Squirrel Cage Rotor Testing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mutual Inductance and Transformer Theory Questions: 1 Through 15 Lab Exercise: Transformer Voltage/Current Ratios (Question 61)
ELTR 115 (AC 2), section 1 Recommended schedule Day 1 Topics: Mutual inductance and transformer theory Questions: 1 through 15 Lab Exercise: Transformer voltage/current ratios (question 61) Day 2 Topics: Transformer step ratio Questions: 16 through 30 Lab Exercise: Auto-transformers (question 62) Day 3 Topics: Maximum power transfer theorem and impedance matching with transformers Questions: 31 through 45 Lab Exercise: Auto-transformers (question 63) Day 4 Topics: Transformer applications, power ratings, and core effects Questions: 46 through 60 Lab Exercise: Differential voltage measurement using the oscilloscope (question 64) Day 5 Exam 1: includes Transformer voltage ratio performance assessment Lab Exercise: work on project Project: Initial project design checked by instructor and components selected (sensitive audio detector circuit recommended) Practice and challenge problems Questions: 66 through the end of the worksheet Impending deadlines Project due at end of ELTR115, Section 3 Question 65: Sample project grading criteria 1 ELTR 115 (AC 2), section 1 Project ideas AC power supply: (Strongly Recommended!) This is basically one-half of an AC/DC power supply circuit, consisting of a line power plug, on/off switch, fuse, indicator lamp, and a step-down transformer. The reason this project idea is strongly recommended is that it may serve as the basis for the recommended power supply project in the next course (ELTR120 – Semiconductors 1). If you build the AC section now, you will not have to re-build an enclosure or any of the line-power circuitry later! Note that the first lab (step-down transformer circuit) may serve as a prototype for this project with just a few additional components. -
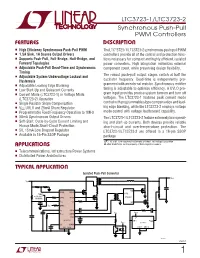
LTC3723-1/LTC3723-2 Synchronous Push-Pull PWM Controllers
LTC3723-1/LTC3723-2 Synchronous Push-Pull PWM Controllers FEATURES DESCRIPTIO U ■ High Efficiency Synchronous Push-Pull PWM The LTC®3723-1/LTC3723-2 synchronous push-pull PWM ■ 1.5A Sink, 1A Source Output Drivers controllers provide all of the control and protection func- ■ Supports Push-Pull, Full-Bridge, Half-Bridge, and tions necessary for compact and highly efficient, isolated Forward Topologies power converters. High integration minimizes external ■ Adjustable Push-Pull Dead-Time and Synchronous component count, while preserving design flexibility. Timing The robust push-pull output stages switch at half the ■ Adjustable System Undervoltage Lockout and Hysteresis oscillator frequency. Dead-time is independently pro- ■ Adjustable Leading Edge Blanking grammed with an external resistor. Synchronous rectifier ■ Low Start-Up and Quiescent Currents timing is adjustable to optimize efficiency. A UVLO pro- ■ Current Mode (LTC3723-1) or Voltage Mode gram input provides precise system turn-on and turn off (LTC3723-2) Operation voltages. The LTC3723-1 features peak current mode ■ Single Resistor Slope Compensation control with programmable slope compensation and lead- ■ ing edge blanking, while the LTC3723-2 employs voltage VCC UVLO and 25mA Shunt Regulator ■ Programmable Fixed Frequency Operation to 1MHz mode control with voltage feedforward capability. ■ 50mA Synchronous Output Drivers The LTC3723-1/LTC3723-2 feature extremely low operat- ■ Soft-Start, Cycle-by-Cycle Current Limiting and ing and start-up currents. Both devices provide reliable Hiccup Mode Short-Circuit Protection short-circuit and overtemperature protection. The ■ 5V, 15mA Low Dropout Regulator LTC3723-1/LTC3723-2 are offered in a 16-pin SSOP ■ Available in 16-Pin SSOP Package package. -

THE ULTIMATE Tesla Coil Design and CONSTRUCTION GUIDE the ULTIMATE Tesla Coil Design and CONSTRUCTION GUIDE
THE ULTIMATE Tesla Coil Design AND CONSTRUCTION GUIDE THE ULTIMATE Tesla Coil Design AND CONSTRUCTION GUIDE Mitch Tilbury New York Chicago San Francisco Lisbon London Madrid Mexico City Milan New Delhi San Juan Seoul Singapore Sydney Toronto Copyright © 2008 by The McGraw-Hill Companies, Inc. All rights reserved. Manufactured in the United States of America. Except as permitted under the United States Copyright Act of 1976, no part of this publication may be reproduced or distributed in any form or by any means, or stored in a database or retrieval system, without the prior written permission of the publisher. 0-07-159589-9 The material in this eBook also appears in the print version of this title: 0-07-149737-4. All trademarks are trademarks of their respective owners. Rather than put a trademark symbol after every occurrence of a trademarked name, we use names in an editorial fashion only, and to the benefit of the trademark owner, with no intention of infringement of the trademark. Where such designations appear in this book, they have been printed with initial caps. McGraw-Hill eBooks are available at special quantity discounts to use as premiums and sales promotions, or for use in corporate training programs. For more information, please contact George Hoare, Special Sales, at [email protected] or (212) 904-4069. TERMS OF USE This is a copyrighted work and The McGraw-Hill Companies, Inc. (“McGraw-Hill”) and its licensors reserve all rights in and to the work. Use of this work is subject to these terms. Except as permitted under the Copyright Act of 1976 and the right to store and retrieve one copy of the work, you may not decompile, disassemble, reverse engineer, reproduce, modify, create derivative works based upon, transmit, distribute, disseminate, sell, publish or sublicense the work or any part of it without McGraw-Hill’s prior consent. -

Instruction Manual Installation Operation Copyright © 2012 Kato Engineering, Inc
Instruction Manual Installation Operation Copyright © 2012 Kato Engineering, Inc. All rights reserved Maintenance Motor-Generator Set Synchronous Common Shaft Publication 350-03006-00 (07/18/2012) Kato Engineering, Inc. | P.O. Box 8447 | Mankato, MN USA 56002-8447 | Tel: 507-625-4011 [email protected] | www.KatoEngineering.com | Fax: 507-345-2798 Copyright © 2012 Kato Engineering, Inc. All rights reserved Page 1 Table of Contents Introduction............................................................................... 4 Foreword..................................................................................... 4 Safety instructions.......................................................................4 Ratings/description......................................................................4 Construction and Operating Principles.................................. 5 Stator...........................................................................................5 Rotor........................................................................................... 5 Brushless exciters....................................................................... 6 Installation................................................................................. 7 Receiving inspection................................................................... 7 Unpacking and moving............................................................... 7 Location...................................................................................... 7 Mounting.................................................................................... -

Current Transformer Theory & Testing
Current Transformer Theory & Testing Hands On Relay School 2016 Jay Anderson – Omicron [email protected] www.OmicronEnergy.com Agenda • Introduction • Current Transformer Basics • Construction & Types • Industry Standards • Applications • Testing Current Transformer Basics © OMICRON Page 3 Function of Current Transformers • Convert Primary Power Signals to Manageable Values for • Indicating Meters • Revenue Metering • Protective Relay Systems • Power Generation • Plant Monitoring Systems • Fault Recorders • SCADA • Overall Electric Grid Monitoring (Local Dispatch & ISO Level) • Building (Energy) Management Systems (HVAC,refrigeration...) • Load Control January 19, 2016 Page: 4 Current Transformers • Insulation from High Voltages and Currents • Isolation from other systems • Safety • Standardization • Accuracy ( Ratio & Phase) • Typically Low Power Rating • Thermal Considerations • Burden Considerations January 19, 2016 Page: 5 Current Transformers • Insulation Consistent With Voltage Use • Wide Range of Current to Replicate (Unlike VTs) • Metering or Protective Class Ratings • Typically Unprotected • Dangerous When Open Circuited January 19, 2016 Page: 6 Compliance & Standards Instrument Transformers Are Expected to Perform & Conform IEEE ANSI IEC in Europe & Asia NERC Reliability Standards in US Supported standards • IEEE C57.13 standard requirements for instrument transformers • IEEE C57.13.6 standard for high-accuracy instrument transformers • IEC 60044-1 current transformers • IEC 60044-6 requirements for protective current -
Distribution Transformers–Medium and High Voltage Section 21
Distribution Transformers–Medium and High Voltage Section 21 com . Secondary Substation – SST .....................................................21-2 Three-phase Padmounted – PADS ..........................................21-4 Single-Phase Pole-Mounted – POLES......................................21-6 Network Transformers ..............................................................21-9 Voltage Regulators VR-1 .............................................................................................................21-10 Bushing Potential Devices......................................................21-13 ElectricalPartManuals . Publications and Reference: See Section 22 for a complete list of additional product-related publications Rev. 1/08 ® 21-1 Prices and data subject www.geelectrical.com BuyLog Catalog wwwto change without notice Distribution Transformers–Medium and High Voltage Section 21 GE-PROLEC® Liquid Filled Secondary Substation Transformers-SST GE-PROLEC® Secondary Substation Transformers will meet all of your industrial applications for power distribution. These transformers have a robust construction and are designed with the capability to coordinate with a wide diversity of equipment such as switchboards, LIS, MCCs, etc. com Applications Industrial . —Oil and Gas —Chemical Industry —Paper Industry —Steel Industry —Cement Industry Commercial —Airports —Stadiums —Office Building —Waste Water General Construction Features —Stores —The liquid insulated, secondary type substation transformer Utility is designed, manufactured -
B. Tech Electrical.Pdf
JECRC University Course Structure for Electrical Engineering (B.Tech.) JECRC UNIVERSITY Faculty of Engineering & Technology B.Tech in Electrical Engineering Teaching Scheme Semester III Subject Code Subject Contact Hrs Credits L-T-P Electronics Devices & Circuits 3-1-2 5 Circuit Analysis – I 3-1-0 4 Electrical Machines – I 3-1-2 5 Electrical Measurements 3-1-2 5 Mathematics – III 3-1-0 4 Computer Programming – I 3-0-2 4 Total 18-5-8 27 JECRC UNIVERSITY Faculty of Engineering & Technology B.Tech in Electrical Engineering Teaching Scheme Semester IV Subject Code Subject Contact Hrs Credits L-T-P Analogue Electronics 3-1-2 5 Digital Electronics 3-0-2 4 Circuit Analysis – II 3-1-0 4 Electrical Machines – II 3-1-2 5 Advanced Mathematics 3-1-0 4 Generation of Electric Power 3-0-0 3 Total 18-4-6 25 JECRC UNIVERSITY Faculty of Engineering & Technology B.Tech in Electrical Engineering Teaching Scheme Semester V Subject Code Subject Contact Hrs Credits L-T-P Power Electronics-I 3-1-2 5 Microprocessor & Computer 3-0-2 4 Architecture Transmission & Distribution – I 3-1-0 4 Control Systems 3-1-2 5 Utilization of Electrical Power 3-0-0 3 Digital Signal Processing 3-0-0 3 Total 18-3-6 24 JECRC UNIVERSITY Faculty of Engineering & Technology B.Tech in Electrical Engineering Teaching Scheme Semester VI Subject Code Subject Contact Hrs Credits L-T-P Power Electronics –II 3-1-2 5 Power System Analysis 3-1-2 5 EHV AC/DC Transmission 3-0-0 3 Switch Gear & protection 3-0-0 3 Instrumentation 3-0-0 3 Transmission & Distribution – II 3-1-0 4 Economics 0-0-2 1 -
Module Ten: Transformers; Basic Electricity and Electronics Individualized Learning System
DOCUMENT RESUME ED 099 507 CE 002 584 mITLE Module Ten: Transformers; Basic Electricity and Electronics Individualized Learni.ng System. INSTITUTION Bureau of Naval Personnel, Washington, D.C. REPORT NO NAVPERS-94558-10a PUB DATE Jan 72 NOTE 135p.; For other modules in the series, see CE 002 573-589 EDRS PRICE MF-$0.75 HC-$6.60 PLUS POSTAGE DESCRIPTORS Course Content; *Electricity;*Electronics; Individualized Instruction; Individualized Programs; Industrial Education; Military Training; Post Secondary Education; *Programed Instruction; *Programed Materials; Study Guides; Trade and Industrial Education; Units of Study (Subject Fields) ABSTRACT The module introduces a very importantelectrical device, the transformer. The module is dividedinto six lessons: transformer construction, transformertheory and operation, turns and voltage ratios, power and current, transformerefficiency, and semiconductor rectifiers. Each lesson consistsof an overview, a list of study resources, lesson narratives,programed instructional materials, and lesson summaries. (Author/BP) N AVPERS 94558-10a S Or 01 .11 ALtH F01.1( Al of.. &1St NATION:, ,NST111211. OF 1.,L.SI!)... BASIC ELECTRICITY AND ELECTRONICS INDIVIDUALIZED LEARNING SYSTEM MODULE TEN TRANSFORMERS Study llooklet BUREAU OF NAVAL PERSONNEL January 1972 OVERVIEW MODULE TEN TRANSFORMERS In this module you will be introduced to a very important electrical device, the transformer. As you will learn, without transformer action the practical, economical application of electrical energy would be nearly impossible. For you to more easily learn the above, this module has been divided into the following six lessons: Lesson I. Transformer Construction Lesson II. Transformer Theory and Operation Lesson III. Turns and Voltage Ratios Lesson IV. Power and Current Lesson V. Transformer Efficiency Lesson VI. -

Theory and Technology of Instrument Transformers
THEORY AND TECHNOLOGY OF INSTRUMENT TRANSFORMERS TRAINING BOOKLET: 2 The information in this document is subject to change. Contact ARTECHE to confi rm the characteristics and availability of the products described here. Jaime Berrosteguieta / Ángel Enzunza © ARTECHE Moving together CONTENTS 1. Instrument Transformers | 4 5. Other Instrument Transformers | 31 1.1. Defi nitions | 4 5.1. Combined Instrument 1.2. Objective | 4 Transformers | 31 1.3. General Points in 5.2. Capacitive Voltage Current Transformers | 5 Transformers (CVT) | 32 1.4 General Points in Voltage Transformers | 6 6. Dielectric insulation | 33 6.1. Insulation of instrument 2. Theory of Instrument Transformers | 7 transformers | 33 2.1. Basics | 7 6.2. Insulation Testing | 34 2.2. Equivalent Transformer | 8 2.3. Equivalent Transformer Standards | 35 circuit Diagram | 8 7. 7.1. Standards Consulted | 35 7.2. Insulation Levels | 35 3. Current Transformers | 9 7.3. Environmental Conditions | 35 3.1. General Equations | 9 7.4. Current Transformers | 36 3.2. Vectorial Diagram | 9 7.5. Voltage Transformers | 43 3.3. Current & Phase Errors | 10 3.4. Current Transformers for Measuring | 12 3.5. Current Transformers for Protection | 14 3.6. Current Transformers for Protection which Require Transient Regime Response | 16 3.7. Burden | 18 3.8. Resistance to Short-circuits | 19 3.9. Operation of an Open Circuit Current Transformer| 20 3.10. Special Versions of Current Transformers | 20 3.11. Choosing a Current Transformer | 21 4. Voltage Transformers | 22 4.1. General Equations | 22 4.2. Vectorial Diagram | 22 4.3. Voltage & Phase Errors | 23 4.4. Voltage Transformers for Measuring | 24 4.5. -
Transformer Resilience and Advanced Components (TRAC) 2019 Program Review Report
Transformer Resilience and Advanced Components (TRAC) 2019 Program Review Report October 2019 Acknowledgements The summary report was produced by the U.S. Department of Energy’s (DOE) Office of Electricity’s (OE) Transformer Resilience and Advanced Components (TRAC) program under the direction of Kerry Cheung. Oak Ridge National Laboratory provided meeting space for the two-day TRAC program review, with logistics support from Dina Clark and Madhu Chinthavali. Ronke Luke and Matt Scallet of ICF provided task management support. Emmanuel Taylor, Scott Morgan, Phoebe Brown, and Ridah Sabouni of Energetics, a division of Akimeka, supported development of the program review agenda, execution of the meeting, and development of this summary report. Special thanks go to the volunteer peer reviewers who evaluated the projects and to all the attendees who contributed to the robust discussions and provided valuable feedback. Learn more at www.energy.gov/oe ii Table of Contents Acknowledgements ...................................................................................................................... ii List of Abbreviated Terms .......................................................................................................... iv Executive Summary ...................................................................................................................... 1 Introduction ................................................................................................................................... 5 Overview ..................................................................................................................................... -

A Method for Testing Current Transformers
A METHOD FOR TESTING CURRENT TRANSFORMERS By Francis B. Silsbee CONTENTS Page t Introduction 317 General principles 318 Null method 321 Deflection method 325 Experimental results 3 28 Summary 328 INTRODUCTION Several precise laboratory methods are now available for the determination of the ratio and phase angle of current transformers. 1 These, however, all require a considerable amount of special apparatus, such as carefully calibrated noninductive shunts and very sensitive alternating-current detectors, and are therefore not suited for use under shop or central-station conditions. The task of comparing the constants of one transformer with those of a second transformer taken as a standard is much less difficult. The standard transformer should, of course, have the same nominal ratio, and its constants should have been deter- mined by one of the precise laboratory methods. A method for such a comparison of two voltage transformers has been pub- lished by Brooks, 2 and another method applicable to either voltage or current transformers by Agnew 3 and by Knopp. 4 The method developed in this paper is somewhat analogous to the first of these and will be found rather more rapid than the second. As in the other comparison methods the detector may be much less sensitive than in the absolute methods, and it is therefore 1 Agnew and Fitch, this Bulletin, 6, p. 281, 1909; Electrical World, 54, p. 1042, 1909; E. Orlich, E. T. Z., 30, p. 435, 466, 1909; E. T. Robinson, Trans. Am. Inst. Elec. Eng., 28, p. 1005, 1909; F. A. Laws, Electrical World, 55, p. -
Introduction to Solid State Tesla Coils Concepts, Implementation, Debugging, and Beyond
Introduction to Solid State Tesla Coils Concepts, implementation, debugging, and beyond. presented by: Staci “GrizzlyPanda” Elaan Power electronics geek youtube channel: stacielaan ¡IMPORTANT SAFETY WARNINGS! Tesla coils often present fatal electrocution hazards. This is especially true for solid state designs! Tesla coils emit massive RF power capable of causing painful and humiliating burns. This RF can break your stuff! When power semiconductors and capacitors are used in solid state Tesla systems they represent a significant explosion hazard. High power RF plasma can ignite flammable materials and vapors. Exploding power transistors can spew glowing metal chunks resulting in secondary fire(s). Why play with solid state Tesla coils? • Educational! • Less expensive than dating. • Impress random strangers. • Charge your stuff without wires. • Most interesting way to learn power electronics. • You like the smell of burning electronics and ozone gas. • You're tired of lugging around 100lbs of iron and copper from your spark gap based coil! • A great reason to download LTSPICE for free and play with it. "Building a Tesla coil is something everybody should do once". - "BuildingSome guy ata AlbanyTesla Spincoil Jam is something everybody should do at least once“. - Some guy at Albany Spinjam "B Fundamentals of Resonance A resonant circuit happens when capacitive and inductive reactances equal each other. Fundamentals of Resonance Two kinds of resonance: series resonant parallel resonant When X L=X C this circuit When X L=X C this circuit appears shorted. appears open. Where the heck did Resonance Equation: this come from?!?! Fundamentals of Resonance Set X L=X C and solve 1 2͚͆ = 2͚̽ 1 ͚2 = (2)2͆̽ √1 ͚ = 2 ǭ(2) ͆̽ 1 ͚ = 2√͆̽ Fundamentals of Resonance Simple simulation of a LC circuit: Classic spark gap Tesla coil: Invented by Nikola Tesla around 1891 • Effectively a spark gap transmitter.