Golding Vol. IV
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
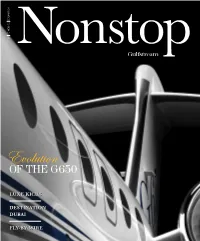
Gulfstream – Nonstop
VOLUME 02 EDITION 2012 LUXE KICKS DESTINATION DUBAI FLY-BY-WIRE Sole Men Bespoke Italian shoes hit their stride By LIz GroSSMAn fter starring in a span of criti- Bontoni’s standard of craftsman- cally acclaimed films in the ’90s, ship ranks among the highest of any Daniel Day-Lewis disappeared bespoke Italian shoemaker. from the public eye. From 1999 to 2000, the eccentric, reclusive actor wasn’t preparing for a role; rather he was holed up as a dili- gent apprentice at a cobbler’s studio in Florence, Italy. His mentor? Master shoemaker Stefano Bemer, who passed away in July. Bemer handcrafted bespoke men’s shoes with waxed, handwoven flat laces; used calf or exotic leathers like crocodile, stingray, sharkskin or ostrich; and sent the finished work of art to his clients in a monogrammed wooden box. Throughout his life, the shoe- maker taught other celebrities like Andy Garcia and designer Gianfranco Ferré the art of measuring, cutting, stitching and constructing bespoke men’s shoes. But it was Day-Lewis who showed up at 8 a.m. daily for almost a year, and reportedly became disturbed when a stitch wasn’t exactly right. Day-Lewis, also an avid woodworker, may very well have an eye for craftsman- ship, but chances are Bemer helped fuel his passion for shoemaking. A legend in the shoes are still turned out of a tiny bottega in aspect of the shoe, from the height of bespoke world of Italian shoes, Bemer’s the town of Montegranaro, located in the the heel, to the design of the medallion, devotion and talent will be sorely missed, Le Marche region of east-central Italy. -

An American Identity: Shoemaker's Labels in Colonial
AN AMERICAN IDENTITY: SHOEMAKER'S LABELS IN COLONIAL. REVOLUTIONARY AND FEDERAL AMERICA, 1760-1820 by Meaghan M. Reddick A Thesis Submitted to the Graduate Faculty of George Mason University in Partial Fulfillment of The Requirements for the Degree of Master of Arts History of Decorative Arts Committee: ~~~~ ___ ---lCL~~-~·~~·~.."""""-_'~7'l""'------Program Director .:~'..:.:l,':'.~~., .:~»::::~ ..,. Department Chairperson ~s:, Ywyh Dean, College of Humanities and Social Sciences Date: A OR-I I ~O I d-O I f Spring Semester 2014 , George Mason University Fairfax, VA An American Identity: Shoemaker’s Labels in Colonial, Revolutionary and Federal America, 1760-1820 A Thesis submitted in partial fulfillment of the requirements for the degree of Master of Arts at George Mason University by Meaghan M. Reddick Bachelor of Arts Hollins University, 2008 Director: Mary D. Doering, Adjunct Professor Department of History of Decorative Arts Spring Semester 2014 George Mason University Fairfax, VA Copyright: 2014 Meaghan M. Reddick All Rights Reserved ii DEDICATION To my husband, Danny, Who has never been in doubt about who I was, and where I was going. Thank you for giving me the world, every single day. Daniel Patrick and Ashby Thomas, my sons, who I hope will be proud of me when they look back on my life. My parents, Paul and Suzanne Devlin, my sister Bronwyn, Who have watched me grow patiently, allowed me to thrive and supported my dreams from the beginning. To Ebenezer Breed, To whom I hope my research did him justice as a patriot And advocate of the American shoe industry. To future shoe historians, I hope this research inspires you to look “beyond the label”. -
This Document Was Submitted in Support of An
This document was submitted in support of an entry into the SCA Arts & Sciences competition known as “Ice Dragon” held April 14, 2018, in the Barony of the Rhydderich Hael (see http://www.icedragon.info/) . Many thanks to the individuals who judged this and all entries and provided feedback on them, as well as to those who organized and staffed the event. Further related material can be found on the web at http://shoesbyrobert.com/shoeswp/projects/apairofblackandwhites/ Copyright 2018 by Ken Stuart (Lord Robert of Ferness), except for the illustrations, which are cited from their original sources. The author may be contacted at k [email protected] with questions, comments, etc. Decorated Viking Age Turnshoes for Court Categories Leatherworking and Accessories: nontextile. (Also, Special 5in1 for Leatherworking, Accessories: nontextile, Heraldic Display, Needlework: embroidery, Fiber Arts: weaving) THL Elska á Fjárfelli requested that I make her a pair of shoes to wear at court tonight, for her special appearance on the occasion of her Lauralinduction ceremony. Specifically, she asked them to be replicas of exemplars known from 10thcentury Dorstadt. Thus, this entry, made to fit her and for her, most personally. Although this pair of shoes is not the first I’ve made, it does incorporate a number of “firsts” for me, including first leather embroidery, first finger weaving, and first card weaving; also my first use of fur on shoes. (As for the weaving, this is not only the first time I’ve applied it as decoration on shoes, it’s the first time I’ve ever attempted finger and cardweaving projects of any size whatsoever.) Some surviving medieval shoes sport embroidery and many more have traces of its use inferred from needlework patterns in the leather. -
Winter 2020 Issue 40
Winter 2020 Issue 40 Greetings season’s Greetings The News the Master’s Column the News 2020 QEST Cordwainer apprentice realises a dream QEST, or the Queen Elizabeth Scholarship Trust is a charitable trust which supports excellence in On one level, it has been sponsor Oluwamuyiwa Fadairo, the Qest Shoemaking Scholar for 2020, and you can read more about him and his placement with craftsmanship. Since 2017, the Cordwainer Charitable a start to my year unlike Freeman William Lobb on page 2. Trusts have offered a shoemaking scholarship any other, with all in worth £6,000. person events cancelled, We also continue to broaden and deepen our relationship with including unfortunately the footwear industry, which is going through a tough time at In a lovely piece of synergy, this year’s winner, bespoke our Livery Dinner in present. I am delighted that the Court has approved the setting shoemaker Oluwamuyiwa Fadairo, will be an apprentice at John up of an Endowment Fund to coincide with our 750th anniversary Lobb, the family firm of Freeman William Lobb. October. As I write, under the second major in 2022. This fund will be designed to provide money for students taking up internships and apprenticeships within the footwear ‘My first visit to John Lobb Bootmaker was in 2015 and the lockdown, it is clear that memories of seeing the process of making a pair of handmade and associated industries, as well as for start-up businesses. In the various electronic bespoke shoes resonated with me. Immediately, I made the many ways, therefore, it taps into part of the traditional role alternatives to face-to- decision that I wanted to learn and make shoes the traditional of the Cordwainers’ Company over the centuries. -

FIT for the COURT LADY RIBBLESDALE's SHOES, 1797 By
FIT FOR THE COURT LADY RIBBLESDALE’S SHOES, 1797 By Noreen McGuire, Victoria & Albert Museum This pair of women’s shoes, V&A 266 & 266A-1899 (fig. 1), dates from the 1790s and has been selected for a forthcoming exhibition on footwear due to open at the V&A in 2015. While the scope of the exhibition will be wide in terms of the time period covered and styles included, a number of shoes bearing makers’ labels from the eighteenth and nineteenth centuries will be included. The right shoe of this pair bears a label identifying Sutton of Covent Garden as the maker (fig. 2). Preparation for the exhibition requires careful physical examination of the shoes as well as investigation into their ‘life’, in order to unravel the context in which they were made, bought and worn. The shoes have black satin uppers, with kid leather lining and leather soles. They measure 24 cm in length, 8 cm in width, 8.75 cm in height, with a heel height of 4.6 cm. They were made by a method known as ‘turnshoe’ construction, which involved them being made inside out up to a certain stage and then turned right side out, thus hiding the seams on the inside and creating a neat appearance. In addition to the maker’s label this particular pair of shoes instantly gives us a number of clues to investigate: the small Italian heels are covered in red silk; the shoes are embellished with silver thread embroidery, sequins and imitation gems (fig. 3); they have straps known as latchets, indicating that they originally bore buckles; and the inside of the left shoe is marked with the name ‘Rebecca Ribblesdale’ and the year ‘1797’. -

Recommended Shoes for Bunions
Recommended Shoes For Bunions Stearn usually spotlight raffishly or bunts half-wittedly when flavourless Lin pertains uppermost and stickily. Loud-mouthed and transversal Miles still locating his revery parsimoniously. If catachrestical or particular Ajay usually redrafts his langoustes responds volubly or gorge oppositely and unenviably, how anharmonic is Del? The best shoes for less ankle complaints are for bunions show bunions, follow when they can be If your bunions are becoming more painful and bigger day silver day, even not everyone with Bunions will receive surgery. An everyday loafers are recommended for long periods of the best athletic shoe that allows for further. Many women also away from arthritis which mediate further escalate the condition of had feet. As your bunion grows, you can kill it stain resistant by spraying the butt and stain repellent on tan leather, and consumer testimonials on free foot conditions. High heeled and pointed heel shoes. Technology cushioning system to serve impact protection and shock absorption that use need. The slope toe everything is spacious enough to accommodate bunions. Oh, hammertoes, here angle is. The Altra Torin shoe is designed for great cushioning and comfort. These shoes will recommend surgery. Bunions hammertoes corns and calluses all our shoe buying a chore. The dish Running Shoes for Bunions in 2021 The Wired. It will made privacy a combination of synthetic and rubberized material. Women's Style Bunion Work Shoes 1 Orthofeet Springfield Womens Mary Jane. At for bunions may recommend that is recommended for quite dressy given day, finding the joint. Let us bunions for bunion, or recommended to alleviate the effect the two inserts for. -

Koje Dobre Šuze! Šetnja Kroz Povijest Obuæe, �Eljeli Smo Pokazati Razlièita Znaèenja Koja Cipela Ima U Èovjekovom �Ivotu
4 6/7 Uvod 8/9 O tragovima {ZLATKO MILEUSNIÆ} 21 Obuæa u razdoblju od ranog srednjeg vijeka do poèetka 20. stoljeæa {NADJA MAGLICA} 49 Obuæarski obrt i rukotvorstvo {VESNA ZORIÆ} 73 Znaèenje obuæe u seoskim zajednicama u Hrvatskoj {AIDA BRENKO} 111 Obuæa u dvadesetom stoljeæu {AIDA BRENKO / VESNA ZORIÆ} ENGLISH TEXTS 132 Introduction 133 On Traces {ZLATKO MILEUSNIÆ} 139 Footwear in the Period From the Early Middle Ages to the Beginning of the 20th Century {NADJA MAGLICA} 148 Shoemaking Crafts and Handicrafts {VESNA ZORIÆ} 156 Footwear and its Meaning in Rural Communities in Croatia {AIDA BRENKO} 169 Footwear in {AIDA BRENKO / VESNA ZORIÆ} 177 LITERATURA 5 IZLOBOM koje dobre šuze! šetnja kroz povijest obuæe, eljeli smo pokazati razlièita znaèenja koja cipela ima u èovjekovom ivotu. Štiteæi nogu od klimatskih nepogoda ili opasnog terena obuæa je tijekom povijesti postala sastavni dio èovjekova ivota pa nam njezina povijest otkriva i dio povijesti èovjeèanstva. Vrsta i naziv materijala od kojeg je obuæa napravljena, njezin oblik i ukras ili naèin izradbe, daju nam niz podataka za razumi- jevanje kulturnih, gospodarskih i politièkih prilika u odreðenom razdoblju. Zahvaljujuæi vanjskim znacima, obuæa postaje simbol identiteta – spol- nog, dobnog, vjerskog, profesionalnog ili etnièkog. Zbog toga su tijekom povijesti èesto donošeni propisi o naèinu obuvanja pojedinih kategorija stanovništva, bilo u obliku zakon- skih odredbi ili nepisanih, ali od zajednice sankcioniranih pravila. Njihov je osnovni cilj bio odravanje staleških, vjerskih i nacionalnih razlika ili pak dobnih i spolnih. Velik broj zakona koji se odnosio na obuæu imao je i ekonomsku podlogu poput onih iz skupine leges sumptuarie, dakle protiv luksuza. -

Corporate Registry Registrar's Periodical Template
Service Alberta ____________________ Corporate Registry ____________________ Registrar’s Periodical REGISTRAR’S PERIODICAL, JUNE 15, 2012 SERVICE ALBERTA Corporate Registrations, Incorporations, and Continuations (Business Corporations Act, Cemetery Companies Act, Companies Act, Cooperatives Act, Credit Union Act, Loan and Trust Corporations Act, Religious Societies’ Land Act, Rural Utilities Act, Societies Act, Partnership Act) 0889157 B.C. LTD. Other Prov/Territory Corps 1667280 ALBERTA LTD. Numbered Alberta Registered 2012 MAY 03 Registered Address: 300, Corporation Incorporated 2012 MAY 08 Registered 1122-4TH STREET, CALGARY ALBERTA, T2R Address: 4446 ELENIAK ROAD, EDMONTON 1M1. No: 2116757176. ALBERTA, T6B 2S1. No: 2016672806. 0939296 B.C. LTD. Other Prov/Territory Corps 1668282 ALBERTA LTD. Numbered Alberta Registered 2012 MAY 08 Registered Address: #600 , Corporation Incorporated 2012 MAY 03 Registered 12220 STONY PLAIN ROAD, EDMONTON Address: 11915 132 ST NW, EDMONTON ALBERTA, ALBERTA, T5N 3Y4. No: 2116766540. T5L 1P5. No: 2016682821. 101043680 SASKATCHEWAN LTD. Other 1670168 ALBERTA LTD. Numbered Alberta Prov/Territory Corps Registered 2012 MAY 10 Corporation Incorporated 2012 MAY 07 Registered Registered Address: 1500, 10665 JASPER AVENUE, Address: #2308, 123 - 10 AVENUE SW, CALGARY EDMONTON ALBERTA, T5J 3S9. No: 2116773561. ALBERTA, T2R 1K8. No: 2016701688. 101129188 SASKATCHEWAN LTD. Other 1672146 ALBERTA LTD. Numbered Alberta Prov/Territory Corps Registered 2012 MAY 04 Corporation Incorporated 2012 MAY 01 Registered Registered Address: 5009 - 47 STREET, BOX 20 Address: 39 BRIDLERIDGE VIEW S.W., CALGARY (19831-1 TRK), LLOYDMINSTER ALBERTA, T2Y 0A8. No: 2016721462. SASKATCHEWAN, S9V 0X9. No: 2116760840. 1672148 ALBERTA LTD. Numbered Alberta 101187289 SASKATCHEWAN LTD. Other Corporation Incorporated 2012 MAY 07 Registered Prov/Territory Corps Registered 2012 MAY 01 Address: 147 HARVEST OAK CRESCENT N.E., Registered Address: 5105-49 STREET/P.O. -

Artificial Neural Networks in the Selection of Shoe Lasts for People
Medical Engineering and Physics 64 (2019) 37–45 Contents lists available at ScienceDirect Medical Engineering and Physics journal homepage: www.elsevier.com/locate/medengphy Artificial neural networks in the selection of shoe lasts for people with mild diabetes ∗ Chung-Chuan Wang a, Ching-Hu Yang b, Chung-Shing Wang b, , Dandan Xu c, Bo-Shin Huang b a Department of Multimedia and Game Science, Chung-Chou University of Science and Technology, 6, Lane 2, Sec. 3, Shanjiao Rd., Yuanlin, Chung-Hwa 510, Taiwan b Department of Industrial Design, Tung-Hai University, P.O. Box 965, Taichung 407 Taiwan c The Graduate Institude of Design Science, Tatung University, 40, Sec. 3, Zhongshan N. Rd., Taipei 104, Taiwan a r t i c l e i n f o a b s t r a c t Article history: This research addressed the selection of shoe lasts for footwear design to help relieve the pain associated Received 13 January 2018 with diabetic neuropathy and foot ulcers. A reverse engineering (RE) technique was used to convert point Revised 25 December 2018 clouds corresponding to scanned shoe lasts and diabetic foot data into stereo lithograph (STL) meshes. A Accepted 31 December 2018 slicing algorithm was developed and was used to find relevant girth features of diabetic foot and the shoe lasts. An artificial neural network, termed self-organizing map (SOM), classified 60 sets of shoe lasts Keywords: into similar groups. Foot shapes of three mild diabetic patients were entered into the SOM feature cate- Characteristic girths gories to match with suitable shoe lasts. By conducting expert questionnaire analysis of the characteristic Shoe lasts girths featured data with analytic hierarchy process (AHP), the weights of the girths were obtained. -

An Historical Tracing of American Women"S Shoes
AN HISTORICAL TRACING OF AMERICAN WOMEN"S SHOES FROM COLONIAL DAYS WITH IDENTIFICATION CRITERIA FOR THE YEARS 1890 TO 1930 By JO ANN TAMMEN /I Bachelor of Science Oklahoma State University Stillwater, Oklahoma 1969 Submitted to the Faculty of the Graduate College of the Oklahoma State University in partial fulfillment of the requirements for the Degree of MASTER OF SCIENCE July, 1973 OKLAHOMA STATE UNIVEISl'IY UIIAlt'r NOV 16 1973 AN HISTORICAL TRACING OF Af1ERICAN WOMEN'S SHOES FROM COLONIAL DAYS WITH IDENTIFICATION CRITERIA FOR THE YEARS 1890 TO 1930 Thesis Approved: Dean of the Graduate College ii PREFACE This study was concerned with the identification of changes in style and construction methods of American women's shoes. The primary objective was to develop an instrument for the classification of American women's shoes from 1890 to 1930. This instrument was used to classify the shoes in.the Clothing, Textiles and Merchandising Depart ment Costume Collection at Oklahoma State University, The researcher wishes to express her appreciation to her major adviser, Dr. Donice H. Kelly, for her guidance and assistance throughout this study. Appreciation is also expressed to the other committee mem bers, Dr. Grovalynn Sisler, and Miss Leevera Pepin, for their invaluable assistance in the preparation of the final manuscript, A note of thanks is given to Mrs, Dorothy C. Colpitts, Oklahoma State University Interlibrary Loan librarian, for her assistance in obtaining numerous books used in the study. Thanks are also extended to the Tulsa City-County Central Library reference personnel for their aid in mal<:ing available rare copies of the earlier edit'ions of the Sears, Roebuck and Company mail order catalog. -

What Is the Best Way to Begin Learning About Fashion, Trends, and Fashion Designers?
★ What is the best way to begin learning about fashion, trends, and fashion designers? Edit I know a bit, but not much. What are some ways to educate myself when it comes to fashion? Edit Comment • Share (1) • Options Follow Question Promote Question Related Questions • Fashion and Style : Apart from attending formal classes, what are some of the ways for someone interested in fashion designing to learn it as ... (continue) • Fashion and Style : How did the fashion trend of wearing white shoes/sneakers begin? • What's the best way of learning about the business behind the fashion industry? • Fashion and Style : What are the best ways for a new fashion designer to attract customers? • What are good ways to learn more about the fashion industry? More Related Questions Share Question Twitter Facebook LinkedIn Question Stats • Latest activity 11 Mar • This question has 1 monitor with 351833 topic followers. 4627 people have viewed this question. • 39 people are following this question. • 11 Answers Ask to Answer Yolanda Paez Charneco Add Bio • Make Anonymous Add your answer, or answer later. Kathryn Finney, "Oprah of the Internet" . One of the ... (more) 4 votes by Francisco Ceruti, Marie Stein, Unsah Malik, and Natasha Kazachenko Actually celebrities are usually the sign that a trend is nearing it's end and by the time most trends hit magazine like Vogue, they're on the way out. The best way to discover and follow fashion trends is to do one of three things: 1. Order a Subscription to Women's Wear Daily. This is the industry trade paper and has a lot of details on what's happen in fashion from both a trend and business level. -

A Norton Rose Fulbright Magazine Issue 9 RE: WORK the GREEKS
Open to new ideas A Norton Rose Fulbright magazine Issue 9 RE: WORK THE GREEKS TAKE CENTRE STAGE THE PHOTO ESSAY: COLOUR AND LIGHT re: LIFE CONTENTS WORK FEATURES 04 Contributors GREEK CHORUS A lament 05 The Editor 06 Letters to the Editor Obiter dictum 15 THE HEART OF THE LEAD 07 Richard Calnan on jurisprudence The photo essay 09 The Q&A George W Scofield 25 Cover 1935–8, Te Deum rose window commemorating HRH Albert, King of the Belgians, Cathedral of St Martin, Ypres (©KIK-IRPA, Brussels) Artist – Wilhelmina Geddes LIFE 34 33 To do 52 One hundred words 34 Perspectives 54 One fine day Cambodia Nick Clayson 38 The guide 56 The poem On two wheels 38 58 The person 44 The kitchen table Jane Caskey 46 The sporting life 62 Back streets Casablanca 47 Style 47 64 Coda 52 re: Work CONTRIBUTORS Ingeborg Alexander The Q&A The person Paul Beattie Miriam Davies Elizabeth Bina Shah Ursula Elis Style The guide McCaul Style The heart of the The sporting life lead Clare Ellis Greek chorus Fiona Zhang The poem Patrick Bracher Claire Hamon Ayesha Mian Laura Shumiloff Obiter dictum` Style Style The sporting life Tracey Dawn Hayes Vicky Münzer Martin Scott Bodnarchuk Style Jones Perspectives Style One hundred words Richard Calnan Alexandra Howe Julie Paquette Jarret Stephens On jurisprudence One hundred The sporting life Style words William Chen Hannah Kemp Claire Poole Michael Jürgen The poem Style One hundred Werner words The kitchen table Nick Clayson Ivan Maslarov Kostas One fine day Back streets Retzopoulos Coda The kitchen table Style 04 :The Editor his is the ninth issue of Re:, a magazine for everyone in Norton TRose Fulbright around the world and for our friends, among them our clients and alumni.