Effect of Titanium Addition on As-Cast Structure and High-Temperature
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Repoussé Work for Amateurs
rf Bi oN? ^ ^ iTION av op OCT i 3 f943 2 MAY 8 1933 DEC 3 1938 MAY 6 id i 28 dec j o m? Digitized by the Internet Archive in 2011 with funding from Boston Public Library http://www.archive.org/details/repoussworkforamOOhasl GROUP OF LEAVES. Repousse Work for Amateurs. : REPOUSSE WORK FOR AMATEURS: BEING THE ART OF ORNAMENTING THIN METAL WITH RAISED FIGURES. tfjLd*- 6 By L. L. HASLOPE. ILLUSTRATED. LONDON L. UPCOTT GILL, 170, STRAND, W.C, 1887. PRINTED BY A. BRADLEY, 170, STRAND, LONDON. 3W PREFACE. " JjJjtfN these days, when of making books there is no end," ^*^ and every description of work, whether professional or amateur, has a literature of its own, it is strange that scarcely anything should have been written on the fascinating arts of Chasing and Repousse Work. It is true that a few articles have appeared in various periodicals on the subject, but with scarcely an exception they treated only of Working on Wood, and the directions given were generally crude and imperfect. This is the more surprising when we consider how fashionable Repousse Work has become of late years, both here and in America; indeed, in the latter country, "Do you pound brass ? " is said to be a very common question. I have written the following pages in the hope that they might, in some measure, supply a want, and prove of service to my brother amateurs. It has been hinted to me that some of my chapters are rather "advanced;" in other words, that I have gone farther than amateurs are likely to follow me. -

Guide to Stainless Steel Finishes
Guide to Stainless Steel Finishes Building Series, Volume 1 GUIDE TO STAINLESS STEEL FINISHES Euro Inox Euro Inox is the European market development associa- Full Members tion for stainless steel. The members of Euro Inox include: Acerinox, •European stainless steel producers www.acerinox.es • National stainless steel development associations Outokumpu, •Development associations of the alloying element www.outokumpu.com industries. ThyssenKrupp Acciai Speciali Terni, A prime objective of Euro Inox is to create awareness of www.acciaiterni.com the unique properties of stainless steels and to further their use in existing applications and in new markets. ThyssenKrupp Nirosta, To assist this purpose, Euro Inox organises conferences www.nirosta.de and seminars, and issues guidance in printed form Ugine & ALZ Belgium and electronic format, to enable architects, designers, Ugine & ALZ France specifiers, fabricators, and end users, to become more Groupe Arcelor, www.ugine-alz.com familiar with the material. Euro Inox also supports technical and market research. Associate Members British Stainless Steel Association (BSSA), www.bssa.org.uk Cedinox, www.cedinox.es Centro Inox, www.centroinox.it Informationsstelle Edelstahl Rostfrei, www.edelstahl-rostfrei.de Informationsstelle für nichtrostende Stähle SWISS INOX, www.swissinox.ch Institut de Développement de l’Inox (I.D.-Inox), www.idinox.com International Chromium Development Association (ICDA), www.chromium-asoc.com International Molybdenum Association (IMOA), www.imoa.info Nickel Institute, www.nickelinstitute.org -
The Use of Titanium in Dentistry
Cells and Materials Volume 5 Number 2 Article 9 1995 The Use of Titanium in Dentistry Toru Okabe Baylor College of Dentistry, Dallas Hakon Hero Scandinavian Institute of Dental Materials, Haslum Follow this and additional works at: https://digitalcommons.usu.edu/cellsandmaterials Part of the Dentistry Commons Recommended Citation Okabe, Toru and Hero, Hakon (1995) "The Use of Titanium in Dentistry," Cells and Materials: Vol. 5 : No. 2 , Article 9. Available at: https://digitalcommons.usu.edu/cellsandmaterials/vol5/iss2/9 This Article is brought to you for free and open access by the Western Dairy Center at DigitalCommons@USU. It has been accepted for inclusion in Cells and Materials by an authorized administrator of DigitalCommons@USU. For more information, please contact [email protected]. Cells and Materials, Vol. 5, No. 2, 1995 (Pages 211-230) 1051-6794/95$5 0 00 + 0 25 Scanning Microscopy International, Chicago (AMF O'Hare), IL 60666 USA THE USE OF TITANIUM IN DENTISTRY Toru Okabe• and HAkon Hem1 Baylor College of Dentistry, Dallas, TX, USA 1Scandinavian Institute of Dental Materials (NIOM), Haslum, Norway (Received for publication August 8, 1994 and in revised form September 6, 1995) Abstract Introduction The aerospace, energy, and chemical industries have Compared to the metals and alloys commonly used benefitted from favorable applications of titanium and for many years for various industrial applications, tita titanium alloys since the 1950's. Only about 15 years nium is a rather "new" metal. Before the success of the ago, researchers began investigating titanium as a mate Kroll process in 1938, no commercially feasible way to rial with the potential for various uses in the dental field, produce pure titanium had been found. -

Metals and Metal Products Tariff Schedules of the United States
251 SCHEDULE 6. - METALS AND METAL PRODUCTS TARIFF SCHEDULES OF THE UNITED STATES SCHEDULE 6. - METALS AND METAL PRODUCTS 252 Part 1 - Metal-Bearing Ores and Other Metal-Bearing Schedule 6 headnotes: Materials 1, This schedule does not cover — Part 2 Metals, Their Alloys, and Their Basic Shapes and Forms (II chemical elements (except thorium and uranium) and isotopes which are usefully radioactive (see A. Precious Metals part I3B of schedule 4); B. Iron or Steel (II) the alkali metals. I.e., cesium, lithium, potas C. Copper sium, rubidium, and sodium (see part 2A of sched D. Aluminum ule 4); or E. Nickel (lii) certain articles and parts thereof, of metal, F. Tin provided for in schedule 7 and elsewhere. G. Lead 2. For the purposes of the tariff schedules, unless the H. Zinc context requires otherwise — J. Beryllium, Columbium, Germanium, Hafnium, (a) the term "precious metal" embraces gold, silver, Indium, Magnesium, Molybdenum, Rhenium, platinum and other metals of the platinum group (iridium, Tantalum, Titanium, Tungsten, Uranium, osmium, palladium, rhodium, and ruthenium), and precious- and Zirconium metaI a Iloys; K, Other Base Metals (b) the term "base metal" embraces aluminum, antimony, arsenic, barium, beryllium, bismuth, boron, cadmium, calcium, chromium, cobalt, columbium, copper, gallium, germanium, Part 3 Metal Products hafnium, indium, iron, lead, magnesium, manganese, mercury, A. Metallic Containers molybdenum, nickel, rhenium, the rare-earth metals (Including B. Wire Cordage; Wire Screen, Netting and scandium and yttrium), selenium, silicon, strontium, tantalum, Fencing; Bale Ties tellurium, thallium, thorium, tin, titanium, tungsten, urani C. Metal Leaf and FoU; Metallics um, vanadium, zinc, and zirconium, and base-metal alloys; D, Nails, Screws, Bolts, and Other Fasteners; (c) the term "meta I" embraces precious metals, base Locks, Builders' Hardware; Furniture, metals, and their alloys; and Luggage, and Saddlery Hardware (d) in determining which of two or more equally specific provisions for articles "of iron or steel", "of copper", E. -

6 W Elding Accessories Tungsten Electrodes Magnesium Aluminum
Sylvania Tungsten Vendor Code: SYL Tungsten Electrodes Magnesium Magnesium alloys are in 3 groups. They are: (1) aluminum-zinc-magnesium, (2) aluminum-magnesium and (3) manganese-magnesium. Since magnesium will absorb a number of harmful ingredients and oxidize rapidly when subjected to welding heat, TIG welding in an inert gas atmosphere is distinctly advantageous. The welding of magnesium is similar, in many respects, to the welding of aluminum. Magnesium was one of the first metals to be welded commercially by the inert-gas nonconsumable process (TIG). Accessories Welding Aluminum The use of TIG welding for aluminum has many advantages for both manual and automatic processes. Filler metal can be either wire or rod and should be compatible with the base alloy. Filler metal must be Ground Dia. Length Electrodes dry, free of oxides, grease or other foreign matter. If filler metal becomes damp, heat for 2 hours at Part No. (inches) (inches) 250˚ F before using. Although AC high-frequency stabilized current is recommended, DC reverse polarity 0407G .040 7 has been successfully used for thicknesses up to 3/32". 1167G 1/16 7 Stainless Steel Pure 3327G 3/32 7 In TIG welding of stainless steel, welding rods having the AWS-ASTM prefixes of E or ER can be used as 187G 1/8 7 filler rods. However, only bare uncoated rods should be used. Stainless steel can be welded using AC high frequency stabilized current, however, for DC straight polarity current recommendations must be increased 5327G 5/32 7 6 25%. Light gauge metal less than 1/16" thick should always be welded with DC straight polarity using 0407GL .040 7 argon gas. -

Antibacterial Property and Biocompatibility of Silver, Copper, and Zinc in Titanium Dioxide Layers Incorporated by One-Step Micro-Arc Oxidation: a Review
antibiotics Review Antibacterial Property and Biocompatibility of Silver, Copper, and Zinc in Titanium Dioxide Layers Incorporated by One-Step Micro-Arc Oxidation: A Review Masaya Shimabukuro Department of Biomaterials, Faculty of Dental Science, Kyushu University, 3-1-1 Maidashi, Higashi-ku, Fukuoka 812-8582, Japan; [email protected]; Tel.: +81-92-642-6346 Received: 3 October 2020; Accepted: 19 October 2020; Published: 20 October 2020 Abstract: Titanium (Ti) and its alloys are commonly used in medical devices. However, biomaterial-associated infections such as peri-implantitis and prosthetic joint infections are devastating and threatening complications for patients, dentists, and orthopedists and are easily developed on titanium surfaces. Therefore, this review focuses on the formation of biofilms on implant surfaces, which is the main cause of infections, and one-step micro-arc oxidation (MAO) as a coating technology that can be expected to prevent infections due to the implant. Many researchers have provided sufficient data to prove the efficacy of MAO for preventing the initial stages of biofilm formation on implant surfaces. Silver (Ag), copper (Cu), and zinc (Zn) are well used and are incorporated into the Ti surface by MAO. In this review, the antibacterial properties, cytotoxicity, and durability of these elements on the Ti surface incorporated by one-step MAO will be summarized. This review is aimed at enhancing the importance of the quantitative control of Ag, Cu, and Zn for their use in implant surfaces and the significance of the biodegradation behavior of these elements for the development of antibacterial properties. Keywords: titanium; biofilm; infection; micro-arc oxidation; silver; copper; zinc; antibacterial properties; coating; implant 1. -
Titanium Alloy Data Sheet
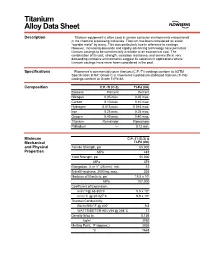
M Titanium Alloy Data Sheet Description Titanium equipment is often used in severe corrosive environments encountered in the chemical processing industries. Titanium has been considered an exotic “wonder metal” by many. This was particularly true in reference to castings. However, increasing demands and rapidly advancing technology have permitted titanium castings to be commercially available at an economical cost. The combination of its cost, strength, corrosion resistance, and service life in very demanding corrosive environments suggest its selection in applications where titanium castings have never been considered in the past. Specifications Flowserve’s commercially pure titanium (C.P.-Ti) castings conform to ASTM Specification B367, Grade C-3. Flowserve’s palladium stabilized titanium (Ti-Pd) castings conform to Grade Ti-Pd 8A. Composition C.P.-Ti (C-3) Ti-Pd (8A) Element Percent Percent Nitrogen 0.05 max. 0.05 max. Carbon 0.10 max. 0.10 max. Hydrogen 0.015 max. 0.015 max. Iron 0.25 max. 0.25 max. Oxygen 0.40 max. 0.40 max. Titanium Remainder Remainder Palladium –– 0.12 min. Minimum C.P.-Ti (C-3) & Mechanical Ti-Pd (8A) and Physical Tensile Strength, psi 65,000 Properties MPa 448 Yield Strength, psi 55,000 MPa 379 Elongation, % in 1" (25 mm), min. 12 Brinell Hardness, 3000 kg, max. 235 Modulus of Elasticity, psi 15.5 x 106 MPa 107,000 Coefficient of Expansion, in/in/°F@ 68-800°F 5.5 x 10-6 m/m/°C @ 20-427°C 9.9 x 10-6 Thermal Conductivity, Btu/hr/ft/ft2/°F @ 400° 9.8 WATTS/METER-KELVIN @ 204°C 17 Density lb/cu in 0.136 kg/m3 3760 Melting Point, °F (approx.) 3035 °C 1668 Titanium Alloy Data Sheet (continued) Corrosion The outstanding mechanical and physical properties of titanium, combined with its Resistance unexpected corrosion resistance in many environments, makes it an excellent choice for particularly aggressive environments like wet chlorine, chlorine dioxide, sodium and calcium hypochlorite, chlorinated brines, chloride salt solutions, nitric acid, chromic acid, and hydrobromic acid. -

Basic Facts About Stainless Steel
What is stainless steel ? Stainless steel is the generic name for a number of different steels used primarily for their resistance to corrosion. The one key element they all share is a certain minimum percentage (by mass) of chromium: 10.5%. Although other elements, particularly nickel and molybdenum, are added to improve corrosion resistance, chromium is always the deciding factor. The vast majority of steel produced in the world is carbon and alloy steel, with the more expensive stainless steels representing a small, but valuable niche market. What causes corrosion? Only metals such as gold and platinum are found naturally in a pure form - normal metals only exist in nature combined with other elements. Corrosion is therefore a natural phenomena, as nature seeks to combine together elements which man has produced in a pure form for his own use. Iron occurs naturally as iron ore. Pure iron is therefore unstable and wants to "rust"; that is, to combine with oxygen in the presence of water. Trains blown up in the Arabian desert in the First World War are still almost intact because of the dry rainless conditions. Iron ships sunk at very great depths rust at a very slow rate because of the low oxygen content of the sea water . The same ships wrecked on the beach, covered at high tide and exposed at low tide, would rust very rapidly. For most of the Iron Age, which began about 1000 BC, cast and wrought iron was used; iron with a high carbon content and various unrefined impurities. Steel did not begin to be produced in large quantities until the nineteenth century. -

Invictus Catalog Lowres.Pdf
At Invictus Body Jewelry we believe that professional piercers and body modifi cation artists desire high quality, implant grade jewelry at a reasonable price. To accomplish this, we designed and developed Invictus Body Jewelry to supply implant grade titanium jewelry to professional piercers all over the world. Invictus Body Jewelry is manufactured out of Ti 6Al-4V ELI ASTM F-136 implant grade titanium. All of our jewelry is internally threaded and adheres to industry standard thread patterns. At Invictus Body Jewelry we strive to provide the professional piercer with safe, customizable, and affordable implant grade jewelry. 2 www.invictusbodyjewelry.com Invictus Body Jewelry is manufactured only using implant grade materials - Ti 6Al-4V ELI ASTM-F136. All Invictus Body Jewelry products are internally threaded for professional piercers and their clients. Invictus Body Jewelry uses industry standard thread patterns. We use M1.2 threading on our 14ga and M0.9 threading on our 16ga & 18ga. We believe in providing quality piercing products at reasonable prices to our customers. We fulfi ll orders within 24 to 48 hours from being entered into the system. Invictus Body Jewelry is only available to wholesale customers. Only piercing shops and retailers may purchase our products, not the general public. 203.803.1129 3 HORSESHOES & CURVES TIHI (Internally Threaded Titanium Horseshoes) TICI (Internally Threaded Titanium Curves) CodeSizeDiameter Ends Code Size Diameter Ends TIHI601 16g 1/4” 3mm TIHI411 14g 5/16” 4mm TIHI611 16g 5/16” 3mm TIHI421 -

The Stainless Steel Family
The Stainless Steel Family A short description of the various grades of stainless steel and how they fit into distinct metallurgical families. It has been written primarily from a European perspective and may not fully reflect the practice in other regions. Stainless steel is the term used to describe an extremely versatile family of engineering materials, which are selected primarily for their corrosion and heat resistant properties. All stainless steels contain principally iron and a minimum of 10.5% chromium. At this level, chromium reacts with oxygen and moisture in the environment to form a protective, adherent and coherent, oxide film that envelops the entire surface of the material. This oxide film (known as the passive or boundary layer) is very thin (2-3 namometres). [1nanometre = 10-9 m]. The passive layer on stainless steels exhibits a truly remarkable property: when damaged (e.g. abraded), it self-repairs as chromium in the steel reacts rapidly with oxygen and moisture in the environment to reform the oxide layer. Increasing the chromium content beyond the minimum of 10.5% confers still greater corrosion resistance. Corrosion resistance may be further improved, and a wide range of properties provided, by the addition of 8% or more nickel. The addition of molybdenum further increases corrosion resistance (in particular, resistance to pitting corrosion), while nitrogen increases mechanical strength and enhances resistance to pitting. Categories of Stainless Steels The stainless steel family tree has several branches, which may be differentiated in a variety of ways e.g. in terms of their areas of application, by the alloying elements used in their production, or, perhaps the most accurate way, by the metallurgical phases present in their microscopic structures: . -

Titanium, Aluminum Or Steel?
Titanium, Aluminum or Steel? Thomas G Stoebe Professor Emeritus, University of Washington, Seattle, WA and National Resource Center for Materials Technology Education Edmonds Community College 20000 68 Ave West Lynnwood, WA 98036 425-890-4652; [email protected] Copyright Edmonds Community College 2008 Abstract: Testing of metals is usually undertaken with sophisticated instruments. However, you can demonstrate to your students the basic differences between certain classes of metals using the simple spark test, presented here. You can even have your students test their “titanium” sports equipment to see if it really titanium! In many cases, they will find that the name “titanium” is used for marketing but little will be found in the product. In the process, students see the visible result of the carbon content in steel, and the lack of carbon in other materials, plus realize the reactivity of titanium metal. Module Objective: This simple demonstration provides an introduction to materials and materials testing. Even though this technique is limited to certain metals, it helps the student understand that different materials are different, and that materials that look alike are not necessarily the same. It also provides an opportunity to describe ferrous and non-ferrous materials and their basic differences, and one effect of heating on these different materials. Titanium is sufficiently reactive in air that it gives off sparks even with no carbon present. Since so many products today indicate that they are made of titanium, this test also provides a simple means to test for titanium in a product. This demonstration can also be expanded into a lab experiment to identify unknown materials. -

THE USE of MIXED MEDIA in the PRODUCTION of METAL ART by Mensah, Emmanuel (B.A. Industrial Art, Metals)
THE USE OF MIXED MEDIA IN THE PRODUCTION OF METAL ART By Mensah, Emmanuel (B.A. Industrial Art, Metals) A Thesis submitted to the School of Graduate Studies, Kwame Nkrumah University of Science and Technology In partial fulfillment of the requirements for the degree of MASTER OF ARTS (ART EDUCATION) Faculty of Art, College of Art and Social Sciences March 2011 © 2011, Department of General Art Studies DECLARATION I hereby declare that this submission is my own work toward the M.A Art Education degree and that, to the best of my knowledge, it contains no materials previously published by another person or material which has been accepted for the award of any other degree of the university, except where due acknowledgement has been made in the text. ……………………………….. ……………………………….. ………………………….. Student’s name & ID Signature Date Certified by ……………………………….. ……………………………….. ………………………….. Supervisor’s Name Signature Date Certified by ……………………………….. ……………………………….. ………………………….. Head of Department’s Name Signature Date ii ABSTRACT The focus of this study was to explore and incorporate various artistic and non artistic media into the production of metal art. The researcher was particularly interested in integrating more non metallic materials that are not traditional to the production of metal art in the decoration, finishing and the protective coating of metal art works. Basic hand forming techniques including raising, chasing and repoussé, piercing and soldering were employed in the execution of the works. Other techniques such as painting, dyeing and macramé were also used. Non metallic media that were used in the production of the works included leather, nail polish, acrylic paint, epoxy, formica glue, graphite, eye pencil, lagging, foam, wood, shoe polish, shoe lace, eggshell paper, spray paint, cotton cords and correction fluid.