Shaping, Planing and Slotting Operations
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

CENTRAL MACHINE, INC. INSPECTION: Wednesday, May 26, 1819 Brooks Avenue 9:00 A.M
AUCTION CNC & MANUAL HOLLOW SPINDLE THREADING & VERTICAL MACHINING FACILITY Featuring: Hollow Spindle & Gap Bed Engine Lathes; 4-Axis CNC Vert. Machining Center, CNC & Manual Mills, Radial Arm Drill, Hyd. Surface Grinder, Horiz. Shaper, Vertical Slotter, Misc. Machinery, Tooling, Hardened & Ground Lead & Taper Gauges, Precision Instruments, Air Compressor, Welding Equip., Large Assortment of Pipe Handling Equip., Pedestal Jib Cranes, Forklifts, More! < MAZAK 12-1/2" HOLLOW SPINDLE LATHE 2008 SULLAIR 30 HP ROTARY SCREW AIR COMPRESSOR THURSDAY, MAY 27 At the Premises of 10:00 A.M. CENTRAL MACHINE, INC. INSPECTION: Wednesday, May 26, 1819 Brooks Avenue 9:00 A.M. to 4:00 P.M. & Morning of Sale ROSENBERG (Houston Area), TEXAS 77471 BUYER’S PREMIUM: 12% ONSITE (See Directions on Back Page) 15% VIA WEBCAST CNC HANKOOK 7-1/4" HOLLOW SPINDLE LATHE SUPERMAX MAX-8 VERTICAL MACHINING CENTER – 4-AXIS Read Terms & Conditions on Back Page On-Site Bidding in Rosenburg, Texas or Bid Via Webcast at of Brochure Sale Conducted By: Headquarters: 2901 W. Sam Houston Pkwy. N., Suite A-130 Houston, TX 77043 PHONE: (713) 691-4401 FAX: (713) 672-7905 BOB BRAMAN TX LIC #6362 • RON MOORE TX LIC #7314 E-MAIL: [email protected] HOUSTON • DALLAS • ST. LOUIS WEBSITE: www.pmi-auction.com HOLLOW SPINDLE LATHES MAZAK 30" X 120", 31" actual sw. over bed, approx. 23" sw. over crosslide, 12-1/2" spndl. hole, spndl. spds.: 5–300 RPM, front and rear 24" dia. hollow spndl. chucks, inch/metric thdng., taper attach., pwr. rapid traverse, remote spndl. opera- tion, Newall 2-axis D.R.O., (2) roller jaw steadyrests, S/N 49983W. -

Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions
Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions MASAKAZU NABEKURA*1 MICHIAKI HASHITANI*1 YUKIHISA NISHIMURA*1 MASAKATSU FUJITA*1 YOSHIKOTO YANASE*1 MASANOBU MISAKI*1 It is a never-ending theme for motorcycle and automobile manufacturers, for whom the Machine Tool Division of Mitsubishi Heavy Industries, Ltd. (MHI) manufactures and delivers gear cutting machines, gear grinding machines and precision cutting tools, to strive for high precision, low cost transmission gears. This paper reports the recent trends in the automobile industry while describing how MHI has been dealing with their needs as a manufacturer of the machines and cutting tools for gear production. process before heat treatment. A gear shaping machine, 1. Gear production process however, processes workpieces such as stepped gears and Figure 1 shows a cut-away example of an automobile internal gears that a gear hobbing machine is unable to transmission. Figure 2 is a schematic of the conven- process. Since they employ a generating process by a tional, general production processes for transmission specific number of cutting edges, several tens of microns gears. The diagram does not show processes such as of tool marks remain on the gear flanks, which in turn machining keyways and oil holes and press-fitting bushes causes vibration and noise. To cope with this issue, a that are not directly relevant to gear processing. Nor- gear shaving process improves the gear flank roughness mally, a gear hobbing machine is responsible for the and finishes the gear tooth profile to a precision of mi- crons while anticipating how the heat treatment will strain the tooth profile and tooth trace. -

Manufacuting Technology
ME 6402 -Manufacturing Technology - II IV Sem / II Year B.E. (Mechanical Engineering) Department of Mechanical Engineering R.M.K.ENGINEERINGCOLLEGE R.S.M. Nagar, Kavaraipettai – 601 206. UNIT I - THEORY OF METAL CUTTING INTRODUCTION: CUTTING TOOL: SINGLE POINT CUTTING TOOL: NOMENCLATURE SINGLE POINT TOOL: MECHANICS OF METAL CUTTING: TYPES OF CHIPS: COOLANT OR CUTTING FLUIDS OR EMULSIONS: FUNCTIONS OR USES OF COOLANTS OR CUTTING FLUIDS: TYPICAL PROPERTIES OF TOOL MATERIALS: ------------------------------X-------------------------------- UNIT-II - CENTRE LATHE AND SPECIAL PURPOSE LATHE INTRODUCTION: TYPES OF LATHE: SPEED LATHE: CENTRE LATHE OR ENGINE LATHE: BENCH LATHE: TOOL ROOM LATHE: CAPSTAN AND TURRET LATHE: SPECIAL PURPOSE LATHE: AUTOMATIC LATHE: CONSTRUCTION OF LATHE MACHINE: BED: HEAD STOCK: TAIL STOCK: CARRIAGE: THREAD CUTTING MECHANISM: ACCESSORIES AND ATTACHMENTS OF LATHE: SPECIFICATION OF LATHE: LATHE OPERATIONS: TAPERS AND TAPER TURNING: TAPER TURNING BY SWIVELLING THE COMPOUND REST: TAPER TURNING ATTACHMENT METHOD: TAPER TURNING WITH TAILSTOCK SET OVER METHOD: FORM TOOL METHOD: TAPER TURNING WITH DOUBLE HEADS: THREAD CUTTING: DRILLING ON A LATHE: CUTTING SPEED: FEED: ---------------------------X------------------------------ UNIT-III, OTHER MACHINE TOOLS DRILLING INTRODUCTION: CONSTRUCTION OF DRILLING MACHINE: TYPES OF DRILLING MACHINE: PORTABLE DRILLING MACHINE: SENSITIVE DRILLING MACHINE: UPRIGHT DRILLING MACHINE: RADIAL DRILLING MACHINE: GANG DRILLING MACHINE: MULTIPLE-SPINDLE DRILLING MACHINE: TYPES OF DRILLS: TWIST DRILL -
Screw Threads and Tap-Drill Sizes
CS24-43 Screw Threads and Tap-Drill Sizes U. S. DEPARTMENT OF COMMERCE JESSE H. JONES, Secretary NATIONAL BUREAU OF STANDARDS LYMAN J. BRIGGS, Director SCREW THREADS AND TAP-DRILL SIZES COMMERCIAL STANDARD CS24-43 (Revision and consolidation of CS24”30 and CS25-30) Effective Date for New Production from February 10, 1943 A RECORDED VOLUNTARY STANDARD OF THE TRADE UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1943 For sale by the Superintendent of Documents, U. S. Government Printing Office Washington 25, D. C. - Price 15 cents U. S. Department of Commerce National Bureau of Standards PROMULGATION of COMMERCIAL STANDARD CS24-43 for SCREW THREADS AND TAP-DRILL SIZES (Revision and consolidation of CS24-30 and CS25-30) At the request of the National Screw Thread Commission, American National screw-thread tables for shop use were circulated January 23, 1930, as recommended commercial standards to producers, distri- butors, and users for a written acceptance. They were subsequently accepted in writing by the industry and published under the titles, American National Standard Screw Threads, Coarse and Fine-Thread Series, Commercial Standard CS24-30; and American National Special Screw Threads, Commercial Standard CS25-*30. On July 28, 1942, on the recommendation of the Interdepartmental Screw Thread Committee, and with the endorsement of the standing committee, a consolidation and revision of CS24-30 and CS25-30, under the title of Recommended Commercial Standard for Screw Threads and Tap-Drill Sizes, was circulated for acceptance. Those concerned have since accepted and approved the standard as shown herein for promulgation by the United States Department of Com- merce, through the National Bureau of Standards. -

Gear Cutting Tools Rua André De Leão 155 Bloco a Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A
Belgien/Belgium Indien/India Türkei/Turkey SA LMT Fette NV LMT Fette India Pvt. Ltd. Böhler Sert Maden Takim Sanayi Belin Yvon S.A. Industrieweg 15 B2 29, II Main Road ve Ticaret A.S. F-01590 Lavancia, Frankreich 1850 Grimbergen Gandhinagar, Adyar Ankara Asfalti ü zeri No.22 Tel. +33 (0) 4 74 75 89 89 Fon +32-2/2 51 12 36 Chennai 600 020 Kartal 81412 Fax +33 (0) 4 74 75 89 90 Fax +32-2/2 51 74 89 Fon +91-44/24 405 136 / 137 Istanbul E-mail: [email protected] Fax +91-44/24 405 1205 P.K. 167 Internet: www.belin-y.com Brasilien/Brazil [email protected] Fon +90-216/3 06 65 70 LMT Böhlerit LTDA. Fax +90-216/3 06 65 74 Gear Cutting Tools Rua André de Leão 155 Bloco A Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A. de C.V. • Hobbing Socorro-Santo Amaro Ungarn/Hungary Bilz Werkzeugfabrik GmbH & Co. KG Matias Romero No. 1359 • Gear Milling Vogelsangstraße 8 São Paulo Col. Letran Valle LMT Boehlerit KFT. D-73760 Ostfildern, Deutschland Fon +55/11 55 46 07 55 03650 Mexico D.F. Kis-Duma U.6 Tel. +49 (0) 711 3 48 01-0 Fax +55/11 55 46 04 76 Fon +52 (55) 56 05 82 77 PoBox 2036 Erdliget Pf. 32 Fax +49 (0) 711 3 48 12 56 [email protected] Fax +52 (55) 56 05 85 01 2030 Erd E-mail: [email protected] [email protected] Fon +36/23 52 19 10 Internet: www.bilz.de China Fax +36/23 52 19 14 Leitz Tooling Systems Österreich/Austria [email protected] (Nanjing) Co. -

STANDARD OPERATING PROCEDURES for COMMON
Faculty of Engineering Workshop Services STANDARD OPERATING PROCEDURES for COMMON TOOL & MACHINING EQUIPMENT [Type here] [Type here] [Type here] The information in this booklet is provided as a guide for the minimum safety training that shall be provided to personnel prior to being authorized to use of any of the following machining tools or pieces of equipment: Mill, Lathe, Planer, Drill Press, Pedestal Grinder, & Band Saw. GENERAL SAFETY TIPS • Safety glasses with side shields must be worn at all times. • Do not wear loose clothing, loose neckwear or exposed jewelry while operating machinery. • Do not work alone in a machine shop. (Implement the "buddy" system.) • Long sleeves on shirts should be rolled up above the elbows. • Pull back and secure long hair. • Do not wear thin fabric shoes, sandals, open-toed shoes, and high-heeled shoes. • A machinist's apron tied in a quick release manner should be worn. • Always keep hands and other body parts a safe distance away from moving machine parts, work pieces, and cutters. • Use hand tools for their designed purposes only. • Report defective machinery, equipment or hand tools to the Technician. McGill Workshop Safety policy: www.mcgill.ca/ehs/programs-and-services/workshop Workshop Rules: www.mcgill.ca/ehs/programs-and-services/workshop/rules [Type here] [Type here] [Type here] FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment MACHINE SHOP SAFETY Machine Shop Safety August 2014 1 FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment WORKSHOP MACHINES - LATHE • All stock must be properly secured in the lathe chuck or mounted prior to the machining process taking place. -

Army Technical Manual for 7" South Bend Shaper
TM 9-3418-200-14&P TECHNICAL MANUAL OPERATOR'S, ORGANIZATIONAL, DIRECT SUPPORT AND GENERAL SUPPORT MAINTENANCE MANUAL FOR SHAPER, METAL CUTTING, HORIZONTAL MODEL CS100 (SOUTH BEND LATHE) (NSN 3418-00-223-0969) THIS PUBLICATION IS A COURTESY QUICK COPY FROM THE UNITED STATES ARMY PUBLICATIONS DISTRIBUTION CENTER, ST. LOUIS, MISSOURI, TO MEET YOUR NEEDS WHILE WE REPLENISH OUR REGULAR STOCK. HEADQUARTERS, DEPARTMENT OF THE ARMY FEBRUARY 1982 TM 9-3418-200-14&P TECHNICAL MANUAL HEADQUARTERS DEPARTMENT OF THE ARMY NO. 9-3418-200-14&P WASHINGTON, DC, 26 February 1982 Operator's, Organizational, Direct Support and General Support Maintenance Manual For SHAPER, METAL CUTTING, HORIZONTAL MODEL CS100 (NSN 3418-00-223-0960) REPORTING ERRORS AND RECOMMENDING IMPROVEMENTS You can help improve this manual. If you find any mistakes or if you know of a way to improve the procedures, please let us know. Mail your letter, DA Form 2028 (Recommended Changes to Publications and Blank Forms or DA Form 2028-2, located in the back of this manual direct to: Commander, US Army Armament Materiel Readiness Command, ATTN: DRSAR-MAS, Rock Island, IL 61299. A reply will be furnished directly to you. NOTE This manual is published for the purpose of identifying an authorized commercial manual for the use of the personnel to whom this equipment is issued. Manufactured by: South Bend Lathe 400 West Sample Street South Bend, IN 46621 Procured under Contract No. DAAA09-76-C-6387 This technical manual is an authentication of the manufacturers' commercial literature and does not conform with the format and content specified in AR 310-3, Military Publications. -
Planing Machine
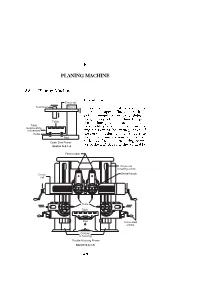
PLANING MACHINE A Planing Machine tro duction Cross-rail In Tool head Column This is also a recipro cating typ e of ma chine like shap er The table with T slots for mounting workpiece slides in the guideways of the machine b ed past Table the stationary to ol head The to ol Table holding the to ol machines du reciprocating head the forward or cutting stroke of movement ring orktable during the cutting stroke Roller the w to ol remains stationary The to ol Bed the tal feed is given during return Open Side Planer horizon backward strokeof the worktable Sketch S-8.1-A or Feed screws Cross-rail elevating screw Cross- Swivel heads rail Tools Table Bed Cross-feed cranks Column or housing Double Housing Planer Sketch S-8.1-B Planing Machine Divided Table Planer In this typ e of planer the table on the bed is divided into two parts it may b e recipro cated separately or together This typ e is mostly suitable for continuous pro duction and thus reduces the machining time by saving the idle time One of the table is used for setting up large number of identical workpieces while the other one recipro cates against the stationary cutting to ol machining the workpieces Both the tables may clamp together for holding large and heavy workpiece and can also recipro cate together under the to ol A Table Drive Mechanism The table recipro cates in the guideways on the machine b ed The mechanism used to drive the table is mainly by gear drive and the reversible mechanism is adopted byany of the following ways a By having an op en and cross b elt drive -

Precision Tools
Precision Tools Precision Tools Gear Cutting Tools & Broaches Pursuing advanced high-speed technology that is both user and environmentally friendly Since developing Japan's first broaching machine in the late 1920s, Fujikoshi has developed a variety of tools and machine tools to handle advancements in production systems. Fujikoshi continues to lead the way by developing machining systems that integrate tools and machines. Pursuing advanced high-speed technology that is both user and environmentally friendly Since developing Japan's first broaching machine in the late 1920s, Fujikoshi has developed a variety of tools and machine tools to handle advancements in production systems. Fujikoshi continues to lead the way by developing machining systems that integrate tools and machines. ndex Gear Cutting Tools Gear Cutting Comparison and Types 25 Broaches Design of Broach ools Guidance NACHI Accuracy of Gear Shaper Cutters 26 Technical Introduction Basic Design and Cutting Method 61 Materials and Coating of Gear Cutting Tools 5 Cutting Condition and Regrinding 27 Hard Broaches 45 Calculation of Pulling Load 62 Gear Cutting T Disk Type Shaper Cutters Type1Standard Dimensions 28 Broach for MQL 46 Face Angle and Relief Angle 63 Technical Introduction Disk Type Shaper Cutters Type2Standard Dimensions 30 Off-normal Gullet Helical Broach 47 Finished Size of Broaches 64 Hard Hobbing 6 Disk Type Shaper Cutters Type2Standard Dimensions 31 Micro Module Broaching 48 Helical Gear Shaper Cutters High Speed Dry Hobbing 7 Essential Points and Notice 65 Disk -

BK Gearshapersbrochure#2 (Page 1)
O.E.M. PRODUCTS O.E.M. PRODUCTS continued O.E.M. REPLACEMENT PARTS Bourn & Koch Horizontal Gear Hobbers Acme Multi Spindle Machines Gear Manufacturing Machines SHAPERSHAPER DIVISIONDIVISION OFOF BOBOURNURN & KOCHKOCH INC.INC. 25H CNC 1" x 4" Capacity 7/16" RA-6 6 Spindle Barber Colman (815) 965-4082 100H CNC 5" x 20"-32" Capacity 1" RAN-6 6 Spindle Bourn & Koch (815) 965-4082 200H CNC 8" x 52"-72" Capacity 1-1/4" RB-8 8 Spindle Fellows (802) 674-6500 400H CNC 18" x 52"-72" Capacity 1-1/4" RA-6 6 Spindle Roto-Technology (937) 859-8503 600H CNC 25" x 100"-148" Capacity 1-1/4" HP-6 6 Spindle High Precision 1-5/8" RB-8 8 Spindle Turning Centers/VTL’s/Lathes Fellows Gear Shapers 1-5/8" RBN-8 8 Spindle American Tool Inc. (800) 248-8121 Mechanical Stroking: 1-5/8" HPN-8 8 Spindle High Precision Bullard (800) 248-8122 10-04 10" x 4" Capacity 2" RB-8 8 Spindle Jones & Lamson (802) 674-6500 20-04 20" x 4" Capacity 2-3/8" HSC-6 6 Spindle High Speed Chucker Motch (800) 728-8602 MS 300 300 mm x 125mm New Britain (800) 243-4542 MS450 450mm x 125mm Capacity Extrusion Milling Machines Sheldon Lathe (800) 553-2263 MS650 650mm x 125mm Capacity EMC-12 Extrusion Milling Machine Machining Centers/Boring Mills Rack Shaper: 10-04RS Up to 12 CNC axis including contouring capabilities. Bullard (800) 248-8122 Steering Sector Shaper: 4-3SS 4" x 3" Capacity Rotary Transfer & Rotary Trunion Machining Centers DeVlieg (800) 248-8120 Hydraulic Stoking: Designed around the customers specialized needs Futurmill (800) 248-8120 HS450 450mm x 200mm Capacity based on a modular design for easy change overs. -

Shaper Machine: Definition, Working, Types, Operations, Specification, Advantages, Disadvantages, and Application (With PDF)
Shaper Machine: Definition, Working, Types, Operations, Specification, Advantages, Disadvantages, and Application (With PDF) In Manufacturing Technologyby Amrit KumarFebruary 28, 2019Leave a Comment Table of Contents Shaper Machine Definition: Working Principle of Shaper Machine: Types of Shaper Machine: Operations Performed on Shaper Machine: Parts of a Shaper Machine with Function: Specification of Shaper Machine: Advantages of Shaper Machine: Disadvantages of Shaper Machine: Applications of Shaper Machine: Hydraulic Shaper Mechanism in Shaper Machine: Conclusion: Hello, readers in today’s article, we will learn how a shaper machine works also we learn about the parts, types, operations, specification, advantages disadvantages, and applications of a shaper machine. So let’s start with the definition of shaper machine. Shaper Machine Definition: The Shaper is a reciprocating type of machine tool basically used to produce Horizontal, Vertical or Inclined flat surfaces by means of straight-line reciprocating single-point cutting tools similar to those which is used in lathe operation. The flat surface produced may be horizontal, vertical or inclined at an angle Working Principle of Shaper Machine: A shaper machine is working on the following principle: A shaper machine holds the Single point cutting tool in ram and workpiece is fixed over the table. The ram holding the tool reciprocates over the workpiece and metal is cut during the forward stroke called a cutting stroke and No metal is cut during its return stroke is called an Idle stroke. The feed is given at the end of the cutting stroke. Generally, the cutting stroke is carried out at slow speed and the idle stroke is carried at high speed with the help of quick return mechanism. -

Schmidt Catalog
NEW WE BUILD INTO EVERY TOOL WE SELL THE KNOW TABS FIND EASY - HOW AND PRECISION TO GET YOUR JOB DONE RIGHT Quality TOOLING FOR Woodworking Tools And SHAPERS Accessories MOULDERS, Since 1926 TENONERS PLANERS, SAWS CNC ROUTERS, HAUNCHERS More Tools More Solutions More Cutters, Heads, Solid Carbide Spirals and Knives throughout this expanded edition CATALOG NO. 1200 We Give Expert Technical Assistance To Help You Get the Right Tool To Fit Every Need and Specification YOU HAVE A TEAM OF PROBLEM SOLVERS AT SCHMIDT The people you talk to are experienced pros in the custom woodworking tool industry who can put their training and knowledge to work for you. Count on any one of the Schmidt team to tackle your production and engineering problems and meet your special manufacturing needs. TECHNICAL & PERSONEL Rick Paul Joe De Cotiis Jay Oliva James Mirarchi Rick Paul Jr. President Operations Manager Stock & Custom Sales Tooling Design & Sales and Product Head Drafter Developement [email protected] [email protected] [email protected] [email protected] [email protected] When it comes to experience, we’re excel at understanding and servicing It all adds up. Top quality in a class by ourselves. your unique woodworking problem. Products. In-depth service •When you call for service you talk •We can manufacture tools for most to the seasoned experts in charge, woodworking machines to meet and experience. Technical dedicated Schmidt Sales Engineers unusual requirements. innovation. It’s what makes with over 100 years total experience. •Schmidt offers the most versatile Schmidt a leader in the •We have expert skill and under- design and manufacture of wing industry.