Gdansk University of Technology Civil and Environmental Engineering Faculty
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Controlling Se Iment Accumulation Behind He Locks of Zandvliet and Be En Rech
CONTROLLING SE IMENT ACCUMULATION BEHIND HE LOCKS OF ZANDVLIET AND BE EN RECH by Edward De Broe Head of the Dredging Department, Port Authority of Antwerp. 20, Siberiastreet, quay 63, B-2030 Antwerp (Belgium). E-mail: [email protected] Fax: 03/205.24.37. Key words The lower Scheldt is that part of the Scheldt from the roadstead of Antwerp to the Dutch border. Sediment Antwerp, Scheldt, docks, sedimentation pattern, reaches the lower Scheldt from upstream as well as measurement campaign, siltation downstream. The silt tends preferably to settle in the access channels to the locks. Sedimentation-rates of 100 to 350 kg d.s./m2/month (d.s.: dry sediment) were Mots-clefs measured. The lower Scheldt can, in this respect, be regarded as a huge silt reservoir of unconsolidated silt. Anvers, Escaut, dock, modalites de sedimentation, The access channel to the Zandvliet and Berendrecht acquisition de donnees, envasement locks has a surface area of 60 ha and computations proved the quasi-permanent presence of an unconsol 1. DESCRI TION OF idated silt volume of about 2 million m3. THE SEDIMENT SUPPLY Past measurements to identify the sedimentation mechanism at work in the access channel to the locks MECHANISM FROM proved the existence of density flows of salt water laden with silt. The presence of this saline wedge is THE RIVER SCHELDT most emphatic at high tide. The density flows, which are driven by small differences of salinity, may be TO THE DOCKS reinforced by differences in suspension concentra tions and a difference in temperature. Presumably, the same mechanism is at work during lock opera tions due to the contact between imushing water of 1.1 Analysis of historical an average salinity which is always greater than the data one of the less brackish water in the docks. -

Het Eindadvies Van De Adviescommissie Toekomst Afsluitdijk
Adviescommissie Toekomst Afsluitdijk Eindadvies juni 2011 Adviescommissie Toekomst Afsluitdijk Eindadvies juni 2011 Den Haag, 1 juni 2011 Aan: De Staatssecretaris van Infrastructuur en Milieu Betreft: Eindadvies Adviescommissie Toekomst Afsluitdijk Geachte heer Atsma, Hierbij bied ik u het eindadvies aan van de Adviescommissie Toekomst Afsluitdijk. De commissie beoordeelt in dit advies zes toekomstvisies op de Afsluitdijk. Daarbij gaat de primaire aandacht uit naar waterveiligheid, maar de commissie spreekt zich ook uit over voorstellen voor duurzame energie, natuurontwikkeling, mobiliteit, recreatie en zilte teelt. In november 2010 vroeg de commissie reeds uw aandacht voor de zorgelijke staat van het veiligheidsniveau van de Afsluitdijk en de sluizen. Met name het veiligheidsniveau van de schuitsluizen ligt ver onder de wettelijke norm. Spoedig herstel van het veiligheidsniveau is daarom vereist. Ik maak graag van de gelegenheid gebruik om het directoraat-generaal Water en Rijkswaterstaat te complimenteren met de openheid van het proces dat de afgelopen jaren voor dit project is doorlopen. Door de markt ruimte te bieden voor innovaties en ideeën voor extra maatschappelijke functies kan op termijn meer mogelijk worden gemaakt op en rond de Afsluitdijk. De ervaring met dit proces biedt een uitnodigend perspectief voor toekomstige projecten. Ook voor de vervolgfase van dit project kan nauwe samenwerking met de markt meerwaarde bieden. De commissie adviseert om de mogelijkheden te onderzoeken van een integrale aanbesteding van het ontwerp, de aanleg de financiering en het onderhoud van dijklichaam, sluizen en waar mogelijk de kansrijke voorstellen. De commissie sluit daarmee aan bij de ambities van het kabinet op het gebied van publiek-private samenwerking, zoals verwoord in het regeerakkoord. -
Het Markermeer En Ijmeer in Beeld
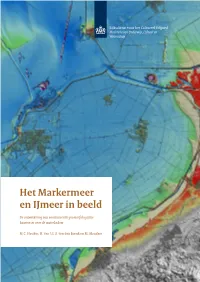
Het Markermeer en IJmeer in beeld De ontwikkeling van een historisch geomorfologische kaartenset voor de waterbodem M.C. Houkes, R. van Lil, S. van den Brenk en M. Manders Het Markermeer en IJmeer in beeld De ontwikkeling van een historisch geomorfologische kaartenset voor de waterbodem M.C. Houkes, R. van Lil, S. van den Brenk en M. Manders Colofon Het Markermeer en IJmeer in beeld. De ontwikkeling van een archeologische kaartenset voor de waterbodem. Auteurs: M.C. Houkes, R. van Lil, S. van den Brenk en M. Manders Met medewerking van: S. Hennebert, A. Kattenberg, D. Kofel, M. Kosian en R. van ‘t Veer Illustraties: Rijksdienst voor het Cultureel Erfgoed en Periplus Archeomare Beeldomslag: Combinatie AHN en Actueel Dieptebestand (Periplus Archeomare) Opmaak: uNiek-Design, Almere ISBN/EAN: 9789057992308 © Rijksdienst voor het Cultureel Erfgoed, Amersfoort, 2014 Rijksdienst voor het Cultureel Erfgoed Postbus 1600 3800 BP Amersfoort www.cultureelerfgoed.nl Inhoud Samenvatting 4 4 Afgeleide modellen 30 4.1 Top Pleistoceen 31 1 Inleiding 5 4.2 Dikte Holocene bedekking 32 1.1 Achtergrond 5 4.3 Holocene afzettingen 34 1.2 Doel 6 1.3 Gebiedsafbakening 6 5 Interpretaties 42 1.4 Korte ontstaansgeschiedenis van het gebied 7 6 Tot slot 50 2 Methodiek 10 2.1 Verzamelen gegevens 10 Begrippenlijst 51 3 Resultaten 12 Literatuur 52 3.1 Kaart boorgegevens Rijkdienst voor de IJsselmeerpolders 13 Lijst met afbeeldingen 54 3.2 Dieptekaarten 15 3.3 Waarnemingen en meldingen Archis 20 Lijst met tabellen 55 3.4 Waargenomen objecten 22 3.5 Wrakarchief 24 Bijlagen 56 3.6 Visserijbestanden 25 3.7 Vliegtuigwrakken 26 3.8 Bekende verstoringen 27 3.9 Historische vaarroutes 29 4 — Samenvatting In 2012 heeft de Rijksdienst voor het Cultureel Uiteraard zijn ook ‘jongere’ resten bewaard Erfgoed, mede naar aanleiding van de evaluatie gebleven. -

National Activities 2013
NATIONAL ACTIVITIES 2013 Traditionally the PIANC-AIPCN. Belgium Young Professionals started their year 2013 on January 17 with a culinary road trip. This time organized in Brussels, on which 15 gourmands participated. On March 26 2013, the annual general assembly of PIANC-AIPCN. Belgium took place. About 92 members participated in the assembly. This year, it was the Brussels region that organised the annual meeting in the neighbourhood of the Port of Brussels, on a place where you can still find the ancient warehouses and sheds. The assembly itself took place in one of the marvellous old wine cellars of the port. Ancient warehouses and sheds General assembly in the old wine cellers During the statutory part of the assembly, three new board members were appointed: ir. Freddy Aerts (Flemish authority), prof. dr. ir. Peter Troch (UGhent) and ir. Jean Polet (Besix) in replacement of ir. Luc Van Damme, prof. dr. ir. Julien De Rouck and ir. Jules Janssen. Ir. L. Van Damme, now retired, was appointed as treasurer of PIANC-AIPCN.be. During the academic part of the assembly, interesting presentations about the foundation and the construction of the Up-site-project, bordering the ABC canal were presented. Up-site building the new landmark of Brussels-North. Up-site building Port of Brussels from the top of the tower Tour & Taxis Top-information to the PIANC group The lunch was served in the Royal Depot of Tour & Taxis. Afterwards a numerous part of the PIANC members took the opportunity to climb up the highest residence tower in Brussels (140 m high), still in construction. -
Data Analysis Water Levels Bath Lower Sea Scheldt
Werkgroep O&M - Projectgroep Veiligheid SUB PROJECT 1: DATA ANALYSIS AND HYPOTHESIS - LOWER SEA SCHELDT 756_05 WL Rapporten Werkgroep O&M - Projectgroep Veiligheid Sub project 1: Data analysis and hypothesis - Lower Sea Scheldt Plancke, Y.; Maximova, T.; Ides, S.; Peeters, P.; Taverniers, E.; Mostaert, F. April 2012 WL2012R756_05_rev4_0 FORM: F-WL-PP10-2 Version 02 VALID AS FROM: 17/04/2009 This publication must be cited as follows: Plancke, Y.; Maximova, T.; Ides, S.; Peeters, P.; Taverniers, E.; Mostaert, F. (2012). Werkgroep O&M - Projectgroep Veiligheid: Sub project 1: Data analysis and hypothesis - Lower Sea Scheldt. Version 4.0. WL Rapporten, 756/05. Flanders Hydraulics Research: Antwerp, Belgium Waterbouwkundig Laboratorium Flanders Hydraulics Research Berchemlei 115 B-2140 Antwerp Tel. +32 (0)3 224 60 35 Fax +32 (0)3 224 60 36 E-mail: [email protected] www.watlab.be Nothing from this publication may be duplicated and/or published by means of print, photocopy, microfilm or otherwise, without the written consent of the publisher. FORM: F-WL-PP10-2 Version 02 VALID AS FROM: 17/04/2009 Document identification Werkgroep O&M - Projectgroep Veiligheid: Sub project 1: Data analysis and hypothesis - Title: Lower Sea Scheldt Werkgroep O&M - Projectgroep Customer: Ref.: WL2012R756_05_rev4_0 Veiligheid Keywords (3-5): Tides, morphology, Sea Scheldt, historical evolution Text (p.): 49 Tables (p.): 1 Appendices (p.): / Figures (p.): / Yes Customer Exceptions: Internal Confidentiality: Flemish government Released as from No Available online Approval Author Reviser Project leader Division Head Ir. Yves Plancke Ir. Eric Taverniers Ir. Patrik Peeters Dr. Frank Mostaert Ir. Tatiana Maximova Revisions Nr. -

The Panama Canal
www.PDHcenter.com www.PDHonline.org Table of Contents Slide/s Part Description 1N/ATitle The 2 N/A Table of Contents 3~41 1 A Place of Many Fishes 42~172 2 The French Era Pana 173~372 3 Essayons 373~547 4 Gatun 548~631 5 Making the Cut ma 632~680 6 On to the Pacific 681~722 7 A Path Between the Seas 723~823 8 Strategically & Otherwise 824~853 9 Something Must Be Done Canal 854~900 10 A Canal for the 21st Century A Land Divided, A World1 2 United In1494–twoyearsafterhe set out for the East-Indies by sailing westward, master mariner and navigator Cristobol Colon (a.k.a. Part 1 Christopher Columbus), in service to the Spanish crown, announced his discovery of a “New World.” His four voyages (1492– A Place of Many Fishes 1493, 1493–1496, 1498–1500 and 1502–1504) would open the way for European exploration, exploitation, and colonization. 3 4 “…On September 25, 1513, Vasco Nunez de Balboa “…From where Balboa stood his new ocean lay directly climbed the peaks of the Continental Divide and south, because of the S-shaped twist of the Isthmus…When discovered the Pacific Balboa’s report of his discovery reached Spain, it was Ocean, which he named ‘The accompanied by the recommendation that a canal be South Sea…’” immediately dug across the Isthmus. What the explorer had Popular Mechanics, Dec. 1913 RE: the idea of digging a water in mind was a sea-level canal, for although Leonardo Da passage across the Isthmus of Vinci, the great Italian painter-engineer, had recently invented Panama to connect the Atlantic the hydraulic lock now generally used for lifting vessels over and PifiPacific O/Ocean/s emerged in the early 16th century, when elevations, it had not become widely known. -
Tariff Regulations for Inland Shipping
Tariff regulations for inland shipping FREE TRANSLATION – Only the Dutch version is legally valid Antwerp Port Authority www.portofantwerp.com Board of Directors of the 10th of December 2018 Date of commencement : 1st of January 2019 Index Basic principles .................................................................................................................. 6 ARTICLE 1 Nomenclature ......................................................................................... 6 1.1 Dredging vessels ............................................................................................ 6 1.2 Destination ..................................................................................................... 6 1.3 Inland shipping dues ...................................................................................... 6 1.4 Inland vessels ................................................................................................. 6 1.5 Bunker vessels ............................................................................................... 6 1.6 Bunker vessels type N ................................................................................... 6 1.7 Container ships .............................................................................................. 7 1.8 Passage fee .................................................................................................... 7 1.9 Push barges .................................................................................................... 7 1.10 Pushers .......................................................................................................... -

Integrale Visie Op De Afsluitdijk Monument in Balans
Monument integrale visie in Balans op de Afsluitdijk Monument in BalansMonument 2 INHOUD Monument integrale visie in Balans op de Afsluitdijk Samenvatting 5 1 Inleiding 17 2 Kleur bekennen 19 3 Visie 21 3.1 Een Wereldlandschap 21 3.2 Dijk als duurzame drager voor gebiedsontwikkeling 25 3.3 Een dijk van een monument 39 3.4 Koppen en Kunstwerken 45 4 Haalbaar en Betaalbaar 59 4.1 Technische en economische haalbaarheid 59 4.2 Financiële haalbaarheid 59 4.3 Draagvlak 65 4.4 Flexibiliteit en adaptief vermogen 67 5 Vervolgproces 69 5.1 Het Kabinetsbesluit 69 5.2 Publiek-publieke samenwerking 71 5.3 Publiek-private samenwerking 73 6 Colofon 75 Monument in BalansMonument Deskundigenpanel 75 Gebiedsbijeenkomsten 75 3 Experts 77 Consortium 77 7 Literatuur 79 Monument in BalansMonument 4 SAMENVATTING Onze belofte Met trots en genoegen presenteren wij u onze visie: de Afsluit- Er is ambitie en focus nodig om de dijk veilig te maken en opnieuw dijk in een Wereldlandschap! Een uniek stukje Nederlandse kust- op de kaart te zetten. Om van een achterkant weer een voorkant lijn waar de geschiedenis van de strijd tegen het water zichtbaar te maken. En om van het monument uit het verleden weer een wordt. Een landschap van internationaal niveau dat beleefd kan monument van de toekomst te maken. Een plek waar Nederland worden toeristen. Daar laat Nederland zien waar zij goed in is; aan de wereld kan laten zien wat wij konden én kunnen. Waar we technische hoogstandjes, innovatie, duurzame energie en water- tot 2100 veilig zijn voor het water. -

PIANC Workshop: What's New in the Design of Navigation Locks?
PAPER 6-2 “What’s new in the design of navigation locks” nd PAPER 6-2 “What’s new in the design of navigation locks” 2 International Workshop, PIANC – New-Orleans, 13-14 Sept. 2011 2nd International Workshop, PIANC – New-Orleans, 13-14 Sept. 2011 effect similar to a bank or quay wall – attraction to the wall combined with a bow-out moment – the + effect of a permeable wall is completely different. Moreover, flow asymmetry clearly still affects the ship after the latter has entered completely into the repulsion MANEUVERABILITY in LOCK ACCESS CHANNELS lock or, during an exit maneuver, even before the ship has left the lock. Lock approaches are often asymmetric, and it is difficult to predict the M. Vantorre 12000 TEU occurring hydrodynamic effects; this is illustrated in Centric approach attraction Naval Architect, Full Senior Professor, Head of Maritime Technology Division, Ghent University, Belgium Dead slow Figure 2, showing the oscillatory character of the 2 knots Knowledge Centre ‘Maneuvering in Shallow & Confined Water’, Flanders Hydraulics Research, Antwerp, 20% UKC Belgium forces acting on an approaching ship. No density exchange Although locks are mostly planned in a protected -1.5 -1 -0.5 0 0.5 1 1.5 J. Richter location with respect to currents, approaching ships Position [Lpp] Naval Architect, Researcher, Flanders Hydraulics Research, Antwerp, Belgium are quite sensitive to even moderate flow patterns no wall permeable wall closed wall 'invisible' wall because of their limited approach speed. Moreover, Figure 1. Lateral force on a self-propelled guided ship ABSTRACT: An overview is given of hydrodynamic effects acting on a ship approaching a lock, including lock operations may cause additional currents due to model during lock approach: effect of approach wall approach channel and approach structure layout, density currents, translation waves, return flow, cushion discharge and opening of the lock gate; especially layout. -

Investment Guide
Investment guide The port of Antwerp, an international integrated platform ith this investment guide we seek to support you W in your decision-making process to realize an investment project in the heart of Europe. The Port of Antwerp is a crucial link in a supply chain that connects you to the inner European market and the rest of the world. With an annual volume of more than 200 million tons of maritime freight handled, the extensive storage capacity and the presence of the largest petrochemical cluster in Europe, the Port of Antwerp NADA CA Antwerp is the largest maritime, logistics and ND A A industrial cluster in Europe. US CA RI MEDITE E RR M A A N N E Good nautical access, a dense TI AN LA M of hinterland connections I network D D L E CONNECTING and its geographical location are just E A S T the top three in the list of advantages. / IS C In addition, the Port of Antwerp offers YOUR an attractive investment climate in INVESTMENT IA an innovative environment, with A S USTRALIA/ A a wide range of support, excellent A TO THE WORLD quality of life for expats and a can-do FRICA mentality that pervades the entire port community. N REGIO PACIFIC 2 Investment guide Investment guide 3 oslo Stockholm t ANTWERP Denmark Copenhagen IN WESTERN EUROPE IE NL Dublin Berlin Berlin Amsterdam Great Britain London Antwerp PL Germany Brussels BE Prague Luxembourg CZ 250 km Paris Wien NADA Bern Austria CA Antwerp ND 500 km A A Switzerland Ljubjana US France Zagreb CA RI MEDITE SL E RR HR M A A N N E TI AN LA 750 km BA M ID D L E CONNECTING Italy E A S T / IS Rome C Spain YOUR Madrid INVESTMENT IA A S PT USTRALIA/ A NL Lisbon A TO THE WORLD FRICA Antwerp t ANTWERP IN BELGIUM 45 km Flanders DE N Brussels REGIO PACIFIC BELGIUM Wallonia FR LUX 4 Investment guide 5 Investment guide Investment guide 1 Your choice to invest in the port of Antwerp is We offer you a cluster with room to invest in a future the right one for many reasons. -
Ship-Breaking.Com 2012 Bulletins of Information and Analysis on Ship Demolition, # 27 to 30 from January 1St to December 31St 2012
Ship-breaking.com 2012 Bulletins of information and analysis on ship demolition, # 27 to 30 From January 1st to December 31st 2012 Robin des Bois 2013 Ship-breaking.com Bulletins of information and analysis on ship demolition 2012 Content # 27 from January 1st to April 15th …..……………………….………………….…. 3 (Demolition on the field (continued); The European Union surrenders; The Senegal project ; Letters to the Editor ; A Tsunami of Scrapping in Asia; The END – Pacific Princess, the Love Boat is not entertaining anymore) # 28 from April 16th to July 15th ……..…………………..……………….……..… 77 (Ocean Producer, a fast ship leaves for the scrap yard ; The Tellier leaves with honor; Matterhorn, from Brest to Bordeaux ; Letters to the Editor ; The scrapping of a Portuguese navy ship ; The India – Bangladesh pendulum The END – Ocean Shearer, end of the cruise for the sheep) # 29 from July 16th to October 14th ....……………………..……………….……… 133 (After theExxon Valdez, the Hebei Spirit ; The damaged ship conundrum; Farewell to container ships ; Lepse ; Letters to the Editor ; No summer break ; The END – the explosion of Prem Divya) # 30 from October 15th to December 31st ….………………..…………….……… 197 (Already broken up, but heading for demolition ; Demolition in America; Falsterborev, a light goes out ; Ships without place of refuge; Demolition on the field (continued) ; Hong Kong Convention; The final 2012 sprint; 2012, a record year; The END – Charlesville, from Belgian Congo to Lithuania) Global Statement 2012 ……………………… …………………..…………….……… 266 Bulletin of information and analysis May 7, 2012 on ship demolition # 27 from January 1 to April 15, 2012 Ship-breaking.com An 83 year old veteran leaves for ship-breaking. The Great Lakes bulker Maumee left for demolition at the Canadian ship-breaking yard at Port Colborne (see p 61). -
MOTIONS of MOORED VESSELS DUE to PASSING VESSELS: FULL-SCALE MEASUREMENTS at a CONTAINER TERMINAL in the PORT of ANTWERP By
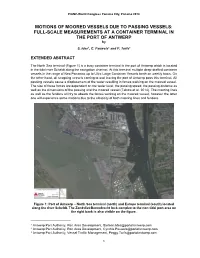
PIANC-World Congress Panama City, Panama 2018 MOTIONS OF MOORED VESSELS DUE TO PASSING VESSELS: FULL-SCALE MEASUREMENTS AT A CONTAINER TERMINAL IN THE PORT OF ANTWERP by S. Ides1, C. Pauwels2 and P. Torfs3 EXTENDED ABSTRACT The North Sea terminal (Figure 1) is a busy container terminal in the port of Antwerp which is located in the tidal river Scheldt along the navigation channel. At this terminal multiple deep-drafted container vessels in the range of Neo Panamax up to Ultra Large Container Vessels berth on weekly basis. On the other hand, all seagoing vessels coming to and leaving the port of Antwerp pass this terminal. All passing vessels cause a displacement of the water resulting in forces working on the moored vessel. The size of these forces are dependent on the water level, the passing speed, the passing distance as well as the dimensions of the passing and the moored vessel (Talstra et al, 2014). The mooring lines as well as the fenders will try to absorb the forces working on the moored vessel, however the latter one will experience some motions due to the elasticity of both mooring lines and fenders. Figure 1: Port of Antwerp – North Sea terminal (north) and Europe terminal (south) located along the river Scheldt. The Zandvliet-Berendrecht lock complex to the non-tidal port area on the right bank is also visible on the figure. ______________________ 1 Antwerp Port Authority, Port Area Development, [email protected] 2 Antwerp Port Authority, Port Area Development, [email protected] 3 Antwerp Port Authority, Vessel Traffic Management, [email protected] 1 PIANC-World Congress Panama City, Panama 2018 The North Sea terminal was designed and built in the 1990’s.