Devices Electromagnetic Interference (EMI) is the disruption of normal operation of an electronic device when it is in the vicinity of Description an electromagnetic field created by another The electrical signals generated by arc welders may interfere with the proper electronic device. function of ICDs, S-ICDs, CRT-Ds, CRT-Ps or pacing systems. This Electric arc welding refers to a process that interference may have the potential to be interpreted by the device as uses a power supply to create an electric electrical noise or as electrical activity of the heart. Such interference may arc between two metals. result in temporary asynchronous pacing (loss of coordination between the This article describes the potential heart and the device), inhibition of pacing and/or shock therapy (therapy not interaction between the arc welder and delivered when required), or inappropriate tachyarrhythmia therapy (therapy Boston Scientific implantable pacemakers and defibrillators. It also provides delivered when not required). This article refers to Gas Metal Arc Welding— suggestions to minimize potential including Metal Inert Gas (MIG) and Metal Active Gas (MAG)—Manual Metal interactions. Arc (MMA),Tungsten Inert Gas (TIG) welding, and plasma cutting. For questions regarding inductive or spot welding, or welding using current Products Referenced All CRM ICDs, S-ICDs, CRT-Ds, greater than 160 amps, please contact Technical Services. CRT-Ps, and Pacing Systems Products referenced are unregistered or Potential EMI interactions registered trademarks of Boston Scientific Corporation or its affiliates. All other trademarks Electromagnetic interference (EMI) may occur when electromagnetic waves are the property of their respective owners. -

Study on Weld Quality Characteristics of Micro Plasma Arc Welded Austenitic Stainless Steels
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 97 ( 2014 ) 752 – 757 12th GLOBAL CONGRESS ON MANUFACTURING AND MANAGEMENT, GCMM 2014 Study on Weld Quality Characteristics of Micro Plasma Arc Welded Austenitic Stainless Steels Kondapalli Siva Prasada*, Chalamalasetti Srinivasa Raob, Damera Nageswara Raoc a*Anil Neerukonda Institute of Technology & Sciences, Visakhapatnam, INDIA bU College of Engineering, Andhra University, Visakhapatnam, INDIA cCenturion University of Technology & Management, Odisha, INDIA Abstract Micro Plasma Arc Welding (MPAW) is one of the important arc welding process commonly using in sheet metal industry for manufacturing metal bellows, metal diaphragms etc. The paper focuses on weld quality characteristics like weld bead geometry, grain size, hardness and ultimate tensile strength of MPAW welded joints of various austenitic stainless steels namely AISI 316L, AISI 316Ti, and AISI 321. From the analysis carried out it is noticed that for the same thickness of work piece material and same welding conditions, AISI 304L has achieved sound weld bead geometry, highest tensile strength and hardness. However it is noticed that AISI 316L has attained lowest tensile strength, AISI 321 has lowest hardness and grain size. © 2014201 4The The Authors. Authors. Published Published by Elsevier by Elsevier Ltd. This Ltd is .an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/3.0/). Selection and peer-review under responsibility of the Organizing Committee of GCMM 2014. Selection and peer-review under responsibility of the Organizing Committee of GCMM 2014 Keywords: Micro Plasma Arc Welding,;Austenitic Stainless steel; Weld bead geometry; grain size; hardness; tensile strength 1. -

SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING by SOLDERING OR WELDING; CUTTING by APPLYING HEAT LOCALLY, E.G
B23K CPC COOPERATIVE PATENT CLASSIFICATION B PERFORMING OPERATIONS; TRANSPORTING (NOTES omitted) SHAPING B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR (NOTES omitted) B23K SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM (making metal-coated products by extruding metal B21C 23/22; building up linings or coverings by casting B22D 19/08; casting by dipping B22D 23/04; manufacture of composite layers by sintering metal powder B22F 7/00; arrangements on machine tools for copying or controlling B23Q; covering metals or covering materials with metals, not otherwise provided for C23C; burners F23D) NOTES 1. This subclass covers also electric circuits specially adapted for the purposes covered by the title of the subclass. 2. In this subclass, the following term is used with the meaning indicated: • "soldering" means uniting metals using solder and applying heat without melting either of the parts to be united WARNINGS 1. The following IPC groups are not in the CPC scheme. The subject matter for these IPC groups is classified in the following CPC groups: B23K 35/04 - B23K 35/20 covered by B23K 35/0205 - B23K 35/0294 B23K 35/363 covered by B23K 35/3601 - B23K 35/3618 2. In this subclass non-limiting references (in the sense of paragraph 39 of the Guide to the IPC) may still be displayed in the scheme. Soldering, e.g. brazing, or unsoldering (essentially requiring the use 1/018 . Unsoldering; Removal of melted solder or other of welding machines or welding equipment, see the relevant groups residues for the welding machines or welding equipment) 1/06 . -
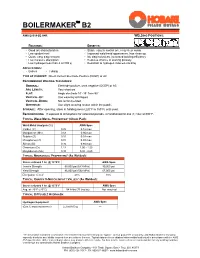
Boilermaker B2
BOILERMAKER B2 AWS E8018-B2 H4R WELDING POSITIONS: FEATURES: BENEFITS: • Good arc characteristics • Stable easy to control arc, x-ray clear welds • Low spatter level • Improved weld bead appearance, less clean-up • Quick, easy slag removal • No slag inclusions, increased welding efficiency • Low moisture absorption • Reduces chance of starting porosity • Low hydrogen less than 4 ml/100 g • Resistant to hydrogen induced cracking APPLICATIONS: • Boilers • Tubing TYPE OF CURRENT: Direct Current Electrode Positive (DCEP) or AC RECOMMENDED WELDING TECHNIQUES: ENERAL Electrode positive, work negative (DCEP) or AC G : RC ENGTH Very short arc A L : LAT Angle electrode 10°-15° from 90° F : ERTICAL P Use weaving techniques V -U : ERTICAL OWN Not recommended V -D : OVERHEAD: Use slight weaving motion within the puddle STORAGE: After opening, store in holding oven (220°F to 350°F) until used. RECONDITIONING If exposed to atmosphere for extended periods, reconditioned for one (1) hour at 600°F. TYPICAL WELD METAL PROPERTIES* (Chem Pad): Weld Metal Analysis (%) AWS Spec Carbon (C) 0.05 0.12 max Manganese (Mn) 0.68 0.90 max Sulphur (S) 0.01 0.03 max Phosphorus (P) 0.01 0.03 max Silicon (Si) 0.36 0.80 max Chromium (Cr) 1.12 1.00 - 1.50 Molybdenum (Mo) 0.40 0.40 - 0.65 TYPICAL MECHANICAL PROPERTIES* (As Welded): Stress relieved 1 hr. @ 1275°F AWS Spec Tensile Strength 98,000 psi (673 MPa) 80,000 psi Yield Strength 86,000 psi (592 MPa) 67,000 psi Elongation % in 2” 23% 19% TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded): Stress relieved 1 hr.