Safeguarding Machinery and Equipment: General Requirements
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hydraulic Pumps, Motors and Accessories
Hydraulic pumps, motors and accessories The solution for all your hydraulic needs Content Sunfab history 3 Product overview 4 Pumps fixed single flow 6 Pumps fixed dual flow 12 Pumps variable flow 18 Motors fixed 20 Accessories 26 Development 30 Production 31 Our service features 32 Environment and Quality Assurance 33 Global presence 34 2 Our successes continue and we have only just started Sunfab develops, produces and sells components to operate hydraulic equipment within the area of mobile vehicles. The company Sunfab can trace its roots back to Sundins Fa- laid the foundation for the future successes of the new com- briker, a family company that was established as long ago pany, Sunfab. as 1925 and, for many years, was a successful manufacturer These days, Sunfab Hydraulics AB supplies companies with of skis. A fleet of vehicles ensured reliable transportation of some of the world’s most sophisticated products in its niche raw materials to the factory. Heavy, irrational loading and un- market. Products that meet stringent quality, environmen- loading gave Eric Sundin, the founder of the company, the tal and safety requirements and offer functional solutions. incentive required to develop cranes for the vehicles. We are just embarking on a long and successful journey of The first crane was built in 1947 by HIAB, a separate com- development. pany. As time went on, demands increased for greater capacity and, in 1954, a hydraulic pump was developed that 3 Product overview SAP 012-108 DIN SAP 084, 108 DIN SAP 084, 108 DIN SAPT 090, 130 DIN Single fl ow pumps Optimised Optimised for injector Sunfab is your supplier of a wide range of hydraulic pumps. -
Unit 10 Lubricating Systems
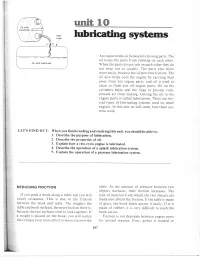
unit 10 FUEL TANK lubricating systems An engine needs oil between its moving parts. The oil keeps the parts from rubbing on each other. When the parts do not rub on each other they do not wear out as quickly. The parts also move more easily, because the oil prevents friction. The oil also helps cool the engine by carrying heat away from hot engine parts, and oil is used to clean or flush dirt off engine parts. Oil on the cylinders helps seal the rings to prevent com• pressed air from leaking. Getting the oil to the engine parts is called lubrication. There are sev• eral types of lubricating systems used on small engines. In this unit we will study how these sys• tems work. LET'S FIND OUT: When you finish reading and studying this unit, you should be able to: 1. Describe the purpose of lubrication. 2. Describe the properties of oil. 3. Explain how a two-cycle engine is lubricated. 4. Describe the operation of a splash lubrication system. 5. Explain the operation of a pressure lubrication system. REDUCING FRICTION table. As the amount of pressure between two objects increases, their friction increases. The If you push a book along a table top you will type of material from which the two objects are notice resistance. This is due to the friction made also affects the friction. If the table is made between the book and table. The rougher the of glass, the book slides across it easily. If it is table and book surfaces, the more friction there is, made of rubber, it is very difficult to push the because the two surfaces tend to lock together. -

CENTRAL MACHINE, INC. INSPECTION: Wednesday, May 26, 1819 Brooks Avenue 9:00 A.M
AUCTION CNC & MANUAL HOLLOW SPINDLE THREADING & VERTICAL MACHINING FACILITY Featuring: Hollow Spindle & Gap Bed Engine Lathes; 4-Axis CNC Vert. Machining Center, CNC & Manual Mills, Radial Arm Drill, Hyd. Surface Grinder, Horiz. Shaper, Vertical Slotter, Misc. Machinery, Tooling, Hardened & Ground Lead & Taper Gauges, Precision Instruments, Air Compressor, Welding Equip., Large Assortment of Pipe Handling Equip., Pedestal Jib Cranes, Forklifts, More! < MAZAK 12-1/2" HOLLOW SPINDLE LATHE 2008 SULLAIR 30 HP ROTARY SCREW AIR COMPRESSOR THURSDAY, MAY 27 At the Premises of 10:00 A.M. CENTRAL MACHINE, INC. INSPECTION: Wednesday, May 26, 1819 Brooks Avenue 9:00 A.M. to 4:00 P.M. & Morning of Sale ROSENBERG (Houston Area), TEXAS 77471 BUYER’S PREMIUM: 12% ONSITE (See Directions on Back Page) 15% VIA WEBCAST CNC HANKOOK 7-1/4" HOLLOW SPINDLE LATHE SUPERMAX MAX-8 VERTICAL MACHINING CENTER – 4-AXIS Read Terms & Conditions on Back Page On-Site Bidding in Rosenburg, Texas or Bid Via Webcast at of Brochure Sale Conducted By: Headquarters: 2901 W. Sam Houston Pkwy. N., Suite A-130 Houston, TX 77043 PHONE: (713) 691-4401 FAX: (713) 672-7905 BOB BRAMAN TX LIC #6362 • RON MOORE TX LIC #7314 E-MAIL: [email protected] HOUSTON • DALLAS • ST. LOUIS WEBSITE: www.pmi-auction.com HOLLOW SPINDLE LATHES MAZAK 30" X 120", 31" actual sw. over bed, approx. 23" sw. over crosslide, 12-1/2" spndl. hole, spndl. spds.: 5–300 RPM, front and rear 24" dia. hollow spndl. chucks, inch/metric thdng., taper attach., pwr. rapid traverse, remote spndl. opera- tion, Newall 2-axis D.R.O., (2) roller jaw steadyrests, S/N 49983W. -

Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions
Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions MASAKAZU NABEKURA*1 MICHIAKI HASHITANI*1 YUKIHISA NISHIMURA*1 MASAKATSU FUJITA*1 YOSHIKOTO YANASE*1 MASANOBU MISAKI*1 It is a never-ending theme for motorcycle and automobile manufacturers, for whom the Machine Tool Division of Mitsubishi Heavy Industries, Ltd. (MHI) manufactures and delivers gear cutting machines, gear grinding machines and precision cutting tools, to strive for high precision, low cost transmission gears. This paper reports the recent trends in the automobile industry while describing how MHI has been dealing with their needs as a manufacturer of the machines and cutting tools for gear production. process before heat treatment. A gear shaping machine, 1. Gear production process however, processes workpieces such as stepped gears and Figure 1 shows a cut-away example of an automobile internal gears that a gear hobbing machine is unable to transmission. Figure 2 is a schematic of the conven- process. Since they employ a generating process by a tional, general production processes for transmission specific number of cutting edges, several tens of microns gears. The diagram does not show processes such as of tool marks remain on the gear flanks, which in turn machining keyways and oil holes and press-fitting bushes causes vibration and noise. To cope with this issue, a that are not directly relevant to gear processing. Nor- gear shaving process improves the gear flank roughness mally, a gear hobbing machine is responsible for the and finishes the gear tooth profile to a precision of mi- crons while anticipating how the heat treatment will strain the tooth profile and tooth trace. -
Application-Carpenter-Millwright-Floor Layer-Lather-Piledriver- Cabinetmaker Apprenticeship Program
APPLICATION FOR APPRENTICESHIP PROGRAM YOU MUST BE 17 YEARS OF AGE TO BE IN THIS PROGRAM LOG #(S):______________________________________________ UBC ID:__________________________ I hereby make application for the __________________________________________________Apprenticeship Program. (List all trades interested in) NAME ____________________________________________________ DATE OF BIRTH Last First Middle Initial ADDRESS CITY STATE ZIP HOME PHONE CELL PHONE EMAIL _____________________________________________ GENDER ______ ETHNICITY __________________ 1. Are you at least 17 years of age? Yes No 2. Do you have a high school Diploma or GED? Yes No Date:__________________________ If no, what is the highest level of education completed? ______________________________________ 3. Are you aware that it may be necessary to comply with City, County, State or Federal requirements for work permits, health and safety permits, licenses or citizenship as required by law? Yes No 4. Are you a U.S. Military veteran? Yes No Branch ____________ Yr. Discharged ______Yrs. Service____ If yes, are you registered with helmets to hardhats? Yes No 5. Did you learn about the trades from a source other than a friend or family member? Yes No If yes, how did you learn about apprenticeship? _____________________________________________________ 6. Mark the appropriate box indicating the total number of months of work experience in any of the trades below. Can you provide documentation for all previous construction related work history? Yes No a. None b. 1-6 Months c. 7-12 Months d. 13-18 Months e. 19-24 Months f. 25-30 Months Concrete Forms Finish Carpentry Residential Frame Metal Frame Millwright Insulation Cabinet Maker Floor Layer Pile Driver Mechanic Acoustical Ceiling Drywall Drywall Finishing Plastering Machinist 7. -

Mobile Robot Controlling Possibilities of Inertial Navigation System
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 149 ( 2016 ) 404 – 413 International Conference on Manufacturing Engineering and Materials, ICMEM 2016, 6-10 June 2016, Nový Smokovec, Slovakia Mobile robot controlling possibilities of inertial navigation system Mohammad Emal Qazizadaa – Elena Pivarčiováa* aTechnical University in Zvolen, Faculty of Environmental and Manufacturing Technology, Department of Machinery Control and Automation Technology, Masarykova 24, 960 53 Zvolen, Slovakia Abstract The paper explain analysis of inertial navigation system and accelerometric, gyroscopic sensors and describe possibilities of their application for inertial navigation of mobile robot. Such controlling system allows to monitor exact position of robot. These information can be applied for robot controlling, its autonomous control or its tracking. Inertial navigation is completely autonomous and independent from surroundings, i.e. the system is resistant from external influences as magnetic disturbances, electronically disturbance, signal deformation, etc. For mobile robots to be successful, they have to move safely in environments populated and dynamic. While recent research has led to a variety of localization methods that can track robots well in static environments, we still lack methods that can robustly localize mobile robots in dynamic environments. © 2016 The The Authors. Authors. Published Published by Elsevierby Elsevier B.V. Ltd. This is an open access article under the CC BY-NC-ND license Peer-re(http://creativecommons.org/licenses/by-nc-nd/4.0/view under responsibility of the organizing committee). of ICMEM 2016 Peer-review under responsibility of the organizing committee of ICMEM 2016 Keywords: inertial navigation system, robots, gyroscop, accelerometer 1. Introduction Inertial navigation is a self-contained navigation technique in which measurements provided by accelerometers and gyroscopes are used to track the position and orientation of an object relative to a known starting point, orientation and velocity. -
ASC-GIEC List of Degrees and Careers
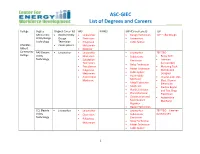
ASC-GIEC List of Degrees and Careers College Degree Original Career list APS PVNGS SRP (Career Levels) TEP AAS Electric Electric Utility Lineworker Design Technician TEP – T&D Design Utility Design Design Electrician Lineworker Technology Technician Polyphase Cable Splicer Chandler- Cable splicers Meterman Gilbert Designer Community AAS Electric Lineworker Lineworker Lineworker TEP T&D College Utility Electrician Substations Relay Tech. Technology Substation Electrician Lineman Technician (Lineworker) Relay Technician Troubleman Metering Tech. Meter Technician Polyphase Distribution Meterman Cable Splicer Designer Automobile Automobile Heavy Equip. Ops Mechanic Mechanic Elect./Comm. Metal Fabricator Electrician Machinist Electric Repair Plant Electrician and Test Shop Plant Mechanic Electrician Construction and Automotive Maintenance Mechanic Repairer Design Technician CCL Electric Lineworker Lineworker Lineworker TEP T&D – Lineman Utility Electrician Substations (Lineworker) Technology Polyphase Electrician Relay Technician Meterman Meter Technician Cable Splicer 1 ASC-GIEC List of Degrees and Careers Automobile Mechanic Metal Fabricator Machinist Plant Electrician Plant Mechanic Construction and Maintenance Repairer AAS Engineering Engineering Engineering Technician Technician Technology I & C Relay Technician Technician Communications E&I Technician Technician Boilermaker Control Technician Millwright Electrical Repairman Pipefitter OR Pathway to Eng. Bachelor’s; Elect, -

Job Opening: Tig Welder Millwright
Job Opening: Tig Welder Millwright Position Overview The role of Journeyman Tig Welder Millwright is to compliment our current team of technicians and assist Knack’s food and beverage customer base with advanced welding, fabrication, and industrial support, to maintain and improve their processing operations. The scope ranges anywhere from day to day maintenance or welding repairs, up to the plant project scale. This takes place on the customer job site or at our shop. Required Personal Responsibilities: • Display Initiative and ability to work self-sufficiently with minimal supervision. Journeyman level experience. • Ability to be resourceful and independently creative to get the job done under pressure or tight timelines. • Work within a team environment and maintain a positive attitude. • Professional, informative, and responsive communication to the manager, staff and customers. • Interacts with customers to understand their requests or concerns. • Interacts with customers to provide feedback on job completion or the necessary performance of tasks. • Must be able to respond to plant emergencies as directed outside of normal working hours. • Operation, maintenance and repair of responsible tools and equipment. • High level of integrity. Required Technical Skills: • Understand, install, troubleshoot and maintain various types of food processing equipment including but not limited to: pumps, conveyors, agitators, tanks, exchangers, valving, etc. • Advanced Journeyman level sanitary stainless steel tig welding experience. • Journeyman ability to design, fabricate and build basic and/or complex structures, supports or framework. • Ability to perform oxy fuel and plasma cutting processes. • Perform safe rigging procedures for lifting or installing various equipment. • Perform demolition of equipment/systems and the ability to properly isolate, rig and remove safely and in proper sequence. -

Terry O'neil Mine Inspector St. Louis County 307 South First Street Virginia, MN 55792 218-7 42-9841 Joseph Austin Safety &
This document is made available electronically by the Minnesota Legislative Reference Library as part of an ongoing digital archiving project. http://www.leg.state.mn.us/lrl/lrl.asp the Terry O'Neil Joseph Austin Mine Inspector Safety & Risk Mgmt.' Director St. Louis County St. Louis County 307 South First Street 2503 Rice 'Lak~ Road Virginia, MN 55792 Duluth, MN 55811 218-7 42-9841 218-726-2139 The ANNUAL REPORT of the INSPECTOR OF MINES St. Louis County, Minnesota ******************** 2013 ******************** INSPECTOR OF MINES SAFETY & RISK MANAGEMENT DIRECTOR Terry O'Neil Joseph J. Austin 616 S. Main Street, Box 294 5888 Sunny Lane Biwabik, Minnesota 55708 Caribou Lake, MN 55811 HOME PHONE: 218-865-6978 OFFICE PHONE: 218-742-9841 OFFICE PHONE: 218-726-2139 CEll PHONE: 218-780-1306 CELL PHONE: 218-348-0355 E-MAIL: oneilt@ stlouiscountymn.gov E-MAIL: [email protected] FAX: 218-471-7270 FAX: 218-722-8860 ASSISTANT MINE INSPECTOR ASSISTANT MINE INSPECTOR Paul Wier Steve Manninen 2311 Station 44 Road 4502 Cedar Island Drive Eveleth, Minnesota 55734 Eveleth, Minnesota 55734 HOME PHONE: 218-744-2806 HOME PHONE: 218-744-2817 OFFICE PHONE: 218-742-9843 OFFICE PHONE: 218-742-9840 OFFICE AT NORTHLAND OFFICE BUILDING 307 South First Street, Virginia, Minnesota 55792 PHONE: 218-742-9841 ****************** THE ST. LOUIS COUNTY BOARD OF COMMISSIONERS District 1 .............................................................. Frank Jewel, Duluth, Minnesota District 2 ............................................................ Steven O'Neil, Duluth, Minnesota Angie Miller, Duluth, Minnesota District 3 .......................................................... Chris Dahlberg, Duluth, MiP.nesota District 4 ................................................................ Mike Forsman, Ely, Minnesota District 5 ................................................... Pete Stauber, Hermantown, Minnesota District 6 ............................................................ Keith Nelson, Virginia, Minnesota District 7 ..................................................... -
Engineering Fit: Optimizing Design for Functional 3D Printed Assemblies
FORMLABS WHITE PAPER: Engineering Fit: Optimizing Design for Functional 3D Printed Assemblies Tolerance and fit are essential concepts that engineers use to optimize the functionality of mechanical assemblies and the cost of production. Formlabs extensively studies the accuracy of our materials and works to maximize repeatability between prints and across printers. The data and best practices in this white paper can help Form 2 users to design functional assemblies that work as intended, with the least amount of post-processing or trial-and-error. May 2017 Table of Contents Value of Tolerances in 3D Printing . 3 Fit Selection. 4 Measuring and Applying Tolerance. 6 Friction. 9 Lubrication . 11 Bonded Components. .11 Machining Printed Parts . 12 Conclusion . .13 FORMLABS WHITE PAPER: Engineering Fit: Optimizing Design for Functional 3D Printed Assemblies 2 Value of Tolerances in 3D Printing In traditional machining, tighter tolerances are exponentially related to increased cost. Tighter tolerances require additional and slower machining steps than wider tolerances. Machined parts are designed with the widest tolerances allowable for a given application. Unlike machining, where parts are progressively refined to tighter tolerances, stereolithography (SLA) has a single automated production phase. Proper dimensional tolerancing lowers post-processing time and ease of assembly, and reduces the material cost of iteration. Improper tolerances for a particular material can also result in broken parts, especially for press-fit components in brittle materials. With larger assemblies, or when producing multiples of something, proper dimensional tolerancing quickly becomes worthwhile. Basic Size Hole Shaft Tolerance is the predicted range of possible dimensions for parts at the time of manufacture. -

Considerations for Determining the Coefficient of Inertia Masses for A
sensors Article Considerations for Determining the Coefficient of Inertia Masses for a Tracked Vehicle 1 1 1 2, Octavian Alexa , Iulian Coropet, chi , Alexandru Vasile , Ionica Oncioiu * 1 and Lucian S, tefănit, ă Grigore 1 Military Technical Academy “FERDINAND I”, 39-49 George Cos, buc Av., 050141 Bucharest, Romania; [email protected] (O.A.); [email protected] (I.C.); [email protected] (A.V.); [email protected] (L.S, .G.) 2 Faculty of Finance-Banking, Accountancy and Business Administration, Titu Maiorescu University, 040051 Bucharest, Romania * Correspondence: [email protected]; Tel.: +40-372-710-962 Received: 8 August 2020; Accepted: 28 September 2020; Published: 29 September 2020 Abstract: The purpose of the article is to present a point of view on determining the mass moment of inertia coefficient of a tracked vehicle. This coefficient is very useful to be able to estimate the performance of a tracked vehicle, including slips in the converter. Determining vehicle acceleration plays an important role in assessing vehicle mobility. Additionally, during the transition from the Hydroconverter to the hydro-clutch regime, these estimations become quite difficult due to the complexity of the propulsion aggregate (engine and hydrodynamic transmission) and rolling equipment. The algorithm for determining performance is focused on estimating acceleration performance. To validate the proposed model, tests were performed to determine the equivalent reduced moments of inertia at the drive wheel (gravitational method) and the main components (three-wire pendulum method). The dynamic performances determined during the starting process are necessary for the validation of the general model for simulating the longitudinal dynamics of the vehicle. -
Making Things Move DIY Mechanisms for Inventors, Hobbyists, and Artists
Making Things Move DIY Mechanisms for Inventors, Hobbyists, and Artists Dustyn Roberts New York Chicago San Francisco Lisbon London Madrid Mexico City Milan New Delhi San Juan Seoul Singapore Sydney Toronto Copyright © 2011 by The McGraw-Hill Companies. All rights reserved. Except as permitted under the United States Copyright Act of 1976, no part of this publication may be reproduced or distributed in any form or by any means, or stored in a database or retrieval system, without the prior written permission of the publisher. ISBN: 978-0-07-174168-2 MHID: 0-07-174168-2 The material in this eBook also appears in the print version of this title: ISBN: 978-0-07-174167-5, MHID: 0-07-174167-4. All trademarks are trademarks of their respective owners. Rather than put a trademark symbol after every occurrence of a trade- marked name, we use names in an editorial fashion only, and to the benefi t of the trademark owner, with no intention of infringe- ment of the trademark. Where such designations appear in this book, they have been printed with initial caps. McGraw-Hill eBooks are available at special quantity discounts to use as premiums and sales promotions, or for use in corporate training programs. To contact a representative please e-mail us at [email protected]. Information has been obtained by McGraw-Hill from sources believed to be reliable. However, because of the possibility of hu- man or mechanical error by our sources, McGraw-Hill, or others, McGraw-Hill does not guarantee the accuracy, adequacy, or completeness of any information and is not responsible for any errors or omissions or the results obtained from the use of such information.