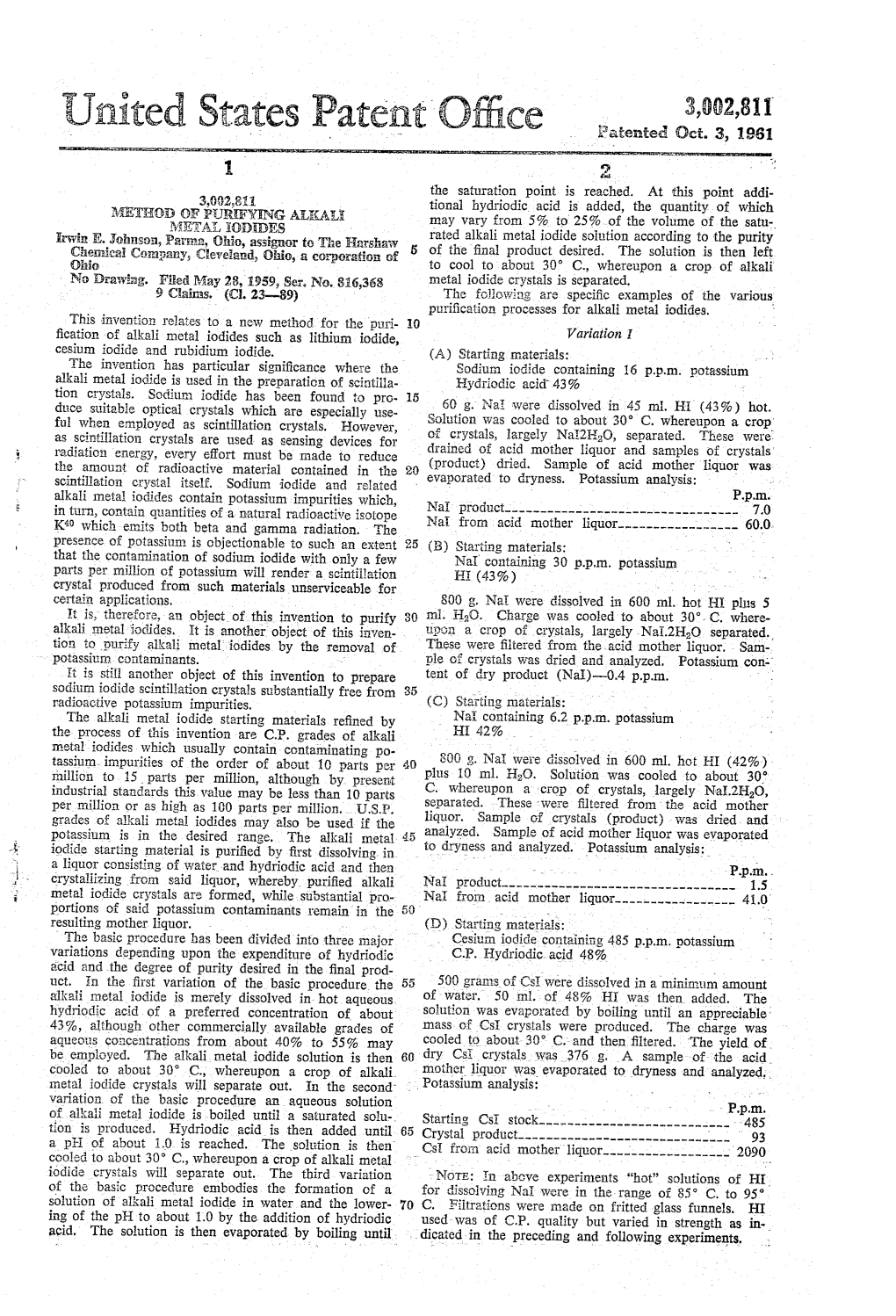
United States Patent Office Eatented (Oct
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Safety Data Sheet 1
Safety Data Sheet 1. Waters Corporation EU: Waters Chromatography Europe B.V. FOR CHEMICAL EMERGENCY 34 Maple Street Mon Plaisir 12, Postbus 215 24 Hours per Day, 7 Days per Week Milford, MA 01757 U.S.A. 4870 AE Etten-Leur N B, The Netherlands Call CHEMTREC 1-800-424-9300 Tel: +1 508 478-2000 Tel: +31 76 508 1800 Outside USA & Canada (collect calls accepted) FAX: +1 508 872-1990 Waters Technologies Ireland Ltd +1 703-741-5970 www.waters.com Drinagh, Wexford, Ireland MSDS email inquiries: Tel: +353 53 91 60400 [email protected] 1. IDENTIFICATION Product: MassPREP™ Calibration Mix - DIOS Low Mass, PN 186002820 MSDS #: 715001038 Product Use: For laboratory use only. Date: Rev B, December 1, 2014 2. HAZARDS IDENTIFICATION: The calibration kit mixtures are not classified as hazardous per GHS and OSHA. Not dangerous according to the criteria set by the European Union (EU); not listed in Table 3.1 Annex VI of regulation 1272/2008/EU, as amended. The mixtures are not hazardous in the form in which they are placed on the market and under the normal and recommended conditions of storage and use. The small quantities supplied in our products are unlikely to cause severe or immediate health effects. However idodide compounds can be irritating to eyes and skin. Use only as directed and in accordance with safe laboratory practices. 3. COMPOSITION/INFORMATION ON INGREDIENTS: EXPOSURE LIMITS CAS EC % by OSHA ACGIH EU CHEMICAL INGREDIENT NAME NUMBER NUMBER Weight IOELV Polyethylene Glycol (PEG) 25322-68-3 203-989-9 100 NA NE NA Sodium Iodide 7681-82-5 231-679-3 99.9 NA 0.01 ppm NA (iodides) Cesium Iodide 7789-17-5 232-145-2 99.9 NA 0.01 ppm NA (iodides) Rubidium Iodide 7790-29-6 232-198-1 99.9 NA 0.01 ppm NA (iodides) Notes: Kit contains dried calibration mixtures: Polyethylene Glycol in a range of molecular weights (MW 200, 600, 1000); 50 ug of Sodium Iodide; 50 ug Rubidium Iodide; and 12.5 ug Cesium Iodide. -

The Structure and Stability of Simple Tri-Iodides
THE STRUCTURE AND STABILITY OF SIMPLE TRI -IODIDES by ANTHONY JOHN THOMPSON FINNEY B.Sc.(Hons.) submitted in fulfilment of the requirements for the Degree of Doctor of Philosophy UNIVERSITY OF TASMANIA HOBART OCTOBER, 1973 . r " • f (i) Frontispiece (reproduced as Plate 6 - 1, Chapter 1) - two views of a large single crystal of KI 3 .H20. The dimensions of this specimen were approximately 3.0 cm x 1.5 cm x 0.5 cm. • - - . ;or • - This thesis contains no material which has been accepted for the award of any other degree or diploma in any University, and to the best of my knowledge and belief, this thesis contains no copy or paraphrase of material previously published or written by another person, except where reference is made in the text of this thesis. Anthony John Finney Contents page Abstract (iv) Acknowledgements (vii) Chapter 1 - The Structure and Stability of Simple 1 Tri-iodides Chapter 2 - The Theoretical Basis of X-Ray Structural 32 Analysis Chapter 3 - The Crystallographic Program Suite 50 Chapter 4 - The Refinement of the Structure of NH I 94 4 3 Chapter 5 - The Solution of the Structure of RbI 115 3 Chapter 6 - The Solution of the Structure of KI 3 .1120 135 Chapter 7 Discussion of the Inter-relation of 201 Structure and Stability Bibliography 255 Appendix A - Programming Details 267 Appendix B - Density Determinations 286 Appendix C - Derivation of the Unit Cell Constants of 292 KI .H 0 3 2 Appendix D - I -3 force constant Calculation 299 Appendix E - Publications 311 ( iv) THE STRUCTURE AND STABILITY OF SIMPLE TRI-IODIDES Abstract In this work the simple tri-iodides are regarded as being those in which the crystal lattice contains only cations, tri-iodide anions and possibly solvate molecules. -

Chemical Names and CAS Numbers Final
Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number C3H8O 1‐propanol C4H7BrO2 2‐bromobutyric acid 80‐58‐0 GeH3COOH 2‐germaacetic acid C4H10 2‐methylpropane 75‐28‐5 C3H8O 2‐propanol 67‐63‐0 C6H10O3 4‐acetylbutyric acid 448671 C4H7BrO2 4‐bromobutyric acid 2623‐87‐2 CH3CHO acetaldehyde CH3CONH2 acetamide C8H9NO2 acetaminophen 103‐90‐2 − C2H3O2 acetate ion − CH3COO acetate ion C2H4O2 acetic acid 64‐19‐7 CH3COOH acetic acid (CH3)2CO acetone CH3COCl acetyl chloride C2H2 acetylene 74‐86‐2 HCCH acetylene C9H8O4 acetylsalicylic acid 50‐78‐2 H2C(CH)CN acrylonitrile C3H7NO2 Ala C3H7NO2 alanine 56‐41‐7 NaAlSi3O3 albite AlSb aluminium antimonide 25152‐52‐7 AlAs aluminium arsenide 22831‐42‐1 AlBO2 aluminium borate 61279‐70‐7 AlBO aluminium boron oxide 12041‐48‐4 AlBr3 aluminium bromide 7727‐15‐3 AlBr3•6H2O aluminium bromide hexahydrate 2149397 AlCl4Cs aluminium caesium tetrachloride 17992‐03‐9 AlCl3 aluminium chloride (anhydrous) 7446‐70‐0 AlCl3•6H2O aluminium chloride hexahydrate 7784‐13‐6 AlClO aluminium chloride oxide 13596‐11‐7 AlB2 aluminium diboride 12041‐50‐8 AlF2 aluminium difluoride 13569‐23‐8 AlF2O aluminium difluoride oxide 38344‐66‐0 AlB12 aluminium dodecaboride 12041‐54‐2 Al2F6 aluminium fluoride 17949‐86‐9 AlF3 aluminium fluoride 7784‐18‐1 Al(CHO2)3 aluminium formate 7360‐53‐4 1 of 75 Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number Al(OH)3 aluminium hydroxide 21645‐51‐2 Al2I6 aluminium iodide 18898‐35‐6 AlI3 aluminium iodide 7784‐23‐8 AlBr aluminium monobromide 22359‐97‐3 AlCl aluminium monochloride -

Provisional Peer-Reviewed Toxicity Values for Rubidium Compounds
EPA/690/R-16/012F l Final 9-02-2016 Provisional Peer-Reviewed Toxicity Values for Rubidium Compounds (CASRN 7440-17-7, Rubidium) (CASRN 7791-11-9, Rubidium Chloride) (CASRN 1310-82-3, Rubidium Hydroxide) (CASRN 7790-29-6, Rubidium Iodide) Superfund Health Risk Technical Support Center National Center for Environmental Assessment Office of Research and Development U.S. Environmental Protection Agency Cincinnati, OH 45268 AUTHORS, CONTRIBUTORS, AND REVIEWERS CHEMICAL MANAGERS Puttappa R. Dodmane, BVSc&AH, MVSc, PhD National Center for Environmental Assessment, Cincinnati, OH Scott C. Wesselkamper, PhD National Center for Environmental Assessment, Cincinnati, OH DRAFT DOCUMENT PREPARED BY SRC, Inc. 7502 Round Pond Road North Syracuse, NY 13212 PRIMARY INTERNAL REVIEWER Paul G. Reinhart, PhD, DABT National Center for Environmental Assessment, Research Triangle Park, NC This document was externally peer reviewed under contract to: Eastern Research Group, Inc. 110 Hartwell Avenue Lexington, MA 02421-3136 Questions regarding the contents of this PPRTV assessment should be directed to the EPA Office of Research and Development’s National Center for Environmental Assessment, Superfund Health Risk Technical Support Center (513-569-7300). ii Rubidium Compounds TABLE OF CONTENTS COMMONLY USED ABBREVIATIONS AND ACRONYMS .................................................. iv BACKGROUND .............................................................................................................................1 DISCLAIMERS ...............................................................................................................................1 -

The Densities and Cubical Coefficients of Expansion of the Halogen Salts of Sodium, Potas- Sium, Rubidium and Cesium
BXPANSION OF THE HALOGEN SALTS OF SODIUM, WC. 259 3. No satisfactory explanation of the influence of the KI on the dBu- sion of iodine, is offered, though several possible explanations are con- sidered. UNIVERSITY,VIRGINIA. [CONTRIBUTIONFROM THE ‘I’.JEFFERSON COOLIDGE,JR., CHEMICALLABORATORY OF HARVARDCOLLEGE.] THE DENSITIES AND CUBICAL COEFFICIENTS OF EXPANSION OF THE HALOGEN SALTS OF SODIUM, POTAS- SIUM, RUBIDIUM AND CESIUM. BY GREGORYPAUL BAXTERAND CURTIS CLAYTON WALLACE. Received November 15. 1915. For purposes of computation in the preceding paper upon “Changes in Volume upon Solution in Water of the Halogen Salts of Alkalis” it was necessary to know the densities of the solid salts at different tempera- tures. Since neither these values nor the coefficients of expansion of the salts have been found with accuracy, the problem of determining the densi- ties over the ‘necessary range in temperature, and thus the coeffiuents of expansion, was undertaken. The method employed was that of displacement of toluene. In order to reduce the effect of the errors of experiment, a very considerable quantity of salt was used. Furthermore, especial pains were taken, first in drying the salt, and second, in freeing it as far as possible from entangled air when immersed in toluene in the pycnometer. The pycnometer itself, instead of being of the ordinary stoppered form for solids, was merely a 25 cc. graduated flask, the neck of which was very much constricted at one point to increase accuracy in adjusting the volume of its contents. The diameter of the constriction was about 2.5 mm. which secured an accuracy in setting of about 0.3 mg. -

Ornine on the Aiectli Iodides. by ~VILLIAMNORMAN RAE
View Article Online / Journal Homepage / Table of Contents for this issue 1286 RAE : THE ACTION OF BROMINE ON THE ALKAT,I IODIDES. CX LIV.-The Action of &-ornine on the AIEctli Iodides. By ~VILLIAMNORMAN RAE. INa paper by Jackson and Derby on ferrous iodide (Amer. Chem. J., 1900, 24, 15), mention is made of the action of bromine vapour on solid ammonium iodide; these authors state that the ammonium iodide first turned black, but as the absorption went on it finally became converted into the scarlet ammonium bronio-iodo-bromide, NH,BrIBr. A curve constructed from the increase in weight of the ammonium iodide and the time of exposure to bromine showed that therel was a marked diminution in the speed of absorption after the first atom of bromine had been added, and they were unable to decide whether th4e black intermediate1 product was another compound, NH,BrI, or only a mixture of ammoniuni bromide and free iodine. The present investigation was under- taken in order to settle this point, and also to determine whether the action of bromine on other solid iodides follows a similar course. Ammonium bromo-iodo-bromide, NH,BrIBr, was prepared by dissolving the calculated quantities of ammonium bromide, iodine, and bromine in a small quantity of water; the solution was a deep ruby-red colour, and when left in a desiccator over phosphoric oxide slowly deposited crystals of the salt. A similar result was obtained starting with ammonium iodide and bromine. A specimen was analysed by adding a weighed quantity to a Published on 01 January 1915. -

US5359094.Pdf
|||||||||||||I|| US005359094A United States Patent 19 11 Patent Number: 5,359,094 Teles et al. 45) Date of Patent: Oct. 25, 1994 (54) PREPARATION OF GLYCERYL 3,379,693 4/1968 Hostettler et al. .................. 549/229 CARBONATE 4,231,937 1/1980 Kao et al. ............ ... 549/229 4,314,945 2/1982 McMullen et al. ... 549/229 75 Inventors: Joaquim H. Teles, Ludwigshafen; 4,344,881 8/1982 Strege et al. ..... ... 549/229 Norbert Rieber, Mannheim; 4,483,994 11/1984 Jacobson ...... ... 549/229 Wolfgang Harder, Weinheim, all of 4,658,041 4/1987 Renga .......... ... 549/229 Fed. Rep. of Germany 4,835,289 5/1989 Brindapke ... ... 549/229 73) Assignee: BASF Aktiengesellschaft, 5,091,543 2/1992 Grey .................... ... 549/229 Ludwigshafen, Fed. Rep. of 5, 18,818, 6/1992 Delledonine et al. ............... 549/229 Germany FOREIGN PATENT DOCUMENTS (21) Appl. No.: 99,142 2222488 11/1972 Fed. Rep. of Germany. 2265228 12/1976 Fed. Rep. of Germany . 22 Filed: Jul. 29, 1993 1382313 1/1975 United Kingdom . 30 Foreign Application Priority Data Primary Examiner-Cecilia Tsang Aug. 5, 1992 (DE Fed. Rep. of Germany ....... 4225870 Attorney, Agent, or Firm-Keil & Weinkauf 51 Int. Cl. ............................................ CO7D 317/36 (57) ABSTRACT 52 U.S. C. .................................... 549/228; 549/229; 549/230 A process for the preparation of glyceryl carbonate by 58) Field of Search ........................ 549/228, 229, 230 causing glycerol to react with carbon monoxide and oxygen in the presence of a Group Ib, Group IIb, or (56) References Cited Group VIIIb catalyst as per the Periodic Table attem U.S. -

United States Patent (19) 11) 4,131,743 Yoshida Et Al
United States Patent (19) 11) 4,131,743 Yoshida et al. 45 Dec. 26, 1978 (54) PROCESS FOR PREPARING 3,959,352 5/1976 Onoda .............................. 260/497. A UNSATURATED DESTERS Primary Examiner-James O. Thomas, Jr. 75 Inventors: Yoshinori Yoshida, Yokohama; Assistant Examiner-Michael Shippen Tutomu Kobayashi, Ibaraki; Attorney, Agent, or Firm-Stevens, Davis, Miller & Hironobu Shinohara, Yokohama; Mosher Izumi Hanari, Tokyo, all of Japan 57 ABSTRACT 73) Assignee: Japan Synthetic Rubber Co., Ltd., Unsaturated diesters are produced by a process which Tokyo, Japan comprises reacting, in a flowing gaseous phase, a gase 21 Appl. No.: 702,935 ous mixture comprising a conjugated diene, a carbox ylic acid and molecular oxygen in the presence of (A) a 22 Filed: Jul. 6, 1976 catalyst comprising palladium, vanadium, antimony and (30) Foreign Application Priority Data at least one alkali metal carboxylate, or in the presence of (B) a catalyst comprising palladium, vandium, anti Jul. 17, 1975 (JP) Japan. 50/86657 mony, at least one alkali metal carboxylate and at least Dec. 11, 1975 JP Japan ................................ 50/146902 one alkali metal halide. The catalyst (A) maintains a 51 int. Cl’.............................................. CO7C 67/05 high activity and a high selectivity for a long time. The 52 U.S.C. ........................................ 560/244; 560/1; catalyst (B), in which further the alkali metal halide is 560/112; 252/472 added, shows a higher activity and a higher selectivity 58 Field of Search ................... 260/497 A; 560/244, for a longer time. And its activity and selectivity are 560/1, 112 stable and durable at high temperatures such as 160 - 200 C. -
FO, 2. by Ed ATTORNEYS 3,485,583 United States Patent Office Patented Dec
Dec. 23, 1969 W. L. WILSON PROCESS FOR PREPARING IMPROVED TITANIUM DIoxIDE Filed Oct. 8, 1965 ?zzzzzzzzzzzzzzzzzz§<<<<<<<<<<<<<<< 24227 INVENTOR WillLIAM L. WILSON FO, 2. BY ed ATTORNEYS 3,485,583 United States Patent Office Patented Dec. 23, 1969 2 More particularly, there is produced a raw, uncoated 3,485,583 pigmentary titanium oxide particle hawing improved dis PROCESS FOR PREPARING IMPROVED TITANIUM DOXOE persion, a tinting strength of at least 1600, usually at William L. Wilson, Barberton, Ohio, assignor to PPG least 1700, a blue undertone (tint tone), and a particle Industries, Inc., Pittsburgh, Pa., a corporation of size distribution range below 1.0 micron in mean diameter, Pennsylvania preferably 0.2 to 0.5 micron, with a final tinting strength Filed Oct. 8, 1965, Ser. No. 494,175 of at least 1780, usually above 1800, when the raw pig Int. C. C01g23/04 ment is wet treated or coated as disclosed, for example, by U.S. C. 23-202 4 Claims U.S. Letters Patent 3,146,119 issued to Dr. Hartien S. 10 Ritter; copending U.S. patent application Ser. No. 469,881, filed July 6, 1965 by Dr. Harry Lott, Jr. and Dr. Albert Dietz; and copending U.S. patent application Ser. No. ABSTRACT OF THE DISCLOSURE 469,864, filed July 6, 1965 by Dr. Albert Dietz and Dr. Pigmentary titanium dioxide of improved optical prop Harry Lott, Jr. erties is prepared by vapor phase reaction of titanium 15 Sources of the metals noted hereinbefore include, not tetrahalide in the combined presence of a source of by way of limitation, each metal in elemental state, alloys thorium and a source of at least one member selected containing one or more of the metals, and organic and/or from the group consisting of potassium, rubidium, cesium, inorganic compounds containing one or more of the vari sodium, lithium and zinc. -
The Vapor Pressures Op Alkali Halides by The
THE VAPOR PRESSURES OP ALKALI HALIDES BY THE METHOD OP SURFACE IONIZATION DISSERTATION Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of the Ohio State University by Henry Edwin Bridgers, B.S. The Ohio State University 1953 Approved by i TABLE OP CONTENTS Page List of Figures ii List of Tables iii I. Introduction 1 II. The Theory of Surface Ionization 5 III. Apparatus 23 IV. Experimental procedure 33 V. Results 50 VI. Discussion of Errors 65 VII. Summary of Results 68 Appendix 69 Bibliography 7 4 Acknowledgement 77 Autobiography 78 A 0 . 9 9 Q S ii LIST OP FIGURES Page 1. Schematic diagram of experimental tube 24 2. Detail of Knudsen cell and oven 26 3. Photograph of apparatus 28 4« Rough electrical schematic 30 5. Richardson plot for electron emission 35 0. Calculated- work function vs. filament temperature 36 7. Ion current vs. filament temperature (oil pump) 36 8. Ion current vs. filament temperature (Kl) 41 9. Ion current vs. filament temperature (Ebl) 41 10. Logarithm of ion current vs. residual pressure 51 11. Vapor pressure of KI (this research) 53 12. Vapor pressure of KI (previous measurements) 54 13. Vapor pressure of Rbl 56 iii LIST OP TABLES Page 1. Hecessary Work Function for 99^> Ionization 12 2. Degree of Conversion of Molecules to Ions 19 3* Variation of Electron Emission with Filament Temperature 38 4. Variation of Ion Current with Filament Temperature for Rbl Using Oil Pump 39 5» Variation of Ion Current with Filament Temperature for KI Using Mercury Pump 42 6. -

United States Patent (19) (11) 3,719,746 Johnston (45) March 6, 1973
United States Patent (19) (11) 3,719,746 Johnston (45) March 6, 1973 (54) AQUEOUS SYNTHESIS OF IONICALLY Vol. 5, pp. 433-436 CONDUCTIVE COMPOSITIONS OF Jacobson: Encycopedia of Chemical Reactions, Vol. MATTER VI, 1956, p. 162. 75 Inventor: William V. Johnston, Camarillo, Primary Examiner-George F. Lesmes Calif. Assistant Examiner-J. P. Brammer (73) Assignee: North American Rockwell Corpora Attorney-L. Lee Humphries, Thomas S. MacDonald tion and Henry Kolin 22 Filed: Dec. 8, 1970 57 ABSTRACT (21) Appl. No.: 96,229 An aqueous process for the preparation of a solid ioni cally conductive composition of matter having the for (52) U.S. Cl....................................423/463,252/518 mula MAgas in which M is Rb, K, NH4, Cs, or a com 51 Int. Cl.......... H01b. 1706, C0 lb 9/00, C01g 1/06, bination of these, Cs being present only as a minor C01.g3/04, C01g 7/00, C01g 9/04 constituent of M, comprising preparing a substantially 58) Field of Search............. 252/518; 23/87, 89,367 saturated solution of MI in water, intimately admixing 56) References Cited four molar equivalents of AgI with the MI solution to effect reaction between the MI and AgI, and removing UNITED STATES PATENTS the water to recover MAgals as the synthesized ioni 3,519,404 7/1970 Argue et al........................... 252/518 cally conductive composition. 2,944,975 7/1960 Folberth................................. 23/204 9 Claims, No Drawings OTHER PUBLICATIONS C. Brink, et al., Acta Crystallegraphica July 1952, 3,719,746 2 AQUEOUSSYNTHESIS OF IONICALLY According to the process of this invention, an aque CONDUCTIVE COMPOSITIONS OF MATTER ous essentially saturated solution of MI is prepared. -

CASRN 7791-11-9, Rubidium Chloride) (CASRN 1310-82-3, Rubidium Hydroxide) (CASRN 7790-29-6, Rubidium Iodide)
FINAL 09-02-2016 Provisional Peer-Reviewed Toxicity Values for Rubidium Compounds (CASRN 7440-17-7, Rubidium) (CASRN 7791-11-9, Rubidium Chloride) (CASRN 1310-82-3, Rubidium Hydroxide) (CASRN 7790-29-6, Rubidium Iodide) Superfund Health Risk Technical Support Center National Center for Environmental Assessment Office of Research and Development U.S. Environmental Protection Agency Cincinnati, OH 45268 AUTHORS, CONTRIBUTORS, AND REVIEWERS CHEMICAL MANAGERS Puttappa R. Dodmane, BVSc&AH, MVSc, PhD National Center for Environmental Assessment, Cincinnati, OH Scott C. Wesselkamper, PhD National Center for Environmental Assessment, Cincinnati, OH DRAFT DOCUMENT PREPARED BY SRC, Inc. 7502 Round Pond Road North Syracuse, NY 13212 PRIMARY INTERNAL REVIEWER Paul G. Reinhart, PhD, DABT National Center for Environmental Assessment, Research Triangle Park, NC This document was externally peer reviewed under contract to: Eastern Research Group, Inc. 110 Hartwell Avenue Lexington, MA 02421-3136 Questions regarding the contents of this PPRTV assessment should be directed to the EPA Office of Research and Development’s National Center for Environmental Assessment, Superfund Health Risk Technical Support Center (513-569-7300). ii Rubidium Compounds TABLE OF CONTENTS COMMONLY USED ABBREVIATIONS AND ACRONYMS .................................................. iv BACKGROUND .............................................................................................................................1 DISCLAIMERS ...............................................................................................................................1