Arc Welding 1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Study and Characterization of EN AW 6181/6082-T6 and EN AC
metals Article Study and Characterization of EN AW 6181/6082-T6 and EN AC 42100-T6 Aluminum Alloy Welding of Structural Applications: Metal Inert Gas (MIG), Cold Metal Transfer (CMT), and Fiber Laser-MIG Hybrid Comparison Giovanna Cornacchia * and Silvia Cecchel DIMI, Department of Industrial and Mechanical Engineering, University of Brescia, via Branze 38, 25123 Brescia, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-030-371-5827; Fax: +39-030-370-2448 Received: 18 February 2020; Accepted: 26 March 2020; Published: 27 March 2020 Abstract: The present research investigates the effects of different welding techniques, namely traditional metal inert gas (MIG), cold metal transfer (CMT), and fiber laser-MIG hybrid, on the microstructural and mechanical properties of joints between extruded EN AW 6181/6082-T6 and cast EN AC 42100-T6 aluminum alloys. These types of weld are very interesting for junctions of Al-alloys parts in the transportation field to promote the lightweight of a large scale chassis. The weld joints were characterized through various metallurgical methods including optical microscopy and hardness measurements to assess their microstructure and to individuate the nature of the intermetallics, their morphology, and distribution. The results allowed for the evaluation of the discrepancies between the welding technologies (MIG, CMT, fiber laser) on different aluminum alloys that represent an exhaustive range of possible joints of a frame. For this reason, both simple bar samples and real junctions of a prototype frame of a sports car were studied and, compared where possible. The study demonstrated the higher quality of innovative CMT and fiber laser-MIG hybrid welding than traditional MIG and the comparison between casting and extrusion techniques provide some inputs for future developments in the automotive field. -

Welding and Joining Guidelines
Welding and Joining Guidelines The HASTELLOY® and HAYNES® alloys are known for their good weldability, which is defined as the ability of a material to be welded and to perform satisfactorily in the imposed service environment. The service performance of the welded component should be given the utmost importance when determining a suitable weld process or procedure. If proper welding techniques and procedures are followed, high-quality welds can be produced with conventional arc welding processes. However, please be aware of the proper techniques for welding these types of alloys and the differences compared to the more common carbon and stainless steels. The following information should provide a basis for properly welding the HASTELLOY® and HAYNES® alloys. For further information, please consult the references listed throughout each section. It is also important to review any alloy- specific welding considerations prior to determining a suitable welding procedure. The most common welding processes used to weld the HASTELLOY® and HAYNES® alloys are the gas tungsten arc welding (GTAW / “TIG”), gas metal arc welding (GMAW / “MIG”), and shielded metal arc welding (SMAW / “Stick”) processes. In addition to these common arc welding processes, other welding processes such plasma arc welding (PAW), resistance spot welding (RSW), laser beam welding (LBW), and electron beam welding (EBW) are used. Submerged arc welding (SAW) is generally discouraged as this process is characterized by high heat input to the base metal, which promotes distortion, hot cracking, and precipitation of secondary phases that can be detrimental to material properties and performance. The introduction of flux elements to the weld also makes it difficult to achieve a proper chemical composition in the weld deposit. -

Submerged Arc Welding
SAMPLE Welding Process Training Series Submerged Arc Welding 265558 Submerged Arc Welding CC 2014_EN.indd 1 4/17/15 15:35 SAFETY Safety in Welding, Cutting, and Allied Processes, CSA Standard W117.2, from Canadian Standards Association, Standards Sales, 5060 Arc Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (Phone: 800-463- Welding 6727, website: www.csa-international.org). Safe Practice For Occupational And Educational Eye And Face Protec- and Cutting tion, ANSI Standard Z87.1, from American National Standards Insti- tute, 25 West 43rd Street, New York, NY 10036 (Phone: 212-642-4900, the website: www.ansi.org). Safe Way! Standard for Fire Prevention During Welding, Cutting, and Other Hot Work, NFPA Standard 51B, from National Fire Protection Association, Quincy, MA 02269 (Phone: 1-800-344-3555, website: www.nfpa.org.) OSHA, Occupational Safety and Health Standards for General Indus- try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart As in all occupations, safety is paramount. Because there are Q, and Part 1926, Subpart J, from U.S. Government Printing Of- numerous safety codes and regulations in place, we recommend fice, Superintendent of Documents, P.O. Box 371954, Pittsburgh, that you always read all labels and the Owner’s Manual carefully PA 15250-7954 (Phone: 1-866-512-1800) (There are 10 OSHA Re- before installing, operating, or servicing the unit. Read the safety gional Offices—phone for Region 5, Chicago, is 312-353-2220, information at the beginning of the manual and in each section. website: www.osha.gov). Also read and follow all applicable safety standards, especially Booklet, TLVs, Threshold Limit Values, from American Confer- ANSI Z49.1, Safety in Welding, Cutting, and Allied Processes. -

Welding on the Farm: Selecting a Welding Unit for the Farm Or Ranch
Welding on the Farm: Selecting a Welding Unit for the Farm or Ranch Farms encounter a wide variety of welding repairs and projects – having the right welder depends on a lot of factors. Do you have to bring the welder to the work or can you take the work to the welder? Which process (MIG, Stick, or TIG) fits your needs? This article examines all these issues and more. The weather finally cleared, and Wisconsin dairy farmer Al Hoffmann has 385 acres of haylage to cut and store when the chopper blower band for the silo snaps in half. Part of the 3/16 in. steel band has worn paper thin and snapped, and on this Saturday, the nearest replacement band is two days away. Using a 200 amp Millermatic® wire welder, Al saves the band by tack welding it together and then welding on a back-up strip of steel. The repaired chopper blower moves more than 800 tons of haylage in the next few days... ...It's evening milking time. Al is half done with his 185 cows when a hinge breaks on the air gate in the milking parlor. Al resumes milking a few minutes later, after he repairs the gate with a portable Millermatic wire welder that runs off his 115 V household current. "This farm has a lot of old iron, but welders keep my machinery running," Al says. In addition to the two wire welders, Al also uses a 175 amp Stick (shielded metal arc) welder, primarily for hardfacing the bucket on his skid loader or repairing his manure spreader. -
Boilermaker B2
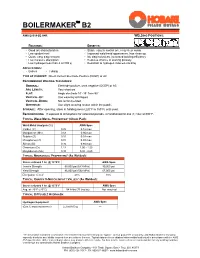
BOILERMAKER B2 AWS E8018-B2 H4R WELDING POSITIONS: FEATURES: BENEFITS: • Good arc characteristics • Stable easy to control arc, x-ray clear welds • Low spatter level • Improved weld bead appearance, less clean-up • Quick, easy slag removal • No slag inclusions, increased welding efficiency • Low moisture absorption • Reduces chance of starting porosity • Low hydrogen less than 4 ml/100 g • Resistant to hydrogen induced cracking APPLICATIONS: • Boilers • Tubing TYPE OF CURRENT: Direct Current Electrode Positive (DCEP) or AC RECOMMENDED WELDING TECHNIQUES: ENERAL Electrode positive, work negative (DCEP) or AC G : RC ENGTH Very short arc A L : LAT Angle electrode 10°-15° from 90° F : ERTICAL P Use weaving techniques V -U : ERTICAL OWN Not recommended V -D : OVERHEAD: Use slight weaving motion within the puddle STORAGE: After opening, store in holding oven (220°F to 350°F) until used. RECONDITIONING If exposed to atmosphere for extended periods, reconditioned for one (1) hour at 600°F. TYPICAL WELD METAL PROPERTIES* (Chem Pad): Weld Metal Analysis (%) AWS Spec Carbon (C) 0.05 0.12 max Manganese (Mn) 0.68 0.90 max Sulphur (S) 0.01 0.03 max Phosphorus (P) 0.01 0.03 max Silicon (Si) 0.36 0.80 max Chromium (Cr) 1.12 1.00 - 1.50 Molybdenum (Mo) 0.40 0.40 - 0.65 TYPICAL MECHANICAL PROPERTIES* (As Welded): Stress relieved 1 hr. @ 1275°F AWS Spec Tensile Strength 98,000 psi (673 MPa) 80,000 psi Yield Strength 86,000 psi (592 MPa) 67,000 psi Elongation % in 2” 23% 19% TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded): Stress relieved 1 hr. -

Weld Quality in Aluminium Alloys
Q14003 Examensarbete 30 hp Maj 2014 Weld Quality in Aluminium Alloys Rujira Deekhunthod Abstract Weld Quality in Aluminium Alloys Rujira Deekhunthod Teknisk- naturvetenskaplig fakultet UTH-enheten The aims of this project are to present an understanding in what happens when aluminium-(Al) alloys are welded, and to investigate how the Mg-, Si- and Cr-contents Besöksadress: in AA6005A influence the weld strength and cracking susceptibility. Ångströmlaboratoriet Lägerhyddsvägen 1 It is known that heat from welding affects the mechanical properties (strength) of the Hus 4, Plan 0 material. Different heat cycles during welding are one of the main reasons that the strength varies. Welding can cause various phenomena such as decreased strength, Postadress: porosity, deformation, cracks and corrosion. To minimize these phenomena one has Box 536 751 21 Uppsala to have a balance between the welding parameters, alloy composition and welding fixture setup. Al alloys are sensitive to heat from welding because they have high heat Telefon: conductivity and high thermal expansion coefficient. They also deform easily when the 018 – 471 30 03 material is heated locally. If the material is deformed too much then cracking easily Telefax: occurs. 018 – 471 30 00 This project has examined how the Mg-, Si- and Cr-contents in AA6005A, affect the welded material. A V-joint with MIG welding is used for producing weld samples. For Hemsida: evaluation Vickers micro-hardness, tensile testing, radiography (X-ray), LOM and SEM http://www.teknat.uu.se/student with EBSD and EDS was used. The evaluation focuses on mechanical properties and microstructure. The results show that small variations of Mg-, Si- and Cr-content do not have any clear effects on the welded material. -

Welding of Aluminum Alloys
4 Welding of Aluminum Alloys R.R. Ambriz and V. Mayagoitia Instituto Politécnico Nacional CIITEC-IPN, Cerrada de Cecati S/N Col. Sta. Catarina C.P. 02250, Azcapotzalco, DF, México 1. Introduction Welding processes are essential for the manufacture of a wide variety of products, such as: frames, pressure vessels, automotive components and any product which have to be produced by welding. However, welding operations are generally expensive, require a considerable investment of time and they have to establish the appropriate welding conditions, in order to obtain an appropriate performance of the welded joint. There are a lot of welding processes, which are employed as a function of the material, the geometric characteristics of the materials, the grade of sanity desired and the application type (manual, semi-automatic or automatic). The following describes some of the most widely used welding process for aluminum alloys. 1.1 Shielded metal arc welding (SMAW) This is a welding process that melts and joins metals by means of heat. The heat is produced by an electric arc generated by the electrode and the materials. The stability of the arc is obtained by means of a distance between the electrode and the material, named stick welding. Figure 1 shows a schematic representation of the process. The electrode-holder is connected to one terminal of the power source by a welding cable. A second cable is connected to the other terminal, as is presented in Figure 1a. Depending on the connection, is possible to obtain a direct polarity (Direct Current Electrode Negative, DCEN) or reverse polarity (Direct Current Electrode Positive, DCEP). -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs. -

1. Exposure Data
1. EXPOSURE DATA 1.1 Description of major welding are used as part of the welding process (e.g. the processes and materials shielding gas) (ISO, 2009). While there are many welding processes Welding is a broad term for the process routinely employed in occupational settings, the of joining metals through coalescence (AWS, most common arc welding processes are manual 2010). Welding techniques tend to be broadly metal arc (MMA, ISO No. 111), gas metal arc classified as arc welding or gas welding. Arc (GMA, ISO No. 13), flux-cored arc (FCA, ISO Nos welding uses electricity to generate an arc, 114 and 136), gas tungsten arc (GTA, ISO No. 14), whereas gas or oxyfuel welding (ISO 4063:2009 and submerged arc (SA, ISO No. 12) (Table 1.2 process numbers 3, 31, 311, 312, and 313) uses fuel and Table 1.3). Electric resistance welding (ER, gases such as acetylene or hydrogen to generate ISO Nos 21 and 22) is also commonly used for spot heat. Welding results in concurrent exposures or seam welding, and uses electric currents and including welding fumes, gases, and ionizing force to generate heat. In occupational settings, and non-ionizing radiation, and coexposures these processes are most commonly used to weld from other sources such as asbestos and solvents mild steel (MS, low carbon) or stainless steel (SS). (Table 1.1). Flame cutting (ISO No. 81), the process of using Welding fumes are produced when metals oxygen (O) and a fuel to cut a metal, is a closely are heated above their melting point, vapourize related process that is often grouped occupation- and condense into fumes. -
AC/DC Submerged Arc Welding
THE LINCOLN ELECTRIC COMPANY NEXTWELD® AC/DC Submerged Arc Welding Processes >>> MODULAR For over 50 years, Lincoln Electric has offered its submerged arc welding (SAW) customers high The Power Wave AC/DC1000 SD power source deposition rates, reliable penetration, and smooth is designed for easy paralleling, overcoming the bead appearance. problems typically associated with synchronization of AC waveforms for increased amperage Now, Lincoln brings you an advance in SAW technology that applications. provides the option of variable polarity. Changes in the >>> balance of positive and negative polarity of the AC waveform MULTI-ARC enable the operator to change penetration and deposition, without changing the current or voltage settings. AC/DC welding is designed for applications that require up to five independently controlled Lincoln’s AC/DC submerged arc process with the Power welding arcs. Wave® power source gives the operator real-time control. >>> Instead of making a weld, stopping and re-programming EASY INTEGRATION the new parameters, and running a test weld to make sure they worked, changing the weld characteristics is as easy as Digital Communications provide a simple solution turning a knob.. for the integration of the welding power source to the motion controlling Programmable Logic Controller (PLC). >>> INCREASED PROCESS CONTROL Digital Communications also enable the use of software tools to record the actual welding values for each weld as well as monitoring the status of the welding system. >>> WAVEFORM CONTROL TECHNOLOGY® The Power Wave AC/DC1000 SD power source is equipped with factory-programmed procedures for fast setup. The Power Wave® AC/DC 1000® SD power source takes submerged arc welding to the next level. -

Chemical and Physical Properties of Fluxes for SAW of Low-Carbon Steels
13 Chemical and Physical Properties of Fluxes for SAW of Low-Carbon Steels Ana Ma. Paniagua-Mercado and Victor M. Lopez-Hirata Instituto Politécnico Nacional (ESFM-ESIQIE) Mexico 1. Introduction The submerged-arc welding of steels has been used since 1930. It is well known that the mechanical properties of steel weldments depend on the chemical compositions of electrodes and fluxes. The development of welding electrodes has been based on practical experiences. The study of welding deposits by means of physical metallurgy permitted to develop electrodes and fluxes for SAW process of steels. In contrast, the use of chemical and physical properties of fluxes for the development of welding process started in the 70´s. (Shah, 1986). Most of the works concerning with the fluxes for SAW process have been focused on its effect on microstructure and mechanical properties. Likewise, it has been interesting the study of the thermochemical and electrochemical reactions that occur at the welding pool which are very important for the transferring of metallic elements to the welds. In addition to the stated above, the electrode coverings is also a very important aspect to obtain weld metal with good mechanical properties. The covering materials are fluxes which are composed of different mineral chemical compounds such as, oxides, fluorides and carbonates (Singer & Singer, 1979). The firing and sintering process of fluxes during welding electrode processing promotes chemical reactions and phase transformations of these minerals. All these factors determine the valence or electric charge of the different elements which are deposited to the weld metal. All the oxides from flux may contribute to the dissolution process of different metallic elements and oxygen in the welding pool. -

Welding Innovation Vol. XVI, No.1, 1999
Tribute to a Leader The James F. Lincoln Arc Welding Foundation was incorporated in 1936 as a nonprofit organization “…to encourage and stimu- late scientific interest in, and scientific study, research and edu- cation in respect of, the development of the arc welding industry…” During Dick's tenure as Executive Director of the Foundation, he enhanced the organization's effectiveness by: • Supporting the School/Shop, College and Professional Award Programs with publicity and cash grants that have made them among the finest such programs in the United States • Expanding the program of donating complete libraries of books Richard S. Sabo published by the Foundation to high schools and colleges • In 1984, initiating publication of Welding Innovation, a periodical which now has an international circulation in excess of 50,000 Some people are simply irreplaceable. My long time friend and • In 1988, appointing the first International Assistant Secretaries colleague, Richard S. Sabo is a case in point. After 31 years of the Foundation with The James F. Lincoln Arc Welding Foundation, and 34 years • Establishing creative partnerships with the American and at The Lincoln Electric Company, Dick is retiring. He will be suc- Australian Institutes of Steel Construction to co-sponsor ceeded, but never replaced. welded bridge award programs For the last three decades, it has been my privilege to watch Dick • Continuing the Foundation's ambitious program of publishing inspire, educate and motivate a truly amazing range of people, welding manuals and design texts from Lincoln employees to vocational school students, from top industry leaders to Foundation Award program participants, and The above accomplishments were very much a part-time activity for from college professors to members of Congressional committees.