Cold Planing What Is Cold Planing(CP)?
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
2018 Line Card
H.D. Chasen Company Inc. H. D. CHASEN TOOL GROUP INVENTORY SOLUTIONS LOGISTICS www.steelerectortools.com “OTHERS TALK... WE STOCK.” 2018 LINE CARD 40 Lake Street|Somerville, MA|02143 P|617.666.9090 www.hdchasen.com INDEX OF PRODUCTS INDEX OF PRODUCTS A B Abrasive Back Stand Idler Units Abrasives - Abrasive Mounted Points Back Support Systems Abrasives - Bristle Discs - Roloc / Cup Wheel Bags - Tool Bags Abrasives - Cartridge Rolls Balldriver Hex Screwdrivers Abrasives - Cloth Sanding Rolls Balldriver Insert Bits Abrasives - Coated Abrasives Balldriver L-Wrench / Sets Abrasives - Combiwheels Abrasive / Scotchbrite Balldriver Power Bits Abrasives - Diamond Lapping Film Discs Balldriver T-Handle - Sets & Singles Abrasives - Diamond Lapping Film Sheets Bandsaws - Electric Abrasives - Diamond Products Bars - Boring Abrasives - Disc Pad Holder Bars - Breaker 3/8,1/2,3/4 Drive Abrasives - Discs PSA Cloth / Paper, Resin Fibre Bars - Claw Bar 5' Abrasives - Discs Quick Change Bars - Connecting Bars Abrasives - Discs Resin Fibre Bars - Diamond Point 5' Abrasives - Discs Roloc A/O, Regalite Polycut Bars - Grizzly Bar Abrasives - Discs Velcro S/C, Gold Bars - Jimmy Bars Abrasives - Flap Wheels Bars - Offset Pinch Bars - 14" - 48" Abrasives - Lapping Film Discs Bars - Pinch Bars 13-1/2" - 48" Abrasives - Lapping Film Sheets Bars - Pinch Point Crow Bar / 3' - 5-1/2' Abrasives - Microfinishing Film Discs Bars - Pry Abrasives - Microfinishing Film Sheets Bars - San Angelo Digging 5' - 7' Abrasives - Mounted Points / Cotton Abrasive Bars - Telegraph Lining -

Atla Fibre Co Article Fabricating Cutting Thermoset
SpecialFocus Fabricating and Cutting Thermoset Materials Plastics Fabrication by Mark Mush s the machining of plastic materials cannot be mastered in one diameter run at 3,000-3,600 rpm will give good results cutting dry with a setting, the same can be said, probably more so, of thermosets good exhaust system. Material feed should be as fast possible without forcing A(FR4/G-10, G-11, phenolics). Glass epoxies and phenolics have the saw. Idling creates friction and heat, which cause excessive dulling and traditionally been unfairly characterized as materials that many machine burning. A flood of water or water-soluble coolants on the work and wheel shops or fabricators avoid due to their dust, wear and tear on equipment can be used when necessary to prevent overheating. Abrasive wheel cutting and tools and the overall toughness of the material. To the contrary, with under water is also recommended. a little bit of practice and patience, most fabricators can master the art of thermosets. What follows is a guide to get you started in that process. Turning Mastering these suggestions will not immediately make you an expert Paper and fabric grades machinist of these materials but should significantly improve your skills. Ordinary high-speed tool steel can be used in finishing operations for all Paper and fabric grades thermoset grades. However, carbide-tipped tools may prove more economi- cal and will hold sizes more accurately from piece to piece. About .010" stock Thermoset materials machine well with proper techniques. As a rule, they should be left for finishing. Thermosets can be turned at 400 surface feet per machine more readily than metals with standard machine tools such as minute with high-speed tools and about twice as fast with carbides. -

Carbide Tipped Annular Cutters Are Engineered for Cutting 3” and 4” Thick Steel, Pipe, and Square Channel
Innovative Cutting Tool Solutions 2011 Product Catalog Your Productivity Partner Professional Grade Products Champion has been dedicated to servicing professionals with industrial grade products and services since 1897. Our product range includes twist drills, end mills, taps, dies, cutters, power tools, and masonry tools that are engineered for peak performance. Our distribution network serves cutting tool users in all fifty U.S. States, and is expanding internationally. Our commitment to same-day shipping and superior technical support give you, our customer, the Champion Edge. Innovative Cutting Tool Solutions Our CT5 Carbide tipped hole cutter has been completely redesigned. The result is faster hole penetration, and longer tool life. The design enhancements include a new carbide tip pocket for faster chip evacuation, improved carbide tips, stepped pilot drill for smoother penetration, and stiffer spring for positive slug ejection. The new CM95X series of SDS-Plus hammer bits features a “solid-tip” which penetrates rebar-imbedded concrete. These state of the art SDS-Plus bits penetrate the toughest aggregates including Vermont granite. Champion’s iPac system provides professional grade cutting tools in individual and combination packs. The iPac range includes twist drills, taps, and screw extractors. DT22HEX combination drill and taps create a hole and thread in one application. Available in NC/NF, and metric sizes, these industrial quality tools are available from 6-32 machine screw size to 1/2-13. Perfect for industrial, MRO and electrical professions. Champion’s CT9 was designed in conjunction with locksmiths whose work requires the installation of locksets in steel doors. CT9 hole cutters enable quick drilling of 1-1/2” and 2-1/8” holes in steel doors. -

Manufacuting Technology
ME 6402 -Manufacturing Technology - II IV Sem / II Year B.E. (Mechanical Engineering) Department of Mechanical Engineering R.M.K.ENGINEERINGCOLLEGE R.S.M. Nagar, Kavaraipettai – 601 206. UNIT I - THEORY OF METAL CUTTING INTRODUCTION: CUTTING TOOL: SINGLE POINT CUTTING TOOL: NOMENCLATURE SINGLE POINT TOOL: MECHANICS OF METAL CUTTING: TYPES OF CHIPS: COOLANT OR CUTTING FLUIDS OR EMULSIONS: FUNCTIONS OR USES OF COOLANTS OR CUTTING FLUIDS: TYPICAL PROPERTIES OF TOOL MATERIALS: ------------------------------X-------------------------------- UNIT-II - CENTRE LATHE AND SPECIAL PURPOSE LATHE INTRODUCTION: TYPES OF LATHE: SPEED LATHE: CENTRE LATHE OR ENGINE LATHE: BENCH LATHE: TOOL ROOM LATHE: CAPSTAN AND TURRET LATHE: SPECIAL PURPOSE LATHE: AUTOMATIC LATHE: CONSTRUCTION OF LATHE MACHINE: BED: HEAD STOCK: TAIL STOCK: CARRIAGE: THREAD CUTTING MECHANISM: ACCESSORIES AND ATTACHMENTS OF LATHE: SPECIFICATION OF LATHE: LATHE OPERATIONS: TAPERS AND TAPER TURNING: TAPER TURNING BY SWIVELLING THE COMPOUND REST: TAPER TURNING ATTACHMENT METHOD: TAPER TURNING WITH TAILSTOCK SET OVER METHOD: FORM TOOL METHOD: TAPER TURNING WITH DOUBLE HEADS: THREAD CUTTING: DRILLING ON A LATHE: CUTTING SPEED: FEED: ---------------------------X------------------------------ UNIT-III, OTHER MACHINE TOOLS DRILLING INTRODUCTION: CONSTRUCTION OF DRILLING MACHINE: TYPES OF DRILLING MACHINE: PORTABLE DRILLING MACHINE: SENSITIVE DRILLING MACHINE: UPRIGHT DRILLING MACHINE: RADIAL DRILLING MACHINE: GANG DRILLING MACHINE: MULTIPLE-SPINDLE DRILLING MACHINE: TYPES OF DRILLS: TWIST DRILL -
Planing and Profiling
Anpassung der Rückenstärke für Druck noch nicht ausgeführt Planing and profiling Leitz Lexicon Edition 7 Version 2 Explanation of abbreviations A = dimension A LH = left hand rotation ae = cutting thickness (radial) ap = cutting depth (axial) M = metric thread ABM = dimension MBM = minimum order quantity APL = panel raising length MC = multi-purpose steel, coated APT = panel raising depth MD = thickness of knife AL = working length min-1 = revolutions per minute (RPM) AM = number of knives MK = morse taper AS = anti sound (low noise design) m min-1 = metres per minute m s-1 = metres per second b = overhang B = width n = RPM BDD = thickness of shoulder nmax. = maximum permissible RPM BEM = note NAL = position of hub BEZ = description ND = thickness of hub BH = tipping height NH = zero height BO = bore diameter NL = cutting length NLA = pinhole dimensions CNC = Computerized Numerical Control NT = grooving depth d = diameter P = profile D = cutting circle diameter POS = cutter position D0 = zero diameter PT = profile depth DA = outside Diameter PG = profile group DB = diameter of shoulder DFC = Dust Flow Control (optimised chip clearance) QAL = cutting material quality DGL = number of links DIK = thickness R = radius DKN = double keyway RD = right hand twist DP = polycrystalline diamond RH = right hand rotation DRI = rotation RP = radius of cutter FAB = width of rebate S = shank dimension FAT = depth of rebate SB = cutting width FAW = bevel angle SET = set FLD = flange diameter SLB = slotting width fz = tooth feed SLL = slotting length fz eff = effective tooth feed SLT = slotting depth SP = tool steel GEW = thread ST = Cobalt-basis cast alloys, GL = total length e.g. -

Caddo Archeology Journal
CCaddoaddo AArcheologyrcheology JJournalournal Volume 16 Spring 2007 CADDO ARCHEOLOGY JOURNAL P.O. Box 8419 Austin, TX 78712-8419 EDITORIAL BOARD TIMOTHY K. PERTTULA 10101 Woodhaven Dr. Austin, TX 78753 e-mail: [email protected] CHESTER P. W ALKER 5309 DUVAL STREET AUSTIN, TX 78751 e-mail: [email protected] GREGORY VOGEL Center for American Archeology P.O. Box 366 Kampsville, IL 62053 [email protected] T. CLAY SCHULTZ 507 Franklin San Marcos, TX 78666 [email protected] LIASON WITH THE CADDO NATION OF OKLAHOMA ROBERT CAST Tribal Historic Preservation Offi cer Caddo Nation of Oklahoma P.O. Box 487 Binger, OK 73009 e-mail: [email protected] ISSN 1522-0427 Printed in the United States of America at Morgan Printing in Austin, Texas 2007 2 ◆ Spring 2007 Table of Contents Proposal For A 2007 Caddo Archaeology Summit Meeting . 5 Timothy K. Perttula Byram Ferry (16BO17): A Middle to Late Caddo Period Mound Site in the Red River Floodplain, Northwest Louisiana. 9 Jeffery S. Girard Archaeological Investigations of the Lang Pasture (41AN38) Midden Deposits on private property west of the SH 155 Right-of-Way, Anderson County, Texas . 27 Timothy K. Perttula, Bo Nelson, Mark Walters, and LeeAnna Schniebs Remote Sensing at the Horace Cabe Site (41BW14). 37 Chester P. Walker and Timothy K. Perttula The History of Archaeological Investigations at the Jamestown Mound Site (41SM54), An Archaeological Concervancy Preserve in Smith County, Texas . 45 Timothy K. Perttula Leaning Rock Site (41SM325) Lithics . 57 Harry J. Shafer The Organization of Novaculite Tool Production: Quarry-Workshop Debitage Comparisons . 71 Mary Beth Trubitt CADDO ARCHEOLOGY JOURNAL ◆ 3 PROPOSAL FOR A 2007 CADDO ARCHAEOLOGY SUMMIT MEETING Timothy K. -
Screw Threads and Tap-Drill Sizes
CS24-43 Screw Threads and Tap-Drill Sizes U. S. DEPARTMENT OF COMMERCE JESSE H. JONES, Secretary NATIONAL BUREAU OF STANDARDS LYMAN J. BRIGGS, Director SCREW THREADS AND TAP-DRILL SIZES COMMERCIAL STANDARD CS24-43 (Revision and consolidation of CS24”30 and CS25-30) Effective Date for New Production from February 10, 1943 A RECORDED VOLUNTARY STANDARD OF THE TRADE UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1943 For sale by the Superintendent of Documents, U. S. Government Printing Office Washington 25, D. C. - Price 15 cents U. S. Department of Commerce National Bureau of Standards PROMULGATION of COMMERCIAL STANDARD CS24-43 for SCREW THREADS AND TAP-DRILL SIZES (Revision and consolidation of CS24-30 and CS25-30) At the request of the National Screw Thread Commission, American National screw-thread tables for shop use were circulated January 23, 1930, as recommended commercial standards to producers, distri- butors, and users for a written acceptance. They were subsequently accepted in writing by the industry and published under the titles, American National Standard Screw Threads, Coarse and Fine-Thread Series, Commercial Standard CS24-30; and American National Special Screw Threads, Commercial Standard CS25-*30. On July 28, 1942, on the recommendation of the Interdepartmental Screw Thread Committee, and with the endorsement of the standing committee, a consolidation and revision of CS24-30 and CS25-30, under the title of Recommended Commercial Standard for Screw Threads and Tap-Drill Sizes, was circulated for acceptance. Those concerned have since accepted and approved the standard as shown herein for promulgation by the United States Department of Com- merce, through the National Bureau of Standards. -

Gear Cutting Tools Rua André De Leão 155 Bloco a Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A
Belgien/Belgium Indien/India Türkei/Turkey SA LMT Fette NV LMT Fette India Pvt. Ltd. Böhler Sert Maden Takim Sanayi Belin Yvon S.A. Industrieweg 15 B2 29, II Main Road ve Ticaret A.S. F-01590 Lavancia, Frankreich 1850 Grimbergen Gandhinagar, Adyar Ankara Asfalti ü zeri No.22 Tel. +33 (0) 4 74 75 89 89 Fon +32-2/2 51 12 36 Chennai 600 020 Kartal 81412 Fax +33 (0) 4 74 75 89 90 Fax +32-2/2 51 74 89 Fon +91-44/24 405 136 / 137 Istanbul E-mail: [email protected] Fax +91-44/24 405 1205 P.K. 167 Internet: www.belin-y.com Brasilien/Brazil [email protected] Fon +90-216/3 06 65 70 LMT Böhlerit LTDA. Fax +90-216/3 06 65 74 Gear Cutting Tools Rua André de Leão 155 Bloco A Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A. de C.V. • Hobbing Socorro-Santo Amaro Ungarn/Hungary Bilz Werkzeugfabrik GmbH & Co. KG Matias Romero No. 1359 • Gear Milling Vogelsangstraße 8 São Paulo Col. Letran Valle LMT Boehlerit KFT. D-73760 Ostfildern, Deutschland Fon +55/11 55 46 07 55 03650 Mexico D.F. Kis-Duma U.6 Tel. +49 (0) 711 3 48 01-0 Fax +55/11 55 46 04 76 Fon +52 (55) 56 05 82 77 PoBox 2036 Erdliget Pf. 32 Fax +49 (0) 711 3 48 12 56 [email protected] Fax +52 (55) 56 05 85 01 2030 Erd E-mail: [email protected] [email protected] Fon +36/23 52 19 10 Internet: www.bilz.de China Fax +36/23 52 19 14 Leitz Tooling Systems Österreich/Austria [email protected] (Nanjing) Co. -

STANDARD OPERATING PROCEDURES for COMMON
Faculty of Engineering Workshop Services STANDARD OPERATING PROCEDURES for COMMON TOOL & MACHINING EQUIPMENT [Type here] [Type here] [Type here] The information in this booklet is provided as a guide for the minimum safety training that shall be provided to personnel prior to being authorized to use of any of the following machining tools or pieces of equipment: Mill, Lathe, Planer, Drill Press, Pedestal Grinder, & Band Saw. GENERAL SAFETY TIPS • Safety glasses with side shields must be worn at all times. • Do not wear loose clothing, loose neckwear or exposed jewelry while operating machinery. • Do not work alone in a machine shop. (Implement the "buddy" system.) • Long sleeves on shirts should be rolled up above the elbows. • Pull back and secure long hair. • Do not wear thin fabric shoes, sandals, open-toed shoes, and high-heeled shoes. • A machinist's apron tied in a quick release manner should be worn. • Always keep hands and other body parts a safe distance away from moving machine parts, work pieces, and cutters. • Use hand tools for their designed purposes only. • Report defective machinery, equipment or hand tools to the Technician. McGill Workshop Safety policy: www.mcgill.ca/ehs/programs-and-services/workshop Workshop Rules: www.mcgill.ca/ehs/programs-and-services/workshop/rules [Type here] [Type here] [Type here] FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment MACHINE SHOP SAFETY Machine Shop Safety August 2014 1 FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment WORKSHOP MACHINES - LATHE • All stock must be properly secured in the lathe chuck or mounted prior to the machining process taking place. -
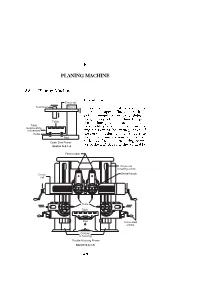
Planing Machine
PLANING MACHINE A Planing Machine tro duction Cross-rail In Tool head Column This is also a recipro cating typ e of ma chine like shap er The table with T slots for mounting workpiece slides in the guideways of the machine b ed past Table the stationary to ol head The to ol Table holding the to ol machines du reciprocating head the forward or cutting stroke of movement ring orktable during the cutting stroke Roller the w to ol remains stationary The to ol Bed the tal feed is given during return Open Side Planer horizon backward strokeof the worktable Sketch S-8.1-A or Feed screws Cross-rail elevating screw Cross- Swivel heads rail Tools Table Bed Cross-feed cranks Column or housing Double Housing Planer Sketch S-8.1-B Planing Machine Divided Table Planer In this typ e of planer the table on the bed is divided into two parts it may b e recipro cated separately or together This typ e is mostly suitable for continuous pro duction and thus reduces the machining time by saving the idle time One of the table is used for setting up large number of identical workpieces while the other one recipro cates against the stationary cutting to ol machining the workpieces Both the tables may clamp together for holding large and heavy workpiece and can also recipro cate together under the to ol A Table Drive Mechanism The table recipro cates in the guideways on the machine b ed The mechanism used to drive the table is mainly by gear drive and the reversible mechanism is adopted byany of the following ways a By having an op en and cross b elt drive -

Dimar Dado Set Instructions
Carbide Tipped Dado Sets - General Purpose Carbide Tipped Dado Sets - General Purpose Tool number Description Dia. Teeth Kerf Bore Tool number Description Dia. Teeth Kerf Bore 8-24 DADO Complete Set 8" 24 13/16" 5/8" 6-18 DADO CL Complete Set 6" 18 13/16" 5/8" 8-1/16 Dado Chipper 8" 2 1/16" 5/8" 6-1/16 Dado Chipper 6” 2 1/16" 5/8" 8-1/8 Dado Chipper 8" 2 1/8" 5/8" 6-1/8 Dado Chipper 6" 2 1/8" 5/8" 8-1/4 Dado Chipper 8" 2 1/4" 5/8" 6-1/4 Dado Chipper 6" 2 1/4" 5/8" 8-24R Saw Blade R 8" 24 1/8" 5/8" 6-18R Saw Blade R 6" 18 1/8" 5/8" 8-24L Saw Blade L 8" 24 1/8" 5/8" 6-18L Saw Blade L 6” 18 1/8" 5/8" Negative Hook Tooth Design Suitable for Wood & Melamine Chip Limiter - will prevent kickback Tool number Description Dia. Teeth Kerf Bore Tool number Description Dia.Teeth Kerf Bore www.dimarcanada.com 8-24 DADO-1 Complete Set 8" 24 13/16" 1" 8-24 DADO-CL Complete Set 8" 24 13/16" 5/8" 8-1/16-1 Dado Chipper 8" 2 1/16" 1" 8-1/16 Dado Chipper 8" 2 1/16" 5/8" 8-1/8-1 Dado Chipper 8" 2 1/8" 1" 8-1/8 Dado Chipper 8" 2 1/8" 5/8" 8-1/4-1 Dado Chipper 8" 2 1/4" 1" 8-1/4 Dado Chipper 8" 2 1/4" 5/8" 8-24R-1 Saw Blade R 8" 24 1/8" 1" 8-24RC Saw Blade R 8" 24 1/8" 5/8" 8-24L-1 Saw Blade L 8" 24 1/8" 1” 8-24LC Saw Blade L 8" 24 1/8" 5/8” DADO SET Negative Hook Tooth Design Suitable for Wood & Melamine Chip Limiter - will prevent kickback INSTRUCTIONS Carbide Tipped Dado Sets - For Melamine Tool number Description Dia. -

Schmidt Catalog
NEW WE BUILD INTO EVERY TOOL WE SELL THE KNOW TABS FIND EASY - HOW AND PRECISION TO GET YOUR JOB DONE RIGHT Quality TOOLING FOR Woodworking Tools And SHAPERS Accessories MOULDERS, Since 1926 TENONERS PLANERS, SAWS CNC ROUTERS, HAUNCHERS More Tools More Solutions More Cutters, Heads, Solid Carbide Spirals and Knives throughout this expanded edition CATALOG NO. 1200 We Give Expert Technical Assistance To Help You Get the Right Tool To Fit Every Need and Specification YOU HAVE A TEAM OF PROBLEM SOLVERS AT SCHMIDT The people you talk to are experienced pros in the custom woodworking tool industry who can put their training and knowledge to work for you. Count on any one of the Schmidt team to tackle your production and engineering problems and meet your special manufacturing needs. TECHNICAL & PERSONEL Rick Paul Joe De Cotiis Jay Oliva James Mirarchi Rick Paul Jr. President Operations Manager Stock & Custom Sales Tooling Design & Sales and Product Head Drafter Developement [email protected] [email protected] [email protected] [email protected] [email protected] When it comes to experience, we’re excel at understanding and servicing It all adds up. Top quality in a class by ourselves. your unique woodworking problem. Products. In-depth service •When you call for service you talk •We can manufacture tools for most to the seasoned experts in charge, woodworking machines to meet and experience. Technical dedicated Schmidt Sales Engineers unusual requirements. innovation. It’s what makes with over 100 years total experience. •Schmidt offers the most versatile Schmidt a leader in the •We have expert skill and under- design and manufacture of wing industry.