6 W Elding Accessories Tungsten Electrodes Magnesium Aluminum
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Guide to Stainless Steel Finishes
Guide to Stainless Steel Finishes Building Series, Volume 1 GUIDE TO STAINLESS STEEL FINISHES Euro Inox Euro Inox is the European market development associa- Full Members tion for stainless steel. The members of Euro Inox include: Acerinox, •European stainless steel producers www.acerinox.es • National stainless steel development associations Outokumpu, •Development associations of the alloying element www.outokumpu.com industries. ThyssenKrupp Acciai Speciali Terni, A prime objective of Euro Inox is to create awareness of www.acciaiterni.com the unique properties of stainless steels and to further their use in existing applications and in new markets. ThyssenKrupp Nirosta, To assist this purpose, Euro Inox organises conferences www.nirosta.de and seminars, and issues guidance in printed form Ugine & ALZ Belgium and electronic format, to enable architects, designers, Ugine & ALZ France specifiers, fabricators, and end users, to become more Groupe Arcelor, www.ugine-alz.com familiar with the material. Euro Inox also supports technical and market research. Associate Members British Stainless Steel Association (BSSA), www.bssa.org.uk Cedinox, www.cedinox.es Centro Inox, www.centroinox.it Informationsstelle Edelstahl Rostfrei, www.edelstahl-rostfrei.de Informationsstelle für nichtrostende Stähle SWISS INOX, www.swissinox.ch Institut de Développement de l’Inox (I.D.-Inox), www.idinox.com International Chromium Development Association (ICDA), www.chromium-asoc.com International Molybdenum Association (IMOA), www.imoa.info Nickel Institute, www.nickelinstitute.org -

Metals and Metal Products Tariff Schedules of the United States
251 SCHEDULE 6. - METALS AND METAL PRODUCTS TARIFF SCHEDULES OF THE UNITED STATES SCHEDULE 6. - METALS AND METAL PRODUCTS 252 Part 1 - Metal-Bearing Ores and Other Metal-Bearing Schedule 6 headnotes: Materials 1, This schedule does not cover — Part 2 Metals, Their Alloys, and Their Basic Shapes and Forms (II chemical elements (except thorium and uranium) and isotopes which are usefully radioactive (see A. Precious Metals part I3B of schedule 4); B. Iron or Steel (II) the alkali metals. I.e., cesium, lithium, potas C. Copper sium, rubidium, and sodium (see part 2A of sched D. Aluminum ule 4); or E. Nickel (lii) certain articles and parts thereof, of metal, F. Tin provided for in schedule 7 and elsewhere. G. Lead 2. For the purposes of the tariff schedules, unless the H. Zinc context requires otherwise — J. Beryllium, Columbium, Germanium, Hafnium, (a) the term "precious metal" embraces gold, silver, Indium, Magnesium, Molybdenum, Rhenium, platinum and other metals of the platinum group (iridium, Tantalum, Titanium, Tungsten, Uranium, osmium, palladium, rhodium, and ruthenium), and precious- and Zirconium metaI a Iloys; K, Other Base Metals (b) the term "base metal" embraces aluminum, antimony, arsenic, barium, beryllium, bismuth, boron, cadmium, calcium, chromium, cobalt, columbium, copper, gallium, germanium, Part 3 Metal Products hafnium, indium, iron, lead, magnesium, manganese, mercury, A. Metallic Containers molybdenum, nickel, rhenium, the rare-earth metals (Including B. Wire Cordage; Wire Screen, Netting and scandium and yttrium), selenium, silicon, strontium, tantalum, Fencing; Bale Ties tellurium, thallium, thorium, tin, titanium, tungsten, urani C. Metal Leaf and FoU; Metallics um, vanadium, zinc, and zirconium, and base-metal alloys; D, Nails, Screws, Bolts, and Other Fasteners; (c) the term "meta I" embraces precious metals, base Locks, Builders' Hardware; Furniture, metals, and their alloys; and Luggage, and Saddlery Hardware (d) in determining which of two or more equally specific provisions for articles "of iron or steel", "of copper", E. -

Basic Facts About Stainless Steel
What is stainless steel ? Stainless steel is the generic name for a number of different steels used primarily for their resistance to corrosion. The one key element they all share is a certain minimum percentage (by mass) of chromium: 10.5%. Although other elements, particularly nickel and molybdenum, are added to improve corrosion resistance, chromium is always the deciding factor. The vast majority of steel produced in the world is carbon and alloy steel, with the more expensive stainless steels representing a small, but valuable niche market. What causes corrosion? Only metals such as gold and platinum are found naturally in a pure form - normal metals only exist in nature combined with other elements. Corrosion is therefore a natural phenomena, as nature seeks to combine together elements which man has produced in a pure form for his own use. Iron occurs naturally as iron ore. Pure iron is therefore unstable and wants to "rust"; that is, to combine with oxygen in the presence of water. Trains blown up in the Arabian desert in the First World War are still almost intact because of the dry rainless conditions. Iron ships sunk at very great depths rust at a very slow rate because of the low oxygen content of the sea water . The same ships wrecked on the beach, covered at high tide and exposed at low tide, would rust very rapidly. For most of the Iron Age, which began about 1000 BC, cast and wrought iron was used; iron with a high carbon content and various unrefined impurities. Steel did not begin to be produced in large quantities until the nineteenth century. -

The Stainless Steel Family
The Stainless Steel Family A short description of the various grades of stainless steel and how they fit into distinct metallurgical families. It has been written primarily from a European perspective and may not fully reflect the practice in other regions. Stainless steel is the term used to describe an extremely versatile family of engineering materials, which are selected primarily for their corrosion and heat resistant properties. All stainless steels contain principally iron and a minimum of 10.5% chromium. At this level, chromium reacts with oxygen and moisture in the environment to form a protective, adherent and coherent, oxide film that envelops the entire surface of the material. This oxide film (known as the passive or boundary layer) is very thin (2-3 namometres). [1nanometre = 10-9 m]. The passive layer on stainless steels exhibits a truly remarkable property: when damaged (e.g. abraded), it self-repairs as chromium in the steel reacts rapidly with oxygen and moisture in the environment to reform the oxide layer. Increasing the chromium content beyond the minimum of 10.5% confers still greater corrosion resistance. Corrosion resistance may be further improved, and a wide range of properties provided, by the addition of 8% or more nickel. The addition of molybdenum further increases corrosion resistance (in particular, resistance to pitting corrosion), while nitrogen increases mechanical strength and enhances resistance to pitting. Categories of Stainless Steels The stainless steel family tree has several branches, which may be differentiated in a variety of ways e.g. in terms of their areas of application, by the alloying elements used in their production, or, perhaps the most accurate way, by the metallurgical phases present in their microscopic structures: . -

Titanium, Aluminum Or Steel?
Titanium, Aluminum or Steel? Thomas G Stoebe Professor Emeritus, University of Washington, Seattle, WA and National Resource Center for Materials Technology Education Edmonds Community College 20000 68 Ave West Lynnwood, WA 98036 425-890-4652; [email protected] Copyright Edmonds Community College 2008 Abstract: Testing of metals is usually undertaken with sophisticated instruments. However, you can demonstrate to your students the basic differences between certain classes of metals using the simple spark test, presented here. You can even have your students test their “titanium” sports equipment to see if it really titanium! In many cases, they will find that the name “titanium” is used for marketing but little will be found in the product. In the process, students see the visible result of the carbon content in steel, and the lack of carbon in other materials, plus realize the reactivity of titanium metal. Module Objective: This simple demonstration provides an introduction to materials and materials testing. Even though this technique is limited to certain metals, it helps the student understand that different materials are different, and that materials that look alike are not necessarily the same. It also provides an opportunity to describe ferrous and non-ferrous materials and their basic differences, and one effect of heating on these different materials. Titanium is sufficiently reactive in air that it gives off sparks even with no carbon present. Since so many products today indicate that they are made of titanium, this test also provides a simple means to test for titanium in a product. This demonstration can also be expanded into a lab experiment to identify unknown materials. -

Section XV BASE METALS and ARTICLES of BASE METAL Notes
Section XV BASE METALS AND ARTICLES OF BASE METAL Notes. 1.- This Section does not cover : (a) Prepared paints, inks or other products with a basis of metallic flakes or powder (headings 32.07 to 32.10, 32.12, 32.13 or 32.15); (b) Ferro-cerium or other pyrophoric alloys (heading 36.06); (c) Headgear or parts thereof of heading 65.06 or 65.07; (d) Umbrella frames or other articles of heading 66.03; (e) Goods of Chapter 71 (for example, precious metal alloys, base metal clad with precious metal, imitation jewellery); (f) Articles of Section XVI (machinery, mechanical appliances and electrical goods); (g) Assembled railway or tramway track (heading 86.08) or other articles of Section XVII (vehicles, ships and boats, aircraft); (h) Instruments or apparatus of Section XVIII, including clock or watch springs; (ij) Lead shot prepared for ammunition (heading 93.06) or other articles of Section XIX (arms and ammunition); (k) Articles of Chapter 94 (for example, furniture, mattress supports, lamps and lighting fittings, illuminated signs, prefabricated buildings); (l) Articles of Chapter 95 (for example, toys, games, sports requisites); (m) Hand sieves, buttons, pens, pencil-holders, pen nibs or other articles of Chapter 96 (miscellaneous manufactured articles); or (n) Articles of Chapter 97 (for example, works of art). 2.- Throughout the Nomenclature, the expression “parts of general use” means : (a) Articles of heading 73.07, 73.12, 73.15, 73.17 or 73.18 and similar articles of other base metal; (b) Springs and leaves for springs, of base metal, other than clock or watch springs (heading 91.14); and (c) Articles of headings 83.01, 83.02, 83.08, 83.10 and frames and mirrors, of base metal, of heading 83.06. -

The Effect of Copper on Crevice Corrosion of Stainless Steels
MATERIALS SELECTION & DESIGN The Effect of Copper on Crevice Corrosion of Stainless Steels ROGER FRANCIS, FNACE, RFMaterials, Crevice corrosion leaks on super Examination and Testing Glossop, Derbyshire, United Kingdom duplex stainless steel sprinkler heads An initial examination of the S32760 GLENN BYRNE, Rolled Alloys, Blackburn, occurred in a firewater sprinkler sys sprinkler heads showed severe crevice cor- Lancashire, United Kingdom tem operating at 22 °C. Tests showed rosion of the threads, despite the relatively that copper deposits from corroding low temperature in the accommodation copper alloys could act as very effi module. Just outside the creviced area, cient cathodes and stimulate dissolu coppery-colored deposits were clearly visi- tion during the regular breakdown ble. It was thought that these deposits might have originated from the reduction and repassivation of the passive film of soluble copper corrosion products in crevices. Several other service fail formed during the corrosion of the bronze ures have occurred because of a simi sprinkler heads. lar mechanism, which had not been To determine whether this was possi- previously reported. ble, 50-mm square plates (3-mm thick) were fitted with polyacetal crevice washers, as described in ASTM G78.2 The washers Superduplex stainless steels (SS) such as were loaded with nylon-coated disc springs UNS S32760 and UNS S32750 have been to produce a load of 27 N/mm2, which pro- widely used in seawater systems because of vided a tight crevice similar to that found their excellent resistance to crevice corro- in a screwed joint. The samples were sion. Reviews of service experience have immersed in synthetic seawater containing shown satisfactory performance with Alloy 50-mg/L cupric ions at 20 °C and the water Z100 (UNS S32760) up to ~40 °C.1 was continuously aerated with compressed In the late 1990s, there were some air. -

Pickling and Passivating Stainless Steel
Pickling and Passivating Stainless Steel Materials and Applications Series, Volume 4 Euro Inox Euro Inox is the European market development Full Members association for stainless steel. The members of the Euro Acerinox Inox include: www.acerinox.es • European stainless steel producers • National stainless steel development associations Outokumpu • Development associations of the alloying element www.outokumpu.com industries. ThyssenKrupp Acciai Speciali Terni The prime objectives of Euro Inox are to create awareness www.acciaiterni.com of the unique properties of stainless steels and to further ThyssenKrupp Nirosta their use in existing applications and in new markets. www.nirosta.de To achieve these objectives, Euro Inox organises UGINE & ALZ Belgium conferences and seminars, and issues guidance in UGINE & ALZ France printed and electronic form, to enable designers, Arcelor Mittal Group specifiers, fabricators and end users to become more www.ugine-alz.com familiar with the material. Euro Inox also supports technical and market research. Associate Members Acroni www.acroni.si ISBN 978-2-87997-224-4 (First Edition 2004 ISBN 2-87997-047-4) British Stainless Steel Association (BSSA) www.bssa.org.uk Czech version 978-2-87997-139-1 Cedinox Finnish version 2-87997-134-9 www.cedinox.es French version 978-2-87997-261-9 Centro Inox German version 978-2-87997-262-6 www.centroinox.it Dutch version 2-87997-131-4 Informationsstelle Edelstahl Rostfrei Polish version 2-87997-138-1 www.edelstahl-rostfrei.de Spanish version 2-87997-133-0 Institut de Développement de l’Inox (I.D.-Inox) Swedish version 2-87997-135-7 www.idinox.com Turkish version 978-2-87997-225-1 International Chromium Development Association (ICDA) www.icdachromium.com International Molybdenum Association (IMOA) www.imoa.info Nickel Institute www.nickelinstitute.org Polska Unia Dystrybutorów Stali (PUDS) www.puds.com.pl SWISS INOX www.swissinox.ch Content Pickling and Passivating Stainless Steel 1. -

Electroplating of Stainless Steel with Gold
ION SOURCECABLE TO HIGH POWER Fig. 5 Schematic diagram of an SUPPLYVOLTAGE POWER ENCLOSURE SUPPLY_ apparatus which would be suitable for lessing on a ION BEAM FORMING AND laboratory scale the economie ACCELERATINGn SECTION feasibility of gold ion implanta- tion ION CRYOPUMP 'VACUUM LOCK FOR LOADING WORK P1ECES CHAMBER This is not too difficult and sources exist and have References been used to generate gold ions with relatively few 1 E. W. Williams, Gold Bull., 1978, 11, (2), 30-34 2 G. Dearnaley, 'Defects in Crystalline Solids, Vol. 8, Ion Im- problems because the metal is chemically inert and plantation', North Holland Publishing Co., 1973 any alloying effects or reactive effects can be avoided 3 J. Lindhard, M. Scharff and H. E. Schiott, K. Dan. Vidensk. Selsk. Mat.-Fys., 1963, 33, (14), 1-39 by choosing appropriate materials. More recently, the 4 V. 0. Nielson, 'Electromagnetically Enriched Isotopes and liquid field emission sources of Clampitt (13) and Mass Spectrometry', Academie Press, New York, 1956 5 J. F. Gibbons, W. S. Johnson and S. W. Mylroie, 'Projected Swanson (14) have also been used to generate gold Range Statistics', 2nd Edition, Halsted Press, 1975 ions. These are remarkably simple and can operate at 6 H. H. Anderson, 'Seventh Yugoslav Symposium on Physics of Ionized Gases', September 1974 a temperature just above the melting point of gold, 7 0. Almen and G. Bruce, Nucl. lustrum. Methods, 1961, (11), say at 1100°C. Their advantages include long, stable 257-278 8 P. H. Rose, in 'Proceedings of the Symposium on Electron and lifetimes and almost no demand on the vacuum Ion Beam Science & Technology', 1978, pp. -

Tungsten Minerals and Deposits
DEPARTMENT OF THE INTERIOR FRANKLIN K. LANE, Secretary UNITED STATES GEOLOGICAL SURVEY GEORGE OTIS SMITH, Director Bulletin 652 4"^ TUNGSTEN MINERALS AND DEPOSITS BY FRANK L. HESS WASHINGTON GOVERNMENT PRINTING OFFICE 1917 ADDITIONAL COPIES OF THIS PUBLICATION MAY BE PROCURED FROM THE SUPERINTENDENT OF DOCUMENTS GOVERNMENT PRINTING OFFICE WASHINGTON, D. C. AT 25 CENTS PER COPY CONTENTS. Page. Introduction.............................................................. , 7 Inquiries concerning tungsten......................................... 7 Survey publications on tungsten........................................ 7 Scope of this report.................................................... 9 Technical terms...................................................... 9 Tungsten................................................................. H Characteristics and properties........................................... n Uses................................................................. 15 Forms in which tungsten is found...................................... 18 Tungsten minerals........................................................ 19 Chemical and physical features......................................... 19 The wolframites...................................................... 21 Composition...................................................... 21 Ferberite......................................................... 22 Physical features.............................................. 22 Minerals of similar appearance................................. -
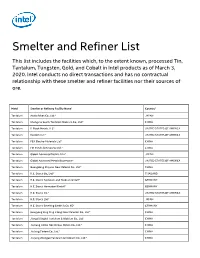
Smelter and Refiner List
Smelter and Refiner List This list includes the facilities which, to the extent known, processed Tin, Tantalum, Tungsten, Gold, and Cobalt in Intel products as of March 3, 2020. Intel conducts no direct transactions and has no contractual relationship with these smelter and refiner facilities nor their sources of ore. Metal Smelter or Refinery Facility Name† Country† Tantalum Asaka Riken Co., Ltd.* JAPAN Tantalum Changsha South Tantalum Niobium Co., Ltd.* CHINA Tantalum D Block Metals, LLC* UNITED STATES OF AMERICA Tantalum Exotech Inc.* UNITED STATES OF AMERICA Tantalum F&X Electro-Materials Ltd.* CHINA Tantalum FIR Metals & Resource Ltd.* CHINA Tantalum Global Advanced Metals Aizu* JAPAN Tantalum Global Advanced Metals Boyertown* UNITED STATES OF AMERICA Tantalum Guangdong Zhiyuan New Material Co., Ltd.* CHINA Tantalum H.C. Starck Co., Ltd.* THAILAND Tantalum H.C. Starck Tantalum and Niobium GmbH* GERMANY Tantalum H.C. Starck Hermsdorf GmbH* GERMANY Tantalum H.C. Starck Inc.* UNITED STATES OF AMERICA Tantalum H.C. Starck Ltd.* JAPAN Tantalum H.C. Starck Smelting GmbH & Co. KG* GERMANY Tantalum Hengyang King Xing Lifeng New Materials Co., Ltd.* CHINA Tantalum Jiangxi Dinghai Tantalum & Niobium Co., Ltd.* CHINA Tantalum JiuJiang JinXin Nonferrous Metals Co., Ltd.* CHINA Tantalum Jiujiang Tanbre Co., Ltd.* CHINA Tantalum Jiujiang Zhongao Tantalum & Niobium Co., Ltd.* CHINA Tantalum KEMET Blue Metals* MEXICO Tantalum LSM Brasil S.A.* BRAZIL Tantalum Metallurgical Products India Pvt., Ltd.* INDIA Tantalum Mineracao Taboca S.A.* BRAZIL Tantalum -

Metal Stock Identification
Youth Explore Trades Skills Metal Stock Identification Description Metal is produced in many different types, shapes, and forms. This activity plan provides examples of stock forms that might be found in a metal shop. Many of these shapes are common to all shops, while others are less frequently available. Almost all of the stock forms used in a metal shop are available in steel, and most are also available in other non- ferrous metals. Students will gain experience identifying different stocks and classifying them appropriately. Lesson Objectives The student will be able to: • Identify stock types visually • Use the proper names for stock types • Properly identify stock by shape and dimensions • Categorize the stock by metal type Assumptions The teacher should: • Have experience differentiating stock types by shape, size, and type of metal • Ensure that the metal shop is supplied with many types of stock for this activity The student should: • Have experience determining metal type • Have a basic understanding that material comes in different shapes and sizes • Have the ability to measure and determine dimensions of materials Terminology Dimensions: measurements of width, depth, length, thickness, or wall thickness. DOM: structural tubing that is different from pipe. Ferrous: a metal that contains iron and is often magnetic. Galvanized: steel that is coated, usually in zinc, to prevent oxidation/rust. Gauge: thickness measurement of sheet stock. Grade: a term for the quality of the material. Often refers to hardness or strength. This work is licensed under a Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International License unless otherwise indicated. Metal Stock Identification Metal Work – Introduction to Metal Work Metal: a solid material that is hard, fusible, and workable and usually conducts heat and electricity.