Limonene: a Versatile Chemical
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Transport of Dangerous Goods
ST/SG/AC.10/1/Rev.16 (Vol.I) Recommendations on the TRANSPORT OF DANGEROUS GOODS Model Regulations Volume I Sixteenth revised edition UNITED NATIONS New York and Geneva, 2009 NOTE The designations employed and the presentation of the material in this publication do not imply the expression of any opinion whatsoever on the part of the Secretariat of the United Nations concerning the legal status of any country, territory, city or area, or of its authorities, or concerning the delimitation of its frontiers or boundaries. ST/SG/AC.10/1/Rev.16 (Vol.I) Copyright © United Nations, 2009 All rights reserved. No part of this publication may, for sales purposes, be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, electrostatic, magnetic tape, mechanical, photocopying or otherwise, without prior permission in writing from the United Nations. UNITED NATIONS Sales No. E.09.VIII.2 ISBN 978-92-1-139136-7 (complete set of two volumes) ISSN 1014-5753 Volumes I and II not to be sold separately FOREWORD The Recommendations on the Transport of Dangerous Goods are addressed to governments and to the international organizations concerned with safety in the transport of dangerous goods. The first version, prepared by the United Nations Economic and Social Council's Committee of Experts on the Transport of Dangerous Goods, was published in 1956 (ST/ECA/43-E/CN.2/170). In response to developments in technology and the changing needs of users, they have been regularly amended and updated at succeeding sessions of the Committee of Experts pursuant to Resolution 645 G (XXIII) of 26 April 1957 of the Economic and Social Council and subsequent resolutions. -
Download Safety Data Sheet (SDS)
SAFETY DATA SHEET 1. Identification Product identifier Strike 80 Soil Fumigant Other means of identification SDS number 180-AUS-TCA Recommended use Soil fumigant NOTE TO PESTICIDE HANDLERS: If the pesticide product end-use labeling contains hazard information, specific instructions, or requirements that conflict with this Safety Data Sheet (SDS), follow the hazard information, instructions, or requirements on the labeling. Restrictions on use Use of this product requires supervision by a qualified pesticide applicator. Details of manufacturer or importer TriCal Australia Pty Ltd Address 5 Chamberlain Street, Wingfield, SA 5013, Australia Telephone 08 8347 3838 E-mail [email protected] Emergency phone number CHEMTREC (Australia) 02 9037 2994 (24/7) POISONS INFORMATION CENTRE 13 11 26 2. Hazard(s) identification Physical hazards Not classified. Health hazards Acute toxicity, oral Category 2 Acute toxicity, dermal Category 2 Acute toxicity, inhalation Category 1 Skin corrosion/irritation Category 1C Serious eye damage/eye irritation Category 1 Sensitization, skin Category 1 Carcinogenicity Category 2 Specific target organ toxicity, Category 1 (respiratory system damage) single exposure Specific target organ toxicity, Category 3 (respiratory tract irritation) single exposure Specific target organ toxicity, Category 1 (respiratory tract/lungs) repeated exposure Environmental hazards Hazardous to the aquatic environment, Category 1 acute hazard Hazardous to the aquatic environment, Category 2 long-term hazard Label elements Skull Corrosion Health Exclamation Environment Signal word DANGER Hazard statement Fatal if swallowed, in contact with skin or if inhaled. May cause an allergic skin reaction. Causes serious eye damage. Causes severe skin burns and eye damage. Strike 80 Soil Fumigant November 25, 2019 Page 1 of 11 May cause respiratory irritation. -

Aqua Regia Is a Mixture of Concentrated Nitric Acid and Hydrochloric Acid Most Commonly Used to Remove Trace Metals and TRACE Organic Materials from Glassware
Laboratory Safety Standard Operating Procedure (SOP) (For the use of hazardous materials or equipment) NAME OF PROCEDURE: AQUA REGIA PREPARED BY: RACHAEL MATTHEWS REVISION DATE: 07/16/2018 BRIEF DESCRIPTION OF PROCEDURE: 100 words or less, mass balanced equation, quantity limits Aqua Regia is a mixture of concentrated nitric acid and hydrochloric acid most commonly used to remove trace metals and TRACE organic materials from glassware. LOCATION – This procedure may be performed at the following location(s): Procedures are performed in fume hood only. HAZARDS – The materials and equipment associated with this procedure present the following exposure or physical health hazards. Safety precautions are prudent and mandatory (SDS of all chemicals referenced): -Aqua Regia is an oxidizer. Oxidizers are agents that initiate or promote combustion in other materials, generally through the release of oxygen. -Regia will oxidize over time to form toxic gases (nitrosyl chloride, nitrogen dioxide, and chlorine). The toxic gases formed as Aqua Regia oxidizes are also PHSs – nitrosyl chloride, nitrogen dioxide, and chlorine are all on the PHS list. Nitrosyl Chloride does not have a PEL or TLV. The PEL for nitrogen dioxide is 5 ppm (ceiling); the TLV is 3 ppm over 8 hours and 5 ppm for 15 minutes. The PEL for Chlorine gas is a 1 ppm (ceiling); the TLV is 0.5 ppm over 8 hours and 1 ppm for 15 minutes. -Aqua Regia solutions are extremely corrosive. Corrosive materials can cause destruction of living tissue by chemical action at the site of contact and can be solids, liquids, or gases. Corrosive effects can occur not only on the skin and eyes, but also in the respiratory tract and, in the case of ingestion, in the gastrointestinal tract as well. -
TIH/PIH List
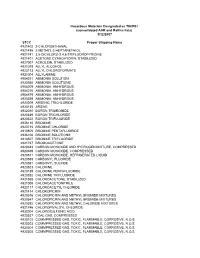
Hazardous Materials Designated as TIH/PIH (consolidated AAR and Railinc lists) 3/12/2007 STCC Proper Shipping Name 4921402 2-CHLOROETHANAL 4921495 2-METHYL-2-HEPTANETHIOL 4921741 3,5-DICHLORO-2,4,6-TRIFLUOROPYRIDINE 4921401 ACETONE CYANOHYDRIN, STABILIZED 4927007 ACROLEIN, STABILIZED 4921019 ALLYL ALCOHOL 4923113 ALLYL CHLOROFORMATE 4921004 ALLYLAMINE 4904211 AMMONIA SOLUTION 4920360 AMMONIA SOLUTIONS 4904209 AMMONIA, ANHYDROUS 4904210 AMMONIA, ANHYDROUS 4904879 AMMONIA, ANHYDROUS 4920359 AMMONIA, ANHYDROUS 4923209 ARSENIC TRICHLORIDE 4920135 ARSINE 4932010 BORON TRIBROMIDE 4920349 BORON TRICHLORIDE 4920522 BORON TRIFLUORIDE 4936110 BROMINE 4920715 BROMINE CHLORIDE 4918505 BROMINE PENTAFLUORIDE 4936106 BROMINE SOLUTIONS 4918507 BROMINE TRIFLUORIDE 4921727 BROMOACETONE 4920343 CARBON MONOXIDE AND HYDROGEN MIXTURE, COMPRESSED 4920399 CARBON MONOXIDE, COMPRESSED 4920511 CARBON MONOXIDE, REFRIGERATED LIQUID 4920559 CARBONYL FLUORIDE 4920351 CARBONYL SULFIDE 4920523 CHLORINE 4920189 CHLORINE PENTAFLUORIDE 4920352 CHLORINE TRIFLUORIDE 4921558 CHLOROACETONE, STABILIZED 4921009 CHLOROACETONITRILE 4923117 CHLOROACETYL CHLORIDE 4921414 CHLOROPICRIN 4920516 CHLOROPICRIN AND METHYL BROMIDE MIXTURES 4920547 CHLOROPICRIN AND METHYL BROMIDE MIXTURES 4920392 CHLOROPICRIN AND METHYL CHLORIDE MIXTURES 4921746 CHLOROPIVALOYL CHLORIDE 4930204 CHLOROSULFONIC ACID 4920527 COAL GAS, COMPRESSED 4920102 COMMPRESSED GAS, TOXIC, FLAMMABLE, CORROSIVE, N.O.S. 4920303 COMMPRESSED GAS, TOXIC, FLAMMABLE, CORROSIVE, N.O.S. 4920304 COMMPRESSED GAS, TOXIC, FLAMMABLE, CORROSIVE, N.O.S. 4920305 COMMPRESSED GAS, TOXIC, FLAMMABLE, CORROSIVE, N.O.S. 4920101 COMPRESSED GAS, TOXIC, CORROSIVE, N.O.S. 4920300 COMPRESSED GAS, TOXIC, CORROSIVE, N.O.S. 4920301 COMPRESSED GAS, TOXIC, CORROSIVE, N.O.S. 4920324 COMPRESSED GAS, TOXIC, CORROSIVE, N.O.S. 4920331 COMPRESSED GAS, TOXIC, CORROSIVE, N.O.S. 4920165 COMPRESSED GAS, TOXIC, FLAMMABLE, N.O.S. 4920378 COMPRESSED GAS, TOXIC, FLAMMABLE, N.O.S. 4920379 COMPRESSED GAS, TOXIC, FLAMMABLE, N.O.S. -

The Chemistry of Solvated Nitric Oxide
The Chemistry of Solvated Nitric Oxide: As the Free Radical and as Super-saturated Dinitrogen Trioxide Solutions By Kristopher A. Rosadiuk March, 2015 A thesis submitted to McGill University in partial fulfillment of the requirements in the degree of: DOCTORATE OF PHILOSOPHY Department of Chemistry, Faculty of Science McGill University Montreal, Quebec, Canada © Kristopher Rosadiuk, 2015. Abstract The unusual behaviour of the mid-oxidation state nitrogen oxides, nitric oxide (NO) and dinitrogen trioxide (N2O3), are explored in solution. Nitric oxide is shown to catalyze the cis-trans isomerizations of diazo species in aqueous and organic solutions, and a model is presented by which this proceeds by spin catalysis, making use of the unpaired electron of NO to permit access to triplet patways. Five diazo compounds are tested and compared to stilbene, which is not found to isomerize under these conditions. Dinitrogen trioxide is found to form easily in organic solvents, which stabilize the molecule even above room temperature. Solutions can be formed at chemically useful concentrations and levels of purity, and this result is compared with the sparse literature concerning this phenomenon. The chemistry of these solutions at 0˚C is surveyed extensively, with 23 distinct organic reactions and 15 inorganic reactions being described. The first reported room temperature adduct of dinitrogen trioxide is presented, as well as novel syntheses for nitrosyl chloride and nitrosylsulfuric acid. X-ray structures are also given for a previously reported benzoquinone-phenol adduct, as well as a new mixed valent-mercury nitride salt of the form Hg4N4O9. Résumé Le comportement inhabituel des oxydes d'azote aux états d’oxydations moyens, comme l’oxyde nitrique (NO) et le trioxyde dinitrique (N2O3), est exploré en solution. -
Nitrogen Oxychlorides : a Bibliography on Data for Physical and Chemical
NBS Publl - cations NArL INST. OF STAND & TECH NBS SPECIAL PUBLICATION 478 U.S. DEPARTMENT OF COMMERCE / National Bureau of Standards NITROGEN OXYCHLORIDES: A Bibliography on Data for Physical and Chemical Properties of CUNO, CLNO2, and CdNOs NATIONAL BUREAU OF STANDARDS The National Bureau of Standards^ was established by an act of Congress March 3, 1901. The Bureau's overall goal is to' strengthen and advance the Nation's science and technology and facilitate their effective application for public benefit. To this end, the Bureau conducts research and provides: (1) a basis for the Nation's physical measurement system, (2) scientific and technological services for industry and government, (3) a technical basis for equity in trade, and (4) technical services to pro- mote public safety. The Bureau consists of the Institute for Basic Standards, the Institute for Materials Research, the Institute! for Applied Technology, the Institute for Computer Sciences and Technology, the Office for Information Programs, and the Office of Experimental Technology Incentives Program. THE INSTITUTE FOR BASIC STANDARDS provides the central basis within the United States of a complete and consist- ent system of physical measurement; coordinates that system with measurement systems of other nations; and furnishes essen-' tial services leading to accurate and uniform physical measurements throughout the Nation's scientific community, industry,! and commerce. The Institute consists of the Office of Measurement Services, and the following center and divisions: -

Limonene.Pdf
View Online Limonene A. F. Thomas Firmenich SA, Research Laboratories, 12 I I Geneva 8, Switzerland Y. Bessiere 126 I Borex, Switzerland 1 Introduction is over 95 % pure, there is sometimes doubt in the literature as 2 Hydrogen Shifts and Disproportionation ; the Action to whether the limonene that was used in any experiment was of Acids and Bases further purified or not. The major impurity in the material from 3 Addition of Water, Alcohols, and other HX-type orange oil is myrcene (3); this can be removed by clathration Molecules with tetrakis(4-methy1pyridine)di thiocyanatonickel. l1 About 4 Addition of Halogens, Sulphur, etc. 1 YOof aldehydes (mainly octanal) is also present, and there are 5 Hydrogenation of Limonene traces of other monoterpenes. The aldehydes can be removed 6 Hydroboration and Related Reactions by distillation over 0.5 YOsodium hydroxide. 7 Oxidation (except Epoxide Formation) The presence of these impurities has led to widely different 8 The Limonene Epoxides values being determined for the flavour threshold concentration 9 Addition of a C, Unit to Limonene in water. This has been given as 0.21 p.p.m., and the effect of 10 Addition of C, or More to Limonene non-volatiles on this value has been measured,12 but the 11 Pyrolysis and Miscellaneous Reactions limonene was only 96.5 YOpure, and was probably only distilled 12 Biological Reactions of Limonene orange oil, so the figures are meaningless. Values of 0.01 13 References p.p.m.13 and 229 p.p.b. (also for 96% pure limonene)" have been published, but in these papers -
The Chemistry of Heterocycles Structure, Reactions, Syntheses
The Chemistry of Heterocycles Structure, Reactions, Syntheses, and Applications Mohammad Jafarzadeh Faculty of Chemistry, Razi University The Chemistry of Heterocycles, (Second Edition). By Theophil Eicher and Siegfried Hauptmann, Wiley-VCH Veriag GmbH, 2003 1 24 3 Three-Membered Heterocycles 3.2 Thiirane 24 3 Three-Membered Heterocycles 3.2 Thiirane Thiiranes are also known as episulfides. As a result of the greater atomic radius of the S-atom, the three atoms form an acute-angled triangle (see Fig. 3.2). [A] Thiiranes are also known as episulfides. As a result of the greater atomic radius of the S-atom, the 3.2 Thiirane three atoms form an acute-angled triangle. Fig. 3.2 Structure of thiirane (bond lengths in pm, bond angles in degrees) The thermochemically determined strainThenthalpye thermochemicallof thiiraney determineof 83 kJd molstrai-1n isenthalplessythan of thiiranthateof ofoxirane 83 kJ mo. H is less than that of oxirane. The ionization potential amounts to 9.05TheV,e ionizatiothe dipolen potentiamomentl amountto 1.66s toD 9.0. Both5 eVvalues, the dipolaree belowmomenthoset to 1.66 D. Both values are below Thiiranes are also known aofsoxirane episulfides. The chemical. Ashiftss a resulin the NMRt thosofspectrae thof oxiranee greateare. �ThH e= chemica2r. 27atomi, �l Cshift= 18sc i .n1radiu .the NMRs spectrof ath are S ^S-atom = 2.27, Sc ,=18.1. the three atoms form an acute-angled triangle (see Fig. 3.2)Th.e properties of the thiiranes are primarily due to ring strain. In spite of the smaller strain en- [B] The properties of the thiiranes are primarilythalpydue, tothiiranringestrain is thermall. -

Chemical and Physical Properties of Nitryl Chloride
Rochester Institute of Technology RIT Scholar Works Theses 4-1977 Chemical and physical properties of nitryl chloride Andreas J. Illies Follow this and additional works at: https://scholarworks.rit.edu/theses Recommended Citation Illies, Andreas J., "Chemical and physical properties of nitryl chloride" (1977). Thesis. Rochester Institute of Technology. Accessed from This Thesis is brought to you for free and open access by RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact [email protected]. CHEMICAL AND PHYSICAL PROPERTIES OF NITRYL CHLORIDE ANDREAS J. ILLIES APRIL, 1977 THESIS SUBMITTED IN PARTIAL · ~ FULFILLMENT 'OF THE REQUIREMENTS FOR THE DEGREE ·OF MASTER OF SCIENCE APPROVED: Name Illegible Project Adviser Name Illegible Department Head Name Illegible Library Rochester Institute of Technology Rochester, New York Department of Chemistry # % ABSTRACT Nitryl chloride (C1N02) and nitrosyl chloride (C1N0) atmos- are pollutants that have been detected in the lower chemical between phere . Interconnecting reactions the chlorine and nitrogen oxide cycles of the stratosphere may also produce these molecules. 1 ' 2 Two methods for preparing CINOp .were evaluated, and experimental techniques for determining the purity of CINOp were developed. The vapor pressure and mass spec trum for C1N0? and the ultraviolet absorption cross sec tions of C1N02 and C1N0 were investigated. Preliminary results for the photochemical decomposition of C1N0? with 253-7 and 350.5 radiation are reported, and the ener getically possible steps for photochemical dissociation of G1N0? are summarized. Data involving the absorption cross sections and pri mary photochemical processes, such as those that we have studied, are needed as input for calculations modelling the chemistry of the stratosphere. -
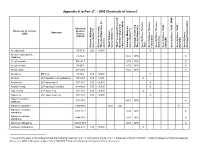
Appendix a to Part 27
Appendix A to Part 27. – DHS Chemicals of Interest1 - - - WME - - – – Chemical Chemicals of Interest Abstract Synonym (COI) Service (CAS) # y Issue: Theft Theft y Issue: Screening Threshold Threshold Screening EXP/IEDP Issue: Security Sabotage/Contamination Security Issue: Theft Theft Issue: Security CWI/CWP Theft Issue: Security Release: Minimum Minimum Release: (%) Concentration Screening Release: (in Quantities Threshold pounds) Theft: Minimum (%) Concentration Theft: pounds (in Quantities noted) otherwise unless Minimum Sabotage: (%) Concentration Screening Sabotage: Quantities Threshold Release Issue: Security Toxic Release Issue: Security Flammables Release Issue: Security Explosives Securit Acetaldehyde 75-07-0 1.00 10,000 X Acetone cyanohydrin, 75-86-5 ACG APA X stabilized Acetyl bromide 506-96-7 ACG APA X Acetyl chloride 75-36-5 ACG APA X Acetyl iodine 507-02-8 ACG APA X Acetylene [Ethyne] 74-86-2 1.00 10,000 X Acrolein [2-Propenal] or Acrylaldehyde 107-02-8 1.00 5,000 X Acrylonitrile [2-Propenenitrile] 107-13-1 1.00 10,000 X Acrylyl chloride [2-Propenoyl Chloride] 814-68-6 1.00 10,000 X Allyl alcohol [2-Propen-1-ol] 107-18-6 1.00 15,000 X Allylamine [2-Propen-1-amine] 107-11-9 1.00 10,000 X Allyltrichlorosilane, 107-37-9 ACG APA X stabilized Aluminum (powder) 7429-90-5 ACG 100 X Aluminum bromide, 7727-15-3 ACG APA X anhydrous Aluminum chloride, 7446-70-0 ACG APA X anhydrous Aluminum phosphide 20859-73-8 ACG APA X Ammonia (anhydrous) 7664-41-7 1.00 10,000 X 1 The acronyms used in this appendix have the following meaning: ACG -

The Chemical List of Interest
List of Toxic and Pyrophoric Gases that require preappro val from MSU EHS BEFORE purc hase Chemical MSDS CAS # Health Fire Reactive 1,3-BUTADIENE 1,3-BUTADIENE 106-99-0 2d 4 0 2-METHYL-1,3-BUTADIENE 2-METHYL-1,3-BUTADIENE 78-79-5 1i 4 0 ACETYL FLUORIDE ACETYL FLUORIDE 557-99-3 3 0 0 AMMONIA AMMONIA 7664-41-7 3 1 0 ANTIMONY PENTAFLUORIDE ANTIMONY PENTAFLUORIDE 7783-70-2 4 0 1 ARSENIC PENTAFLUORIDE ARSENIC PENTAFLUORIDE 7784-36-3 3 1 0 ARSENIC TRIFLUORIDE ARSENIC TRIFLUORIDE 7784-35-2 3 0 1 ARSINE ARSINE 7784-42-1 4 4 2 BIS(TRIFLUOROMETHYL)PEROXIDE BIS(TRIFLUOROMETHYL)PEROXIDE 927-84-4 a, j a, j a, j BORON TRIBROMIDE BORON TRIBROMIDE 10294-33-4 4 2 0 BORON TRICHLORIDE BORON TRICHLORIDE 10294-34-5 3 0 1 BORON TRIFLUORIDE BORON TRIFLUORIDE 7637-07-2 4 0 1 BROMINE BROMINE 7726-95-6 3 0 0 BROMINE CHLORIDE BROMINE CHLORIDE 13863-41-7 3 0 1 BROMINE PENTAFLUORIDE BROMINE PENTAFLUORIDE 7789-30-2 3 0 3 BROMINE TRIFLUORIDE BROMINE TRIFLUORIDE 7787-71-5 3 0 3 BROMOETHENE BROMOETHENE 593-60-2 2d 4 1 BROMOMETHANE BROMOMETHANE 74-83-9 3 1 0 CARBON DISULFIDE CARBON DISULFIDE 75-15-0 3 4 0 CARBON MONOXIDE CARBON MONOXIDE 630-08-0 2e 4 0 CARBONYL FLUORIDE CARBONYL FLUORIDE 353-50-4 4 0 1 CARBONYL SULFIDE CARBONYL SULFIDE 463-58-1 3 4 1 CHLORINE CHLORINE 7782-50-5 4 0 0 CHLORINE DIOXIDE CHLORINE DIOXIDE 10049-04-4 3 0 4 CHLORINE MONOXIDE CHLORINE MONOXIDE 12301-79-0 a a a CHLORINE PENTAFLUORIDE CHLORINE PENTAFLUORIDE 13637-63-3 3 0 3 CHLORINE TRIFLUORIDE CHLORINE TRIFLUORIDE 7790-91-2 4 0 3 CHLOROTRIFLUOROETHYLENE CHLOROTRIFLUOROETHYLENE 79-38-9 3 4 3 CARBON -

Composition and Fractionation of American Steam-Distilled Wood Turpentine ' '
TECHNICAIBULLETINNO.596 ^*=' ^^"^^^^SÊ^J^^^ ^^ December 1937 UNITED STATES DEPARTMENT OF AGRICULTURE WASHINGTON, D. C. COMPOSITION AND FRACTIONATION OF AMERICAN STEAM-DISTILLED WOOD TURPENTINE ' ' By S. PALKIN, senior chemist^ T. C. CHAD WICK, assistant chemist, Naval Stores Research Division^ a^ M. B. MATLACK,* associate chemist. Food Research Division, Bureau of ^Kemistry and Soils, CONTENTS Page Introduction - - 1 Experimental data—Continued. Methods and equipment 3 Chemical examination of fractions 17 Bistillation procedure. 3 Chemical treatment of higher boiling Equipment 4 portion 22 Experimental data 9 Summary and conclusions 26 Systematic fractional distillation 9 Literature cited- 27 INTRODUCTION American steam-distilled wood turpentine is obtained chiefly from the stumps of two species of the southern pines—^longleaf pine [Pinm paiustris Miller) and slash pine (P. caribaea Morelet), Lightwood is also used. It consists of pieces with a high resin content from which the less durable portions with small resin content have been removed by decay. Both stumps and lightwood have generally been in or on the ground for manv years after the trees were felled, and considerable change has taken place in the composition of their resinous content as compared with that in the living tree. Turpentine is but one of a series of products obtamed from the stumps and lightwood by the so-called steam and solvent process (ISy 27, 29),^ whereby the wood, after being reduced to chips, is subjected first to steam distillation and then to an extraction with a special petroleum solvent. The oily condensate from the steam distillation contains the turpen- tine and also part of the pine oil, which must be removed by a series of processes in order to obtain the steam-distüled wood turpentine of commerce.